提高轧辊寿命的轧钢工艺措施
2019-09-10 03:09鲁现群陈士超
科学导报·科学工程与电力 2019年33期
关键词:寿命
鲁现群 陈士超
【摘 要】轧辊在热轧带肋钢筋的切分轧制过程中经常出现如爆槽、脱落、辊环碎裂、损毁等现象,通过分析,及实际生产实践(石横特钢集团),通过优化冷却轧辊手段降低运作温度,并在宽度上对成品辊环进行增加,严格筛选制作原材、增加切分楔的使用壽命等等,众多手段来解决辊环崩坏、爆槽、断裂等诸多问题,平均提高轧机有效作业率近5%,轧辊损耗降低20个百分点。
【关键词】轧辊;寿命;冷却装置;切分轧制;轧辊材质
1前言
直径6-14毫米规格范围热扎带肋钢筋是山东石横特钢集团的主要产品之一,针对该产品研发设计了多线切分轧制技术,10mm直径、12mm直径、14-18mm直径、20mm直径产品,相对应的,在工艺上进行五线、四线、三线、两线切分。在多线切分生产环境中,保持生产稳定性的最重要一环就是尽量的减少更换轧辊的次数,故此,良好的材质、更长的使用寿命对于轧辊来说是重中之重。
2生产中轧辊存在的问题及成因分析
问题一,爆槽、部分脱落使得导致成品报废。现象:在轧槽的中心部位缺肉或向四周呈放射线状缺肉。
问题二,辊环碎裂也会导致成品报废。现象:在相邻的两个轧槽中间辊环崩坏碎裂,导致相邻轧槽不能使用。
问题三,轧槽表面不光滑,出现麻点,不完美的品相会导致产品销售受损。
问题四,导致更加严重堆钢问题的轧辊损毁,此问题较为严峻。
成因分析:
(1)生产过程中轧辊温度过高,不能及时冷却会产生上述诸多问题。
(2)对原材料及工艺特点考虑不周,未能正确选择轧辊材质导致爆槽、部分脱落、损毁等问题。
(3)轧槽间距不足、辊环材质硬度不足均有可能造成辊环损毁。
(4)在修复过程中未能将微裂的轧槽进行足够到位打磨,导致二次使用时原有裂纹处继续断裂,导致爆槽等问题的出现,甚至轧辊损毁。
(5)在前次处理较大料型后,没有马上回调压下量,造成轧辊轧槽连续的过大受力,导致损毁。
(6)轧辊本身出现问题,在生产过程中出现凹凸不平的现象。
(7)不正确的操作也极易出现轧黑钢、零部件缠轧辊、不良接触、堆钢等现象造成轧辊损毁断裂。
3工艺措施
企业在不断求索优化工艺的方法,发现离心复合铸造这项工艺技术的出现替代传统技术,高速钢轧辊在使用中,其更耐磨、强度更高等特点优于无限冷硬铸铁和高铬铸铁。在优化产品品相、减少轧辊损耗等数据表现上也取得较大的成果。同时,企业也学会对不同产品进行差异化配置。
3.1轧辊冷却装置的改进
传统轧辊冷却常见问题:
问题一,由于设计之初分析不够,传统的一上一下水冷却装置均匀供水的设计,不够合理的结果易导致轧辊周边水量分布不合理。
问题二,对冷却水的用量测算分析分配不合理,上下辊冷却水量1:1的设置使得冷却效果极易受短板轧辊的影响。
问题三,未能选用更合适的喷水器,缺少适合的设计及配型导致冷却效率较低。
问题四,对如多切分横向进程中,诸多水管冷却效果是否一致、切分楔冷却等问题,缺少更有针对性、更有效的研究。
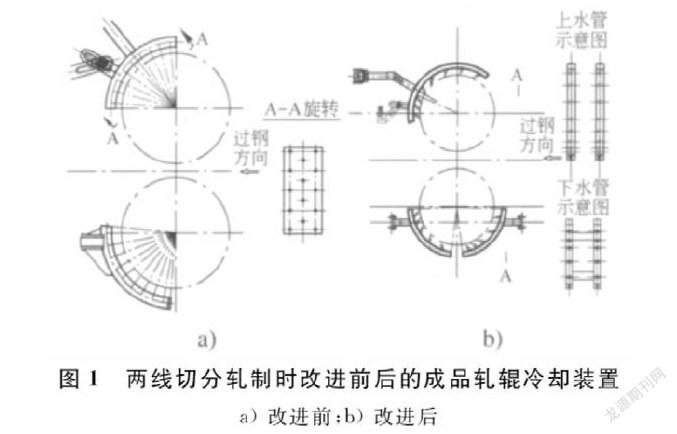
针对轧辊冷却装置进行改进(图1)

(1)采用一上二下三个水冷装置的方式进行组合,上辊出口配一个、下辊进、出口各配一个,并将比例设定为4:6。
(2)用锥形实心喷头替换原带孔方盒设计,增加两排椭圆形水缝,覆盖宽度为5-8厘米至切分楔处,并以三倍的水量保证切分楔处的水量,用以控制此处温度,延长其使用寿命。
(3)设置15°-35°的接近切线方向接触的冲击角度来对轧辊进行冷却,避免垂直喷洒带来的溅水问题。
(4)合理设置喷嘴密度,从刚脱离轧件位置向轧辊圆弧方向由密导梳排列,并逐级减少水量。
(5)严密安装防水部件,如水管周围安装固定挡板,在轧机外部进行防水处理等等。
3.2冷却水参数优化及供水系统的改造
本厂在投产新品棒材车间轧辊的冷却水压为0.3-0.5MPa。但在生产过程中因冷却问题出现各种问题。为此,优化K1-K3架次,用浊中系统供水替换原来低浊系统,换用变频电机,将水压调整至0.8MPa并进行自动调整。同时,在每架设备上安装总表,随时人工手动调整水压。
3.3孔型配置优化
以热轧带肋钢筋K1(12毫米直径)这个常规的成品辊品种为例,设计之初为19毫米的轧槽中心距,中间辊环的宽度则是7.8毫米。但实际应用过程中辊环呈现整块崩坏的状况,分析得出其宽度仍然不足、易产生裂纹直至崩坏。调整设计后将中心距增大至22毫米,宽度增加至10.8毫米。
3.4轧辊材质优化
铬钼无限冷硬球墨铸铁轧辊是石横特钢棒材车间一直采用的材质,生产效率较低。通过研究得出高速钢轧辊用于20号架轧机、19号架轧机使用碳化钨组合轧辊、15-18号架轧机高硼钢轧辊,1-14号架轧机则继续沿用之前的轧辊。
3.5工艺装置平面配置改型
传统棒线材生产过程中,轧机配置多为6+6+6(粗轧机、中轧机、精轧机)的组合方式,1架预切分,如此设置轧辊切分楔极易损坏。对此,本厂修改组合为6+6+4+4(粗轧机、中轧机、预精轧机、精轧机),同时,增加一架预切分架次。分担设备压力,延长设备使用寿命。
3.6避免不当操作
(1)导卫装置不可接触轧槽
(2)遵守轧辊冷却水相关操作制度
(3)加强检查力度,任何缠辊事故必须停机,并待冷却后再停水处理。
(4)严格遵照工艺要求,严禁料型过大等现象。
(5)轧件头部必须修剪干净黑头等问题。
3.7修复量要到位
在修复过程中务必要讲缺陷修复到位,不能留有裂纹,任何裂纹都有可能影响成品质量。
4结语
上述一些列措施极大的延长了轧槽的使用时间,节约大量人力物力,并解决了辊环损毁的问题,同时,冷却效果的提升也让爆槽事故发生率接近为零,提高生产稳定性,降低消耗近1/5,年产量增加4万T,为企业带来极大的效益。
参考文献:
[1]陈星,刘新灵,陶春虎,等.轧辊服役损伤行为及失效机制研究[J].失效分析与预防,2018,13(1):60-66.
[2]赵强.论述高温重载条件下提高轧辊疲劳寿命的方法[J].科技与创新,2017(12):51-51.
[3]佚名.轧辊再制造及其表面强化技术的研究进展[J].材料保护,2019,52(2):119-125.
[4]解宝良.轧辊车间常见轧辊探伤方法浅谈[J].科学与财富,2017(15):208-208,209.
(作者单位:河钢邯钢邯宝冷轧厂)
猜你喜欢
文萃报·周五版(2022年27期)2022-07-12
奥秘(2021年9期)2021-09-28
科技信息(2021年7期)2021-02-28
作文评点报·低幼版(2020年3期)2020-02-12
文萃报·周五版(2019年35期)2019-09-10
儿童故事画报·自然探秘(2018年9期)2018-11-06
意林原创版(2018年12期)2018-01-05
科技知识动漫(2016年9期)2016-09-22
健康管理(2015年12期)2016-01-14
阅读与作文(英语高中版)(2013年4期)2013-04-12