风琴发音弹簧片的频率校验
2019-09-10 03:25谢幸福
科学导报·科学工程与电力 2019年33期
关键词:检测
谢幸福


【摘 要】此设计是针对乐器制造单位,自动检测发音弹簧片震荡一周期的时间,自动加工打磨后的震荡时间与标准值参考值相比较,在其允许误差范围内,属于标准件,否则就属于次品。原先是人工打磨,采用专用测试仪器,对待测试发音键进行检测,人工检测得到结果后,再进行人为的挑选、手动加工。如此,会大大浪费人工成本,误差概率极大,导致发音音律失真,影响音质,使得单位出成品率低,效率低,产品质量得不到保证,从而有损公司形象。为了提高生产效率、提高产品质量,我也参与商讨并负责本套设备的电控部分。
【关键词】发音弹簧片;检测;自动加工;自动挑选
一、概述
时下的社会发展超快,进步每天都得有,但是小进步也有可能会排在落后的队伍里去,因为别人的快速发展会远远的将小进步甩在身后。现代的企业快速发展,有外在的业务因素,但也肯定有单位生产的内在因素,内在因素有总经理的发展理念、有公司执行人员的全力支持,还要有先进的生产设备,如果生产设备不到位,那么公司即使所有的软件(包括管理、人才)都很优秀,但就是出不了成品,那也是白搭。所以保证公司的稳步前行条件之一,就是要有先进的、稳定、可靠的设备作为生产保障。
本套设备已经初步研制成功并运用于实践,现在处于试生产阶段,效果显著;根据实际生产需求,后期将会对其进行升级处理。本套设备应用之后,其检测、加工速度明显提高,大大节约人工成本、提高生产效率、保证产品合格率。
二、设计初步思想
本套设备使用到西门子S7-1200系列PLC,CPU为1214C,采用西门子7寸触摸屏进行人机对话,采用的光纤传感器进行频率检测,另外选择SMC的速动电磁阀进行高压开启加工的控制操作。
本套设备一共4个工位,4工位均摆放标准样品,由气缸推进到位,先开启低压压缩空气进行震荡采样,将每个工位的标准值进行读取并保存在PLC存储器内,通过触摸屏显示出标准采样值,即震荡一次所需要的周期值。然后退出样品,将检测件放入加工位,按下自动加工,气缸将检测件送至检测工位,先吹低压进行采样,将采样值与标准值进行比较,如果低压当前值低于标准值,即低压当前周期值小于标准周期值,则说明被测弹簧片震荡一次的时间更短,若不在允许误差范围内,该被测件属于次品,因为弹簧片薄了,发出的音质将会刺耳。此时触摸屏发出报警,提示产品不合格。若低压当前周期值大于标准周期值,说明被测件震荡一周期时间大于标准值,被测件比较厚重,需要加工打磨,采用10ms高压运行时间进行间隙性比较,比较出来的值要在其允许误差范围内,允许误差可以人工设置正负值。
三、运用的技术
1、高速计数器具有“计数”、“周期”、“频率”和“Motion Control”4种计数类型。前3中均在硬件组态中进行配置,后一种需要在运动控制工艺对象中组态,对于本案例中,选择数据类型为“周期”。
PLC采集震荡频率,在高速计数器中,只要勾选“启用该高速计数器”,计数类型选择为“周期”即可。
频率测量周期,选择“0.1 Millisec”,因为检测最高频率大约为4000HZ左右。
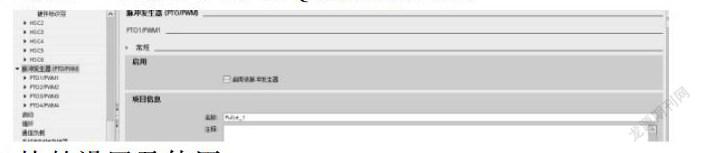
需要注意,脉冲发生器下面的PTO1/PWM1…PTO4/PWM4,其常规—启用下面的“启用该脉冲发生器”不能勾选,选择后,PLC输出端Q0.0…Q0.4将会只输出一个脉冲,影响Q点正常运行。
2、DB块的设置及使用
先建立一个DB块命名为Period,打开DB块,新建名称My_Period,将其数据类型更改为HSC_P eriod,其下面的结构元素含义如下:
ElapsedTime 顺序间隔最近输入脉冲之间的间隔时间;
EdgeCount 返回最近完成周期的输入脉冲的数量;
EnHSC 启用HSC:1=启用SFB,0=禁用SFB;
EnPeriod 启用周期更新:1=将SFB周期改成NewPeriod;
NewPeriod 设定周期测量间隔时间(进行一次周期测量所使用的时间),其值只能是10、100、1000Ms。
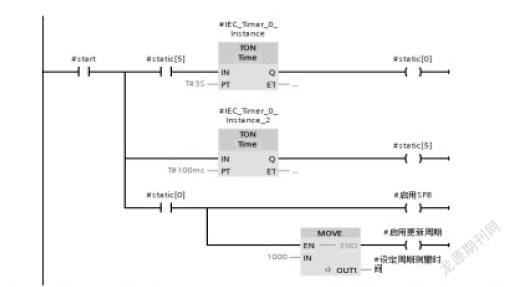
对于结构元素EnHSC(BOOL)、EnPeriod(BOOL)、NewPeriod(INT)的启用程序方式如下:
计算脉冲周期值,要采用掐头去尾的方式进行,即记录第一个测量周期的最后一个脉冲的时间t1到记录第二个测量周期的最后一个脉冲的时间t2,其时间间隔为t2-t1,第一个脉冲周期结束到第二个脉冲周期结束之间的脉冲数设为n,那么计算得到其脉冲周期Period =![]() ,单位为ns/脉冲。
,单位为ns/脉冲。
四、总结
以上是做这套设备的总体思路,应用在乐器生产厂,效率提高了,节约了人力资源和成本,设备最终试验数据基本能够满足要求。期间得到西门子技术部门的支持和同事的帮忙,使得相对较顺利的完成了这套设备的组装、调试和试生产,也认识到自己的不足,工作之余,定当全力以赴,努力赶上时下快速发展的技术,不让自己落伍。
另外,根据厂房的要求,第二批次的设备需要增加工位和打磨精度,进一步提高设备的精准度,能够更好的应用在生产当中。
参考文献:
[1]西门子公司,S7-1200高速计数器功能简介,官网内容
[2]段礼才,西门子S7-1200 PLC编程及使用指南,机械工业出版社
[3]向晓汉,西门子S7-1500PLC完全精通教程,化学工业出版社
(作者单位:哈工大机器人集团(江蘇)华粹智能装备有限公司)
猜你喜欢
环球时报(2022-01-13)2022-01-13
作文周刊·小学二年级版(2021年20期)2021-08-10
中学生数理化·七年级数学人教版(2017年2期)2017-03-25
中学生数理化·七年级数学人教版(2017年2期)2017-03-25
中学生数理化·七年级数学人教版(2017年1期)2017-03-25
时代英语·高一(2016年6期)2017-02-27
时代英语·高一(2016年6期)2017-02-27
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
中学生数理化·七年级数学人教版(2016年10期)2016-12-22