空客A320飞机隔框FR16/20的检查与修理
2019-09-10 07:22明平伟王凯
航空维修与工程 2019年3期
明平伟 王凯

摘要:介绍了空客A320飞机隔框FR16/20横梁搭接带维修方案的检查要求和施工方法,特殊详细检查发现裂纹后应采用的冷扩孔修理方法,以及超出修理限制时更换隔框的工作准备和拆装步骤。
关键词:A320飞机;隔框;特殊详细检查;冷扩孔修理方法;更换
0 引言
2017年5月,南航一架A320飞机在C13检工作期间,执行工程指令EO B32053048R3检查飞机隔框FR16/20横梁搭接带时,发现左侧/右侧隔框FR16与地板横梁搭接处隔框层紧固件孔B有裂纹。联系空客公司后按照厂家提供的修理建议和修理图纸设计超规范修理方案,逐级铰孔去除裂纹、冷扩孔后安装衬套完成了修理。该修理方案为临时修理方案,空客要求在1000飞行循环内更换左侧隔框FR16。2018年1月,该机停场完成了左侧隔框FR16的更换工作。
据了解,南航有多架A320老龄飞机在C检期间发现左侧/右侧隔框FR16/20横梁搭接带有裂纹。更换隔框属于重要修理,大概需要三周的停场时间,给飞机运行带来了很大影响。
1 维修方案检查要求
空客A320飞机全尺寸疲劳试验显示,左侧/右侧隔框FR16/20横梁搭接带会产生裂纹。 2012年4月,空客在适航限制部分ALS Part 2中加入了新的适航限制项目ALI 531110,要求对A320飞机左侧/右侧隔框FR16/20横梁搭接带进行特殊详细检查(SDI)。航空公司早期反馈的检查结果也证实,运行中A320飞机左侧/右侧隔框FR16/20横梁搭接带出现裂纹的几率较高,且裂纹出现的时机要远早于适航限制项目要求检查的门槛值。空客调查表明,裂纹产生的原因是由于机械结构疲劳引起的。如果这些裂纹没有被检查到并被及时纠正,将对飞机结构的完整性产生影响。
2015年6月,空客发布了服务通告ISB 53-1286,建议对A320飞机左侧/右侧隔框FR16/20横梁搭接带上面两排紧固件进行特殊详细检查。该服务通告对检查发现的裂纹提供了标准的修理方法。航空公司在建议的时间间隔内完成该服务通告,可以避免A320飞机隔框的重大修理以及对飞机运行的影响。空客同时允许航空公司执行相应的改装服务通告MSB 53-1295,加强隔框横梁搭接带,满足取消重复检查的要求。2016年7月,EASA颁发了适航指令EASA AD 2016-0139,要求强制执行服务通告ISB 53-1286,并取消和替代了适航限制项目的检查要求。
基于上述原因,CAAC在2016年7月也颁发了适航指令CAD 2016-A320-08,强制要求对A320飞机左侧/右侧隔框FR16/20横梁搭接带上方两排紧固件进行特殊详细检查,并且根据飞机构型提供了针对本指令要求进行的重复检查的可选的终止性措施。
2 特殊详细检查施工说明
2.1 检查门槛值(首检)
按下列条件A或B,以后到者为准。
A. 自飞机首次飞行起,在超过34700FC或69400FH之前,先到为准。
B. 在2016年7月28日之前,按照适航限制项目ALI 531110完成最后一次检查起,在12900FC或25800FH之内,先到为准。
2.2 检查间隔
不超过12900FC/25800FH,先到为准。
2.3 检查步骤
1) 准备:飞机处于维护前的基本构型,确保飞机电接地。
2) 接近:放置工作梯,打开电子舱门824,拆下电子设备通风管和隔热棉,拆下左侧/右侧隔框FR16/20横梁搭接带上面两排紧固件并报废。
3) 清洁:用清洁剂清洁检查区域表面。
4) 检查:高频涡流旋转探测检查左侧/右侧隔框FR16/20横梁搭接带,如果没有发现裂纹,则安装加大一级的紧固件;如果发现裂纹,则进行相应的修理或更换。
5) 恢复:用密封胶湿安装新的紧固件,恢复表面腐蚀防护。
6) 记录:按要求填写检查报告。
7) 结束:确保工作区域清洁,无工具和其他设备,安装隔热棉和电子设备通风管路,关闭电子舱门824,移走工作梯,将飞机恢复到初始构型。
3 冷扩孔修理方法
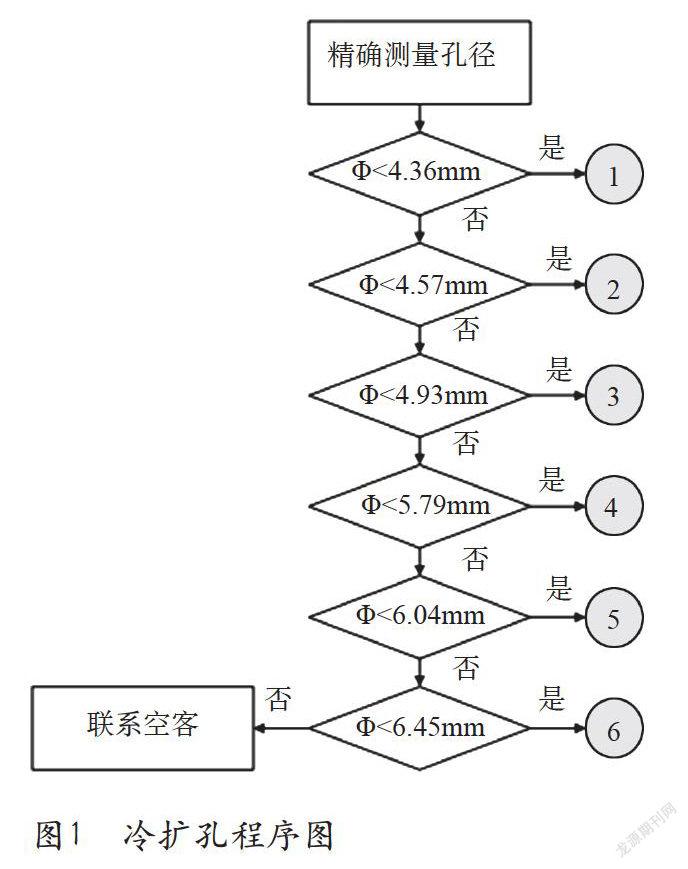
特殊详细检查A320飞机左侧/右侧隔框FR16/20横梁搭接带,若发现裂纹,需分解结构部件确认裂纹是在隔框上还是横梁上,确认后精确测量隔框或横梁上出现裂纹的紧固件孔孔径,根据测量的数值,对照图1确定初始铰孔孔径,选用合适的工具进行冷扩孔,并铰孔到最终孔径,最终安装正确类型的紧固件。冷扩孔工具和紧固件类型见表1。
冷扩孔修理一般步骤如下(不需要零应力顶升飞机):
1) 对隔框和/或横梁上受影响的紧固件孔进行逐级铰孔,每级加大0.4mm,孔径不能超过6.45mm。
2) 高频涡流旋转探测检查隔框和/或横梁上的紧固件孔,确认裂纹完全去除。
3) 精确测量并记录隔框和/或横梁上的紧固件孔直径。
4) 测量并记录紧固件孔铰孔后的间距和边距。
5) 对隔框和/或横梁上受影响的紧固件孔进行冷扩孔。
6) 冷扩孔后再次铰孔至最终安装孔径,保证适量的过盈配合。
7) 紧固件孔再次铰孔后去毛刺。
8) 用密封胶湿安装新的紧固件。
9) 修理区域涂底漆和面漆。
10) 恢复修理区域表面腐蚀防护。
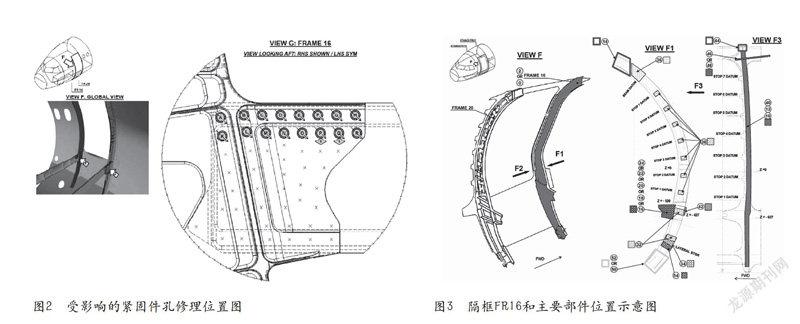
冷扩孔修理完成后,如果确认没有偏差,需将图2中受影响的紧固件孔修理位置和新安装的紧固件类型反馈给空客,以获取修理设计批准单(RDAS)。若修理过程中出现偏差或超出修理限制,需要聯系空客以获取进一步的修理说明,可使用液氮安装衬套进行修理,或者更换隔框。
4 更换隔框
A320飞机左侧隔框FR16开始更换前,需准备工作梯架,拆下修理区域相关部件和管路以便于接近,包括前客舱门和滑梯包、前厨房和厕所、客舱FR12-20区域衬板和地板、电子舱通风管、导线和隔热棉等。A320飞机左侧隔框FR16及相关部件位置见图3。
更换左侧隔框FR16的步骤如下:
1) 机身蒙皮修理区域退漆。
2) 拆除隔框FR16上安装的所有系统支架以及结构接头。
3) 拆除隔框FR15-16区域所有的长桁接头。
4) 拆除客舱门上方排雨槽。
5) 拆除隔框FR16与蒙皮相连的所有紧固件。
6) 拆除隔框FR16上下搭接区域的所有紧固件。
7) 拆除隔框FR16与横梁搭接区域的所有紧固件。
8) 拆除隔框FR16与客舱门上扭力盒连接的所有紧固件。
9) 拆下损伤的隔框FR16,并在上面标记角片的位置。
10) 清洁修理区域和所有拆下的部件。
11) 修理区域涂底漆。
12) 安装新的隔框FR16,以客舱门下扭力盒为基准,调整隔框与蒙皮、上下搭接件以及横梁搭接带位置。
13) 调整隔框FR16与客舱门止动接头的位置。
14) 用定位销将隔框FR16固定在飞机上,比对飞机上未拆下的内部结构件紧固件孔的位置,对隔框FR16引孔。
15) 取下隔框FR16,在台架上对隔框与客舱门上扭力盒连接的2个紧固件孔铰孔至12.45~12.52mm,使用工具16-1-N进行冷扩孔。
16) 用定位销将隔框FR16固定在飞机上,对冷扩孔后的2个紧固件孔铰孔至13.284~13.558mm,并对相邻的接头紧固件孔进行锪孔。
17) 取下隔框FR16,对于隔框侧面无法在飞机上引孔的位置,先在引板上比照旧的隔框引孔,然后以引板为模板在新隔框上引孔。
18) 对紧固件孔划窝,去毛刺,回装隔框上的角片。
19) 对所有部件裸露表面涂阿洛丁和底漆。
20) 湿安装新的隔框FR16、所有拆下的接头、支架以及排雨槽。
21) 湿安装隔框与蒙皮、隔框上下搭接区域、横梁搭接区域、客舱门上扭力盒连接区域的所有紧固件。
22) 安装客舱门止动座并进行调节。
23) 修理区域接缝涂胶。
24) 恢复表面漆层。
更换隔框FR16时需要注意的问题:
1) 允许同时更换左/右两侧的隔框,但需要零应力顶升飞机,顶升工具参考件号TMHAS10-10-00,具体的顶升方案需根据飞机构型和油箱燃油分配来确定,单独更换左侧隔框FR16时不需要零应力顶升。
2) 拆下的所有系统和结构部件的支架和接头,应做好标记,避免混淆,以方便正确回装。
3) 拆除机身蒙皮上的紧固件时,在蒙皮上应标记紧固件类型,以避免错忘漏;如果实际的紧固件类型与图纸不符合,需联系空客,确认安装正确的紧固件类型或者允许可替换的紧固件,避免蒙皮上紧固件孔划窝产生的刀锋效应影响紧固件的装配效果。
4) 如果紧固件刚好位于隔框厚度变化的下限区域,需对下限区域进行铣磨,并报空客批准,确保紧固件头和隔框表面完好贴合。
5) 紧固件可能存在批次质量问题,安装高锁钉(HI-LOK)时,如果在未达到手册规定的标准力矩值时高锁钉头部已拧断,需报废并重新安装新的高锁钉,同时应准备大量的备件。
6) 更换左侧隔框FR16时,需提前向空客申请订购两个器材包,一个是隔框,另一个是安装所需的各种紧固件,件号分别是SR5312-90A10001(Airframe kit)和SR5312-90H09803(Hardware kit)。
5 结束语
随着空客A320飞机使用年限和利用率的增加,越来越多的老龄A320飞机左侧/右侧隔框FR16/20开始出现裂纹,裂纹主要位于隔框横梁搭接带、隔框与蒙皮双拼接区域、隔框上前客舱门止动接头处。针对航空公司反馈的A320飞机左侧/右侧隔框FR16/20裂纹问题,空客除了发布相关的检查和改装服务通告进行检查和修理外,还在生产设计方面进行了改进,在生产组装线上引入了改装MOD 161255,强调在装配螺栓时采用紧配合取代过渡配合,以减少裂纹的发生。
参考文献
[1] Airbus. A320 Aircraft Maintenance Manual Rev.80[Z].2018.
[2] Airbus. A320 Structural Repair Manual Rev.124[Z].2018.
[3] Airbus. A320 Nondestructive Testing Manual Rev.119[Z].2018.
[4] Repair Drawing R53112926 Issue C[Z].2015.
[5] Repair Drawing R53112580 Issue B[Z].2012.
作者简介
明平伟,高级工程师,主要从事空客A320/A330飞机工程管理和航线维修技术支援工作。
王凱,结构工程师,主要从事空客A320/A330飞机结构修理工作。