阀门阀体裂纹原因与分析
2019-09-10 08:29杨金龙
中国电气工程学报 2019年29期
杨金龙
摘要:本文通过介绍阀门阀体的功能结构,分析裂纹原因,并提出阀门常见的故障与解决办法。
关键词:阀体裂纹、阀门结构
1、截止阀的功能与结构:
截止阀的启闭件是塞形的阀瓣,密封上面是平面。阀瓣沿阀座的中心直线运动。阀杆的运动形式,旋转杆式可用于控制各种腐蚀性介质、液体、气体的流动。由于该类阀门的阀杆开启或关闭行程相对较短,而且有非常可靠的切断功能,由于阀座通口的变化与阀瓣的行程成正比例关系,非常适合于对流量的调节、控制,属于强制密封式阀门,所以在阀门关闭时,必须向阀瓣施加压力,以强制密封面不泄露。截止阀的介质流向就改阀瓣上方进入阀腔,这时在介质压力作用下,关阀门的力小,反之关阀门的力大,阀门是用来调节流量的装置,其流量的大小随阀门开度大小而增加或减小,主要是改变流通面积,在介质的作用下,这种形式的阀门也较严密。截止阀作为一种极其重要的截断类阀门,其密封式通过对阀杆施加扭矩,调杆在轴向方向上阀瓣施加压力,是阀瓣密封面与阀座密封面紧密贴合,阻止介质沿密封面之间的缝隙泄漏。支撑机构由阀体和阀盖组成,其中阀体起支撑和包容作用,左端为入口,右端为出口。通过阀门控制闭合,在阀门关闭后,介质从阀门的某一端进入,阀门密封面能保持密封结构,阀体通过焊接相连,保障液体的流通与关闭,防止渗透。
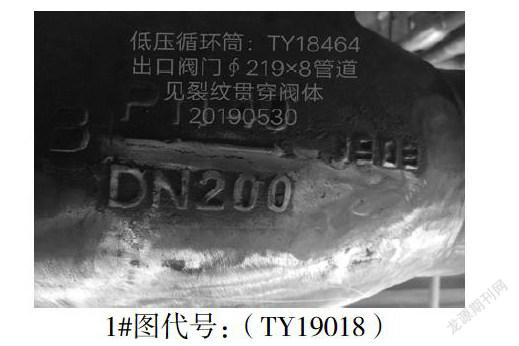
2、阀门资料:制造单位:制冷设备厂 产品型号J61F-40 名称: 截止阀 通经:DN200 材质:LCB 公称压力:4.0 MPa 适用温度:-45~+150 ℃ 适用介质:R717 、R12 、R22 产品执行标准GB/T26478-2011
3缺陷位置:
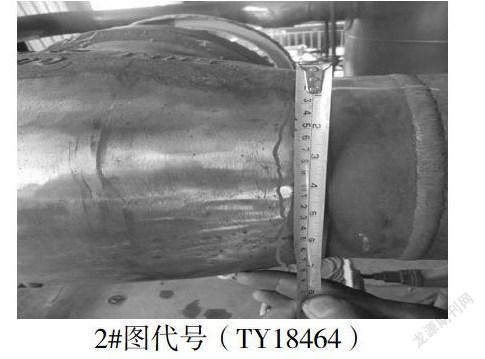
循环机至低压循环筒出口第二节焊接头处阀门阀体背弧面,打磨金属光泽,经磁粉探伤检测,宏观检查可见裂纹呈波纹线横向130mm代号:1#图TY19018和轴向90mm代号2#图TY18464发展位置阀门侧焊接头附近60mm处。
4形成原因分析:
裂纹可分为热裂、冷裂和温裂三种,热裂和冷裂是在铸件凝固冷却过程中,由于铸件生产的收缩应力超过了当时铸件材料强度极限而形成的裂纹缺陷,热裂和冷裂与合金特性,冶炼因素,浇筑工艺和铸件结构等有关,而冷裂纹还与开箱时的铸件温度和碰撞有关。
外裂纹:外裂纹常出现在阀门铸件两壁交接的热节部位,如阀体背弧面根部、阀门本体外壁凸起的表面处,外裂纹宏观即可发现,裂纹比较直,与应力方向垂直,是比较典型的晶间裂纹,由于铸件表面早先凝固,裂纹由外向内发展,因此,外裂纹一般很难得到缩金属液的焊补。皮下裂纹隐藏在铸件表皮之下,裂纹较大且走向曲折,表面打磨即可发现,皮下裂纹也是常见的热裂纹。截止阀的要求:有足够的强度,关闭严密,流动阻力小、阀门的零件具有互换性、结构简单、重量轻、体积小、操作方便、检修维护容易等。全面检查的主要内容:检查阀体和阀盖有无裂纹,阀杆的弯曲和腐蚀情况,阀瓣和阀座密封耐腐蚀磨损情况,各种配件间隙是否适当等。阀门严密性:抹红丹粉检查密封面接触情况,圆周应连续接触,接触宽度不下于密封面的1/3。中压阀杆采用#35钢或2Cr13钢加工前进行热处理,硬度HB200 ,阀杆表面应光滑无毛刺、裂纹凹坑、腐蚀等,丝扣应完整不得有断扣,乱扣及毛刺等,丝母与配件灵活,但不得过松,丝扣磨损超过厚度1/3即应更换。密封环应光滑无毛刺沟道,裂纹等,阀杆间隙符合标准。检修常用阀门及易于損坏已有缺陷的阀门、配件等。
5、阀门的失效:
阀门失效影响着系统的正常运行,一旦阀门失效便失去了对系统和反应的控制,后果不堪设想,阀门载荷随时间变化,易引起疲劳损伤和疲劳失效。坯料在冷锻时要产生变形和加工硬化,使锻模承受高的载荷,因此,需要使用高强度的锻模和采用防止磨损和粘结的硬质润滑膜处理方法,为防止坯料裂纹,需要时进行中间退火以保证需要的变形能力。为保持良好的润滑状态,可对坯料进行磷化处理。合理的加热温度及保温时间,合理的始锻温度和终锻温度,合理的变形量及变形速度。对提高产品质量,降低阀门阀体材质存在的沙眼、气泡、大晶粒、裂纹、龟裂等,为了获得合格的产品质量,需要热处理消除铸造过程中的应力、在一般情况下,外裂纹是由于铸件的收缩应力大,皮下裂纹发生在凝固较慢的截面一侧,铸件不同部位或原大断面表层与内部的凝固速度不一致,收缩不同时发生,产生热应力引起的开裂,裂纹发生后未能得到自愈合焊补,外裂纹、属于热裂,且大多发生在凝固较迟的部位,如靠近冒口处,或局部热节,壁厚较大部位,有时凝固较早的部位底部,也有发生裂纹的可能性。裂纹是由应力引起的,产生的应力很多。
(一)阀门铸件基本上属于薄壁大芯,如果阀芯的退让性不够,会产生较大的收缩应力。
(二)铸件壁形成局部小热节,凝固慢,热裂纹多发生于此处。
各种阀门铸件不能存在裂纹,在铸造过程中,消除应力以及探伤检验,以确保质量达到要求。
6阀门常见的故障与解决办法:
一、阀门经常出现卡堵,常出现在新投运系统和大修投运初期,由于管道内焊渣、铁锈等在内表面随介质流动,致使阀门密封面受堵、介质流通不畅、或关闭不严。
二、可迅速开,关阀门,让脏物从阀瓣处被介质冲跑,如一次不行,反复开关几次,再不行就解体研磨密封面、在两个相对研磨结合面之间抹上研磨膏,然后使两个结合面之间保持一定压力,沿一定的轴中心转动,消除结合面上的不平处,使门芯和门座的接触面达到密封正确的接触,和一定的光洁度,这样便能达到严密的结合。
7结语:
截止阀阀体存在制造缺陷,宏观检查可见阀门阀体背弧面,裂纹呈波纹线横向130mm长。阀体裂纹部位打磨大于5mm深度,裂纹依然存在。且不建议焊补,应及时更换,并磁粉探伤合格方可投入使用。阀门、阀体定期检验,保证其正常工作,避免其出现不可控制事故发生。对承压阀门产品质量,阀杆直径测量,阀体壁厚测量,低压、高压密封试验,承压能力试验,阀体材质分析等综合检验,确保阀门质量合格。
参考文献:
GB/T26480-2011阀门的检验和试验
GB/T12224钢制阀门
JB/T7927 阀门铸钢件外观质量要求
JB/T6439 阀门受压铸钢件、磁粉探伤试验
GB50235-2010工业金属管道工程施工
TSG D7005-2018压力管道定期检验规则
GB/T26478-2011阀门制造标准
猜你喜欢
装备维修技术(2022年7期)2022-07-01
理科考试研究·高中(2019年7期)2019-09-17
科学与财富(2018年20期)2018-08-22
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
早期教育(教育教学)(2018年1期)2018-02-23
中小企业管理与科技·上旬刊(2017年4期)2017-05-04
中国市场(2017年9期)2017-03-29
山东工业技术(2017年1期)2017-01-24
科技与创新(2016年2期)2016-01-19