
食品包装用聚偏二氯乙烯(PVDC)片状肠衣膜
2019-09-19 03:19
塑料包装 2019年4期
1 范围
本标准规定了食品包装用聚偏二氯乙烯(PVDC)片状肠衣膜的分类、技术要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于以聚偏二氯乙烯树脂为主要原料,采用吹塑法制成的食品包装用聚偏二氯乙烯(PVDC)片状肠衣膜(以下简称肠衣膜)。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1037-1988 塑料薄膜和片材透水蒸气性试验方法 杯式法
GB/T 1038 塑料薄膜和薄片气体透过性试验方法 压差法
GB/T 1040.3-2006 塑料 拉伸性能的测定 第3部分:薄膜和薄片的试验条件
GB/T 2918 塑料试样状态调节和试验的标准环境
GB 4806.1 食品安全国家标准 食品接触材料及制品通用安全要求
GB 4806.7 食品安全国家标准 食品接触用塑料材料及制品
GB/T 6672 塑料薄膜和薄片厚度测定 机械测量法
GB/T 6673 塑料薄膜和薄片长度和宽度的测定
GB/T 12027 塑料 薄膜和薄片 加热尺寸变化率试验方法
GB/T 16578.2 塑料 簿膜和薄片 耐撕裂性能的测定第2部分:埃莱门多夫(Elmendor)法
GB/T 19789 包装材料 塑料薄膜和薄片氧气透过性试验 库仑计检测法
GB/T 26253-2010 塑料薄膜和薄片水蒸气透过率的测定 红外检测器法
3 分类
肠衣膜分为:印刷肠衣膜与非印刷肠衣膜。其中印刷肠衣膜分为:表印肠衣膜与表层里印肠衣膜。
4 技术要求
4.1 外观
4.1.1 着色肠衣膜中颜料分散应均匀,不应有影响使用的色差、色斑、水纹和波浪状色纹。
4.1.2 肠衣膜不应有污染、碰伤、划伤、穿孔、叠边、折皱、僵块和气泡等。
4.1.3 肠衣膜不应存在直径大于1 mm的碳化点及杂质;每平方米直径小于或等于1 mm的碳化点及杂质的数量应不超过20个。
4.1.4 接头处双面应用与薄膜颜色有区别的胶带连接。接头应平整、牢固。
4.1.5 肠衣膜卷表面应平整,可有轻微的活褶,但不应有明显的暴筋、翘边。经分切的肠衣膜端面应平整,膜卷张力适当,无脱卷现象。膜卷中心线和芯管中心线之间的偏差应不大于4 mm。
4.1.6 每卷断头数量应不超过2个,每段长度应不小于80 m。
4.2 印刷质量
4.2.1 印刷肠衣膜应整洁,无明显的脏污、残缺、刀丝;文字印刷应清晰完整,5号字以下不误字意;印刷边缘光洁;网纹应清晰、均匀,无明显变形和残缺。
4.2.2 印刷肠衣膜的套印误差应符合表1规定。
4.3 规格尺寸
4.3.1 肠衣膜的公称厚度为0.040 mm,厚度偏差为士0.003 mm,特殊需求由供需双方商定。
4.3.2 肠衣膜的长度和宽度由供需双方商定,长度不应有负偏差,经分切的膜卷宽度偏差见表2。

表2 宽度偏差 单位为毫米
4.4 物理机械性能
肠衣膜的物理机械性能应符合表3要求,特殊产品的热收缩率、氧气透过量由供需双方商定。
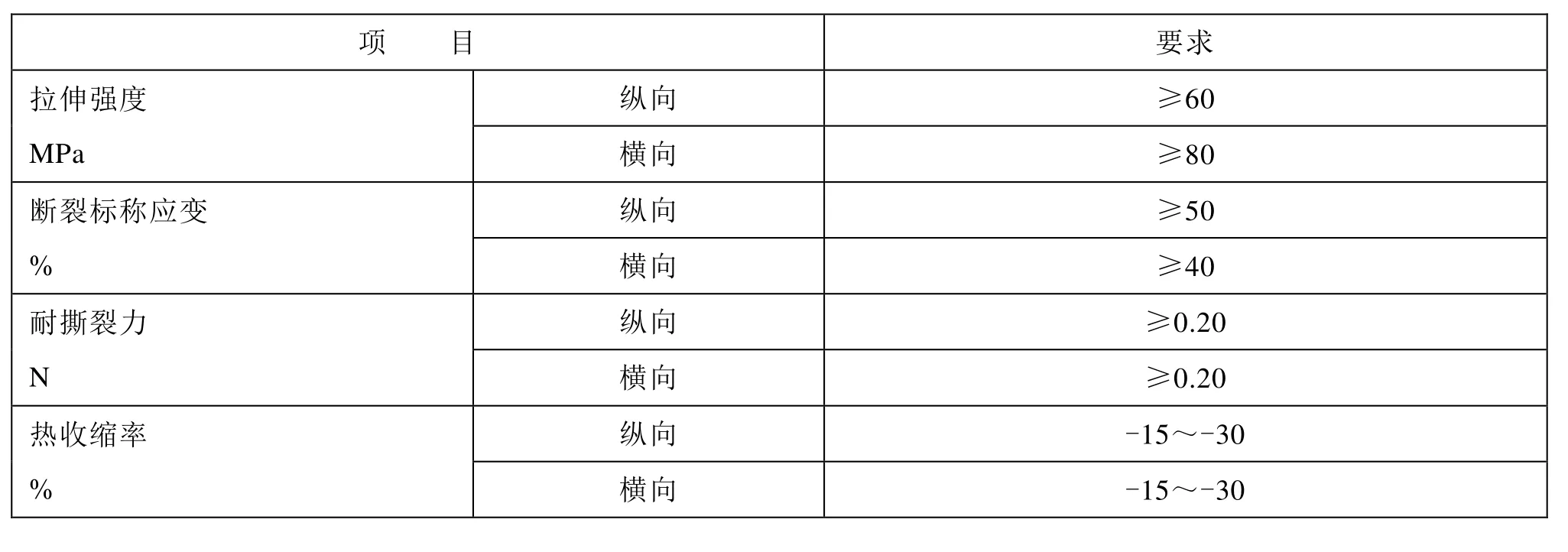
表3 物理机械性能
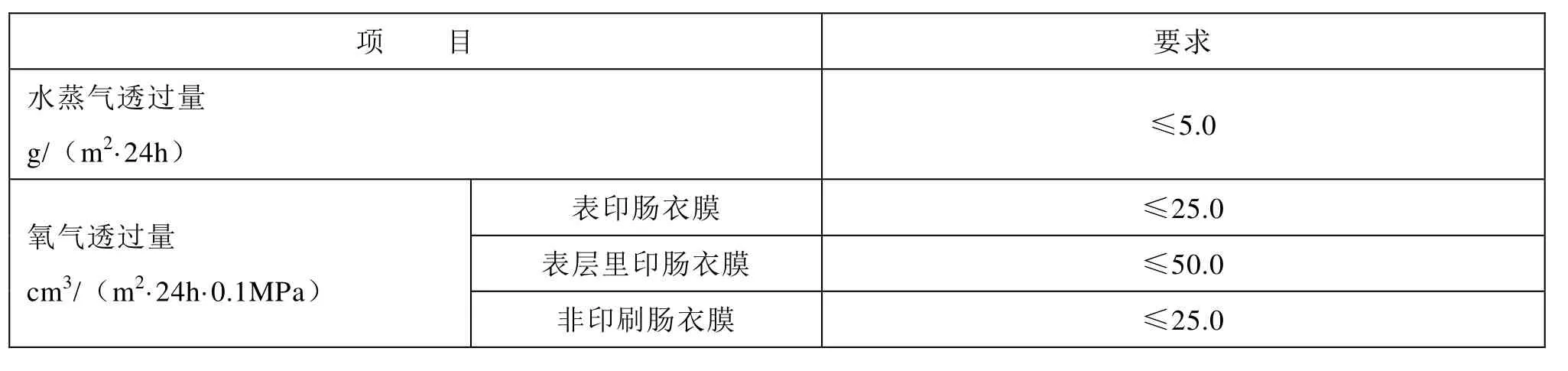
表3(续)
4.5 食品安全
应符合GB 4806.7及其他食品安全相关标准的规定。
5 试验方法
5.1 取样
从肠衣膜的膜卷上去掉外层,取足够数量的肠衣膜作为检验试样。
5.2 试样状态调节和试验标准环境
试样的状态调节和试验环境按GB/T 2918规定的标准环境和正常偏差范围进行,状态调节时间不小于4h,并在此环境下进行试验。
5.3 外观
5.3.1 在自然光线下目视检查肠衣膜外观质量。
5.3.2 用最小分度值为0.5 mm的钢直尺测量膜卷中心线和芯管中心线之间的偏差。用不低于10倍刻度的放大镜测量肠衣膜中碳化点及杂质的直径。
5.4 印刷质量
5.4.1 在自然光线下目视检查肠衣膜印刷质量。
5.4.2 用精度为0.01 mm的20倍读数放大镜测量试样主要部位和次要部位任两色间的套印误差,各测三点取其平均值作为主要部位和次要部位的套印误差。
5.5 规格尺寸
5.5.1 厚度检验按GB/T 6672的规定进行,用最大、最小厚度测量值计算厚度极限偏差。
5.5.2 长度和宽度检验按GB/T 6673的规定进行。
5.6 物理机械性能
5.6.1 拉伸强度和断裂标称应变
按GB/T 1040.3—2006规定进行。采用2型试样,试样宽度为15 mm土0.1 mm,长度大于或等于150 mm,试样的夹具间距为100 mm±1 mm,试验速度(空载)为250 mm/min土25 mm/min。结果取平均值,保留整数位。
5.6.2 耐撕裂力
按GBlT 16578.2的规定进行。
5.6.3 热收缩率
按GB/T 12027的规定进行。加热介质为空气,试验温度为120℃±2℃,试验时间为30 min。
5.6.4 水蒸气透过量
按GB/T 26253-2010条件2或GB/T 1037-1988条件A规定进行,以GBlT 26253-2010为仲裁方法。
5.6.5 氧气透过量
按GB/T 19789或GB/T 1038规定进行,试验温度为23℃±2℃,以GB/T 19789为仲裁方法。
5.7 食品安全指标
按GB 4806.7及食品安全相关标准规定的检验方法进行。
6 检验规则
6.1 组批
肠衣膜的验收以批为单位,分切的肠衣膜同一品种、同一工艺和同一天生产的为一批;不分切的肠衣膜同一品种、同一工艺和同一句生产的为一批。最大批量应不超过5 000卷。
6.2 抽样
6.2.1 从每批产品中抽取3%的样品进行外观、印刷质量及规格尺寸的检验。取样数不足整数的向上取整,如:取样数为1.2卷时按2卷取样。产品批量超过500卷的按15卷取样。
6.2.2 从每批产品中任取一卷肠衣膜进行物理机械性能和食品安全指标检验。
6.3 检验方案
6.3.1 出厂检验
肠衣膜出厂检验项目为:外观、印刷质量和规格尺寸。
6.3.2 型式检验
型式检验为第4章中全部项目。有下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正常生产时,每年检验一次;
c) 配方、工艺有较大改变时;
d) 停产半年以上恢复生产时;
e) 出厂检验结果与上次型式检验有较大差异时;
f) 质量监督机构提出检验要求时。
6.4 判定规则
6.4.1 肠衣膜的外观、印刷质量和规格尺寸检验结果符合技术要求,则判定该批产品合格;若有一项不合格,经双倍取样复验仍不合格,则判该批产品不合格。
6.4.2 物理机械性能各项检测结果均合格,则判定该批产品的物理机械性能合格;若有一项不合格,应双倍取样复检,仍不合格,则判定该批产品不合格。
6.4.3 食品安全指标检测结果若有一项不合格,则判定该批产品不合格。
7 标志、包装、运输及贮存
7.1 标志
产品的标志、标签应符合GB 4806.1和GB 4806.7的规定。产品应附合格证,其上应注明:产品名称、类别、生产厂家、厂址、生产日期、检验员章、批号、执行标准和产品颜色。
7.2 包装
肠衣膜应用塑料袋作内包装,瓦楞纸箱作为外包装。每卷肠衣膜应按芯管竖立方向装入纸箱。特殊包装由供需双方商定。
7.3 运输
产品在运输过程中应防止机械碰撞和日晒雨淋,不应与有毒、有害物质共运。
7.4 贮存
产品应贮存在整洁、阴凉、干燥、无阳光直射的库房内,库房温度应为10℃~30℃。贮存期间不应使纸箱损伤,不应与有毒、有害物质共同贮存。产品自生产之日起贮存期应不超过18个月,超过贮存期的产品应经检验合格后方可使用。
猜你喜欢
食品与生物技术学报(2022年12期)2023-01-10
科普童话·学霸日记(2021年4期)2021-09-05
食品安全导刊(2020年21期)2020-09-07
浙江工业大学学报(2017年5期)2018-01-22
学生天地(2017年30期)2018-01-05
学生天地·小学低年级版(2017年10期)2017-12-11
科技与创新(2015年22期)2015-12-02
科技与创新(2015年15期)2015-08-04
哈尔滨理工大学学报(2015年1期)2015-06-23
中国动物检疫(2014年1期)2014-02-24
