
冷轧不锈钢管残余应力有限元模拟分析
2019-09-21 03:10张志远朱永霞
山西冶金 2019年3期
苏 宁, 张志远, 朱永霞
(中国兵器工业第二〇八研究所, 北京 102202)
目前我国正在从钢铁大国走向钢铁强国,如何提高钢铁产品的科技含量,增加高端产品在出口中的份额是转型能否成功的一个关键[1,2]。冷轧无缝钢管由于其优异的特性而广泛应用于石油、锅炉、航空航天以及国防等工业领域,连续多年以来中国的无缝钢管生产量和消费值达到世界之首,无缝钢管年产量最高可以达到4500万t,占全世界无缝钢管产量的70%左右[3,4]。其中由于304不锈钢管杰出的耐腐蚀性能和抗晶间腐蚀性能,它的防锈性能要高于很多其他系列,基于上述优点304不锈钢管得到大量应用,主要用于食品用设备和化工设备等[5]。
1 模型的建立
本文以LG-60皮尔格冷轧管机为原型,利用ProE软件绘制皮尔格冷轧三维模型,图1为皮尔格冷轧三维模型,将该模型导入DEFORM-3D有限元分析软件中。
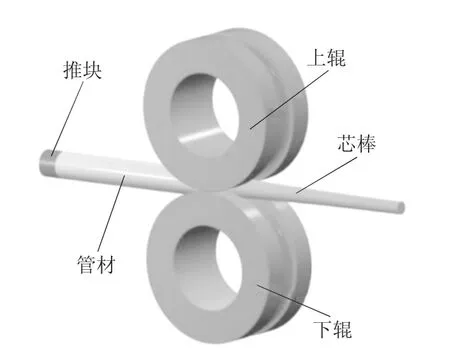
图1 皮尔格冷轧三维模型
2 模拟参数设置
材料参数可从DEFORM-3D本身自带的材料库中提取,冷轧前管坯外径为Φ67 mm,壁厚为6 mm,冷轧后钢管理论外径为Φ38 mm,壁厚为3 mm,送进量选10 mm,回转角度选60°,其他基本参数如表1所示。

表1 轧制工艺参数
因为轧后成品管壁厚为3 mm,所以通过DEFORM中的绝对网格选项设定网格最大尺寸为3 mm,最大网格与最小网格尺寸比例为1.1∶1.0,以此保证轧后成品管壁厚最小的区域径向方向上至少有一个网格。
皮尔格冷轧机在工作时,其运动过程如:图2为轧辊平移速度曲线,图3为轧辊角速度曲线。

图2 轧辊平移速度曲线

图3 轧辊角速度曲线
3 模拟结果与分析
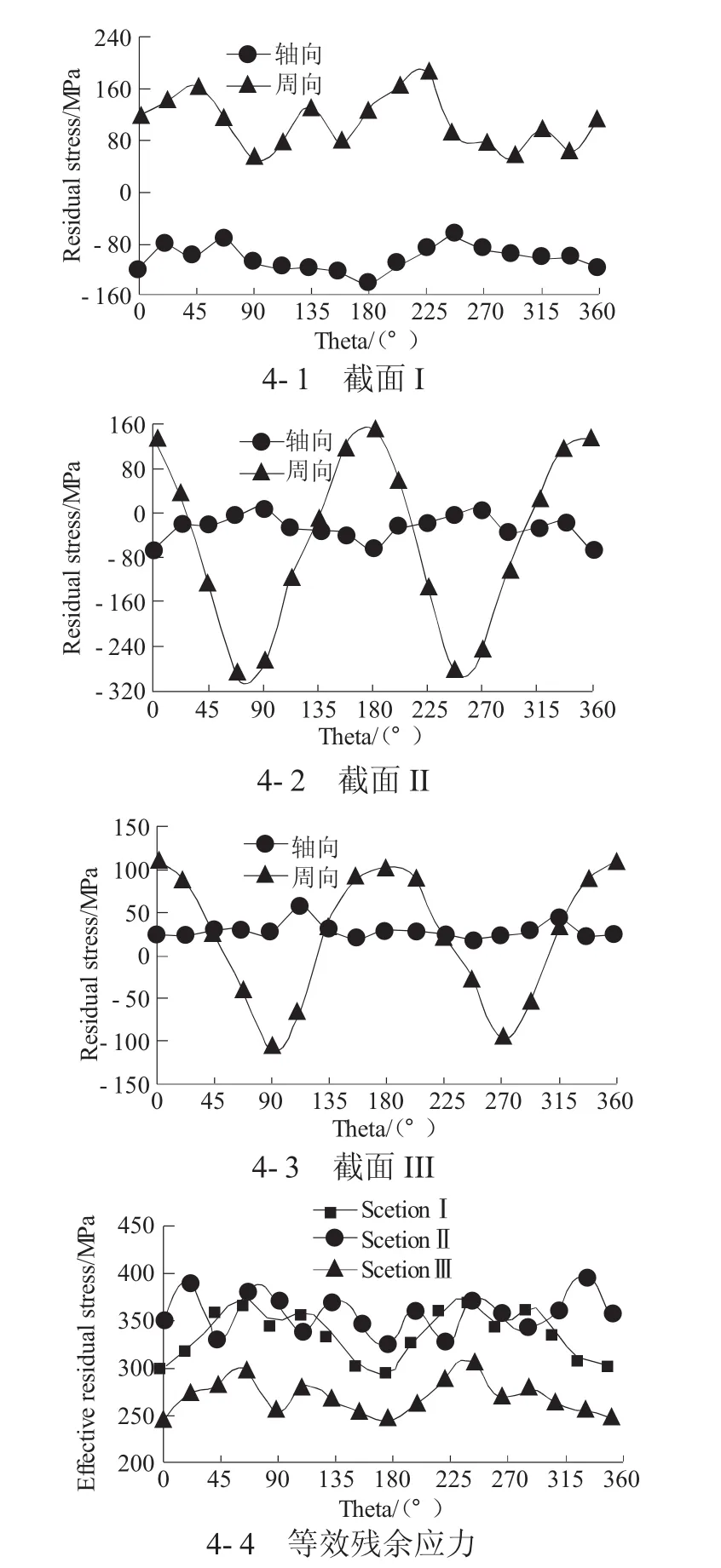
图4 不同变形段管材外表面残余应力曲线
图 4 中 4-1,4-2,4-3,分别为减径段、壁厚压下段、精整段截取截面。从图中可以看出,在减径段中管材外表面各点轴向残余应力基本上均为压应力,而周向残余应力则均表现为拉应力且数值上大于轴向残余应力,最大值达到208 MPa。在壁厚压下段中,管材外表面各点轴向残余应力均为压应力,最大值不超过80 MPa,而周向残余应力在不同位置的应力状态是不断变化的,残余应力值最大可达到280MPa。在精整段中管材外表面各点轴向残余应力都表现为拉应力,除此之外,轴向残余应力在不同点处的方向是不相同的。对比不同阶段的管材外表面等效残余应力可以看出,壁厚压下段管材表面残余应力要大于其余两个阶段,其值在320 MPa到400 MPa之间波动,而到达精整段轧制后,管材表面残余应力有明显下降,最大残余应力值不超过300 MPa,说明了在皮尔格轧制过程中,管材表面残余应力是不断变化的。出现这种现象是因为在壁厚压下阶段,管材本身变形量大且三向变形不规律,轧制中应力值大、管材表面应力不均造成的,而经过多个周期回转和轧制以及精整后,管材表面各点应力状态不断变化以及管材金属的相变引起了表面残余应力的减小[6]。
4 结论
1)利用DEFORM-3D有限元软件对二辊皮尔格冷轧过程进行了完整的模拟仿真,以皮尔格冷轧304不锈钢管为例建立了三维有限元模型,并结合实际生产条件对工艺参数、运动等关系进行了设置。
2)通过有限元软件后处理模块对模拟过程中数据进行提取,对整个轧制过程中的残余应力进行分析,得出结论:轧制过程中钢管表面径向无残余应力,在整个轧制过程中,钢管表面等效残余应力是不断变化的,经过多个周期回转轧制和精整后,钢管表面等效残余应力有明显减小。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
军民两用技术与产品(2021年2期)2021-04-13
读者(2020年19期)2020-09-28
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
卫拉特研究(2020年0期)2020-01-19
模具制造(2019年10期)2020-01-06
中国钼业(2019年4期)2019-08-29
微型小说选刊(2016年34期)2016-12-06
三联生活周刊(2016年35期)2016-08-29
