
基于型腔压力技术的科学调参
2019-09-25 06:43窦希宇许宇轩党开放谢鹏程
中国塑料 2019年9期
窦希宇,许宇轩,刘 刚,党开放,谢鹏程
(北京化工大学机电工程学院,北京 100029)
0 前言
在注塑过程中不变的工艺参数并不能保证制品品质的一致性,但是通过型腔压力改变的工艺参数却能大大改善制品的品质。注射成型过程中型腔压力是各种工艺参数共同作用的结果[1],从型腔压力曲线上可以直观地看出注射过程、注射转保压的切换点(V/P转压点)、保压补缩、保压过程以及冷却过程,最终成为衡量制品质量的综合指标。通过压力曲线的变化可以监控零件品质,用于分析零件质量、尺寸、飞边、缩水、短射和翘曲等特性,为型腔提供最稳定的环境。运用型腔压力技术主要的优点是:可以减少试模次数,提高试模效率;实现不同机台与工作环境下的快速工艺再现;可以保证高质量、高合格率产品的生产[2]。型腔压力曲线的积分值作为型腔压力的特征值,它可以用来检测制品的合格范围,探究各工艺参数与型腔压力曲线积分值之间的线性关系,通过计算积分值来精准调节工艺参数,大大提高产品合格率。
本文通过控制注射速率、V/P转压点、保压时间以及保压压力的变化得出型腔压力曲线的变化,找出型腔压力曲线积分与这4个变量之间的线性关系,从而做到调节工艺参数使型腔压力曲线精确的变化,从传统中的模糊调节转变成量化的精准调节。
1 探索型腔压力与各工艺参数关系的实验
1.1 型腔压力曲线
在注塑生产过程中,对于不同模具产生的型腔压力曲线不尽相同,但是各种型腔压力曲线的大体趋势是一致的,它们都可以反映熔体在模腔中流动的情况,以及各个注塑工艺过程的状态[4]。图1是典型的型腔压力曲线随时间变化的曲线图,从图中可以看出注塑是一个由注射到保压再到冷却的动态循环的过程[3-6]。

图1 典型型腔压力曲线Fig.1 Typical cavity pressure curve
从选取的6个特征点就可以看出整个注塑过程的状态以及熔体流动的情况。这些特征状态点的意义如下:
(1)注射开始,熔体开始从料筒进入流道;
(2)熔体到达型腔压力传感器的位置;
(3)此时填充状态已结束,为速度控制转压力控制的切换点;
(4)补缩完成,为型腔压力最大值点;
(5)保压状态结束,为浇口凝固点。
1.2 实验仪器和设备
本实验用到的注塑机是由浙江省宁波市长飞亚塑料机械制造有限公司出厂的VE1500II/430h全电动式注塑机。
本实验采用的采集设备是Kistler公司生产的测量型腔压力、型腔温度的工具。整套设备包括温压一体式传感器6189A、压力电荷放大器1722A、温度电荷放大器2205A、数据采集及处理装置ComoNeo 5887A。
塑料制品注射成型时一模多腔的使用越来越普遍,所以使用的是一模八腔的拉伸试样模具,在模具的近浇口安装了2个温压一体传感器,远浇口安装了一个温压一体传感器,如图2所示。
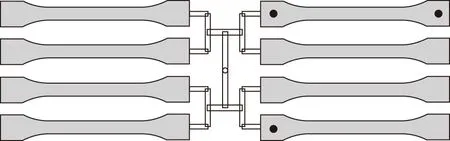
图2 传感器安装位置示意图Fig.2 Schematic diagram of sensor installation position
1.3 实验内容
本实验采用聚丙烯(PP)为原料,料筒温度设置在220 ℃左右,首先使用经验调参的方法将参数调到最佳,然后保证其他参数不变的情况下,每组实验只变化注射速率、V/P转压点、保压压力和保压时间其中的一个量,具体每组的实验参数变化如表1所示。
表1 每组实验工艺参数的变化

Tab.1 Changes of technological parameters in each group
每组实验中参数变化一次做2组实验,取2组实验得出积分值和制品质量的平均值。将一组的实验图形都绘制在一起,近浇口处可以显示出更多的注塑信息,所以对近浇口处型腔压力曲线的积分值即面积,称取每次得出制品(流道和拉伸试样整体)的质量,将数据整理后找它们之间的线性规律。
2 实验结果与讨论
本实验的目的在于探索型腔压力曲线面积积分和制品质量与4个工艺参数(保压时间、保压压力、V/P转压点和注射速率)之间的线性关系,并且找出型腔压力曲线对于这4个变量的响应情况:
2.1 保压时间的线性规律
由于实验使用的是标准的两阶段成型工艺,所以这里提到的保压时间是包括补缩和保压两阶段的时间,从V/P转压点直到浇口冻结这段时间对于型腔压力的影响。保压时间对型腔压力有非常的重要的影响,图3是保压时间从1 s逐渐增大到13 s型腔压力曲线的变化趋势图,我们可以看出,在保压时间小于6 s的时候型腔压力曲线积分值随保压时间的增加有显著的增加趋势,而在大于6 s时,由于型腔中熔体已处于饱和状态时间对于型腔压力的影响已经明显降低,所以保压时间在超过6 s时浇口已经处于封闭状态,保压时间设置为6 s是最佳状态,如果保压时间过长的话,在开模之前型腔压力就会回不到大气压。
所以型腔压力曲线积分值与保压时间之间的线性关系是两段直线,且第一阶段的斜率会比第二段的大很多,制品质量与保压时间之间的线性关系亦如此, 如图4所示。图4(a)中连接正方块形成的直线是远浇口处型腔压力曲线积分值与保压时间的线性关系图;连接五角星形成的直线是近浇口处型腔压力曲线积分值与保压时间的线性关系图。图4(b)是制品质量与保压时间的线性关系图。
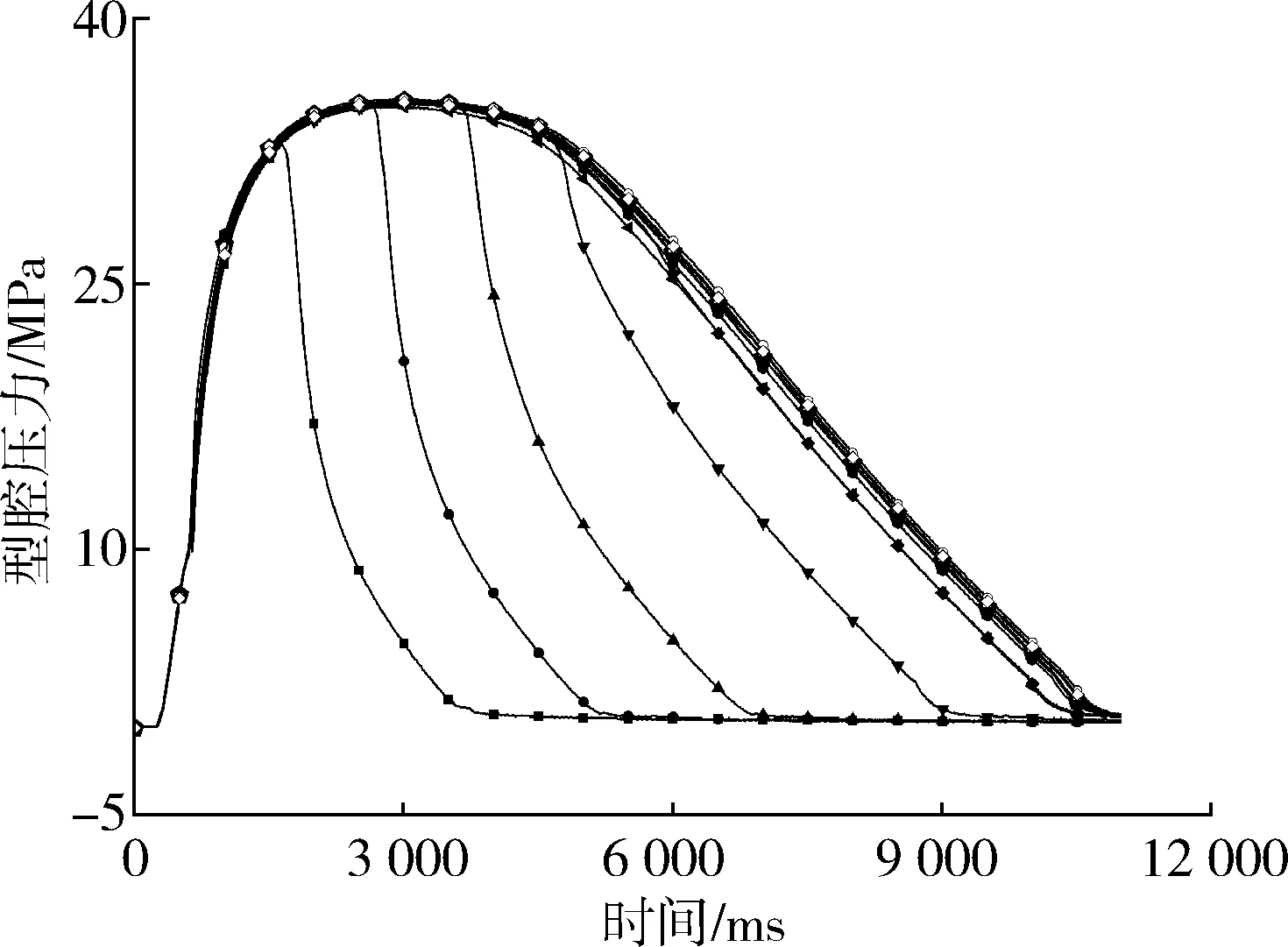
保压时间/s:■—1 ●—2 ▲—3 ▼—4 ◆—5 ◀—6▶—7 —8 ★—9 —10 □—11 ○—12 ◇—13图3 不同保压时间下的型腔压力曲线Fig.3 Cavity pressure curve at different holding time
2.2 保压压力的线性规律
本实验所指的保压是包括了补缩的过程,而且在充填过程结束后注塑过程主要是受压力的控制,所以保压压力所起到的作用就非常重要,它决定了型腔压力峰值的大小,补缩充填量的大小。如果保压压力太小会使得型腔压力过小从而导致各种缺陷比如:短射、表面凹痕、尺寸不合格、翘曲变形等[7]。
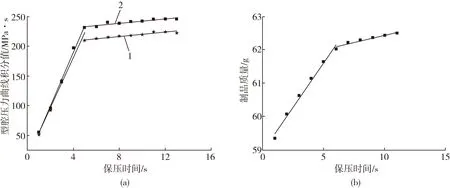
1—远浇口 2—近浇口(a)型腔压力曲线积分值 (b)制品质量图4 保压时间与曲线积分值和制品质量之间的线性关系Fig.4 Linear relationship among holding time, curve integral value and product weight
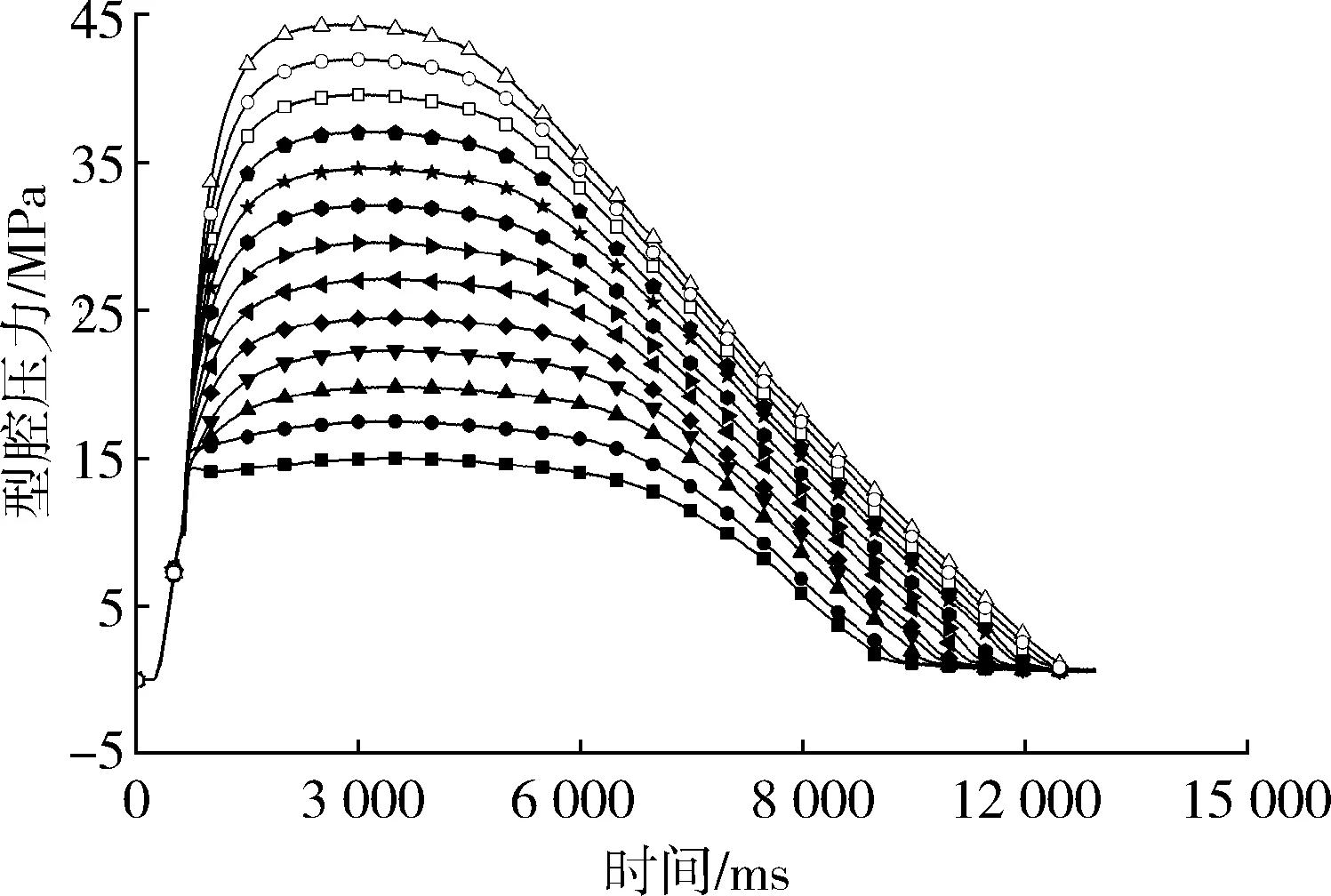
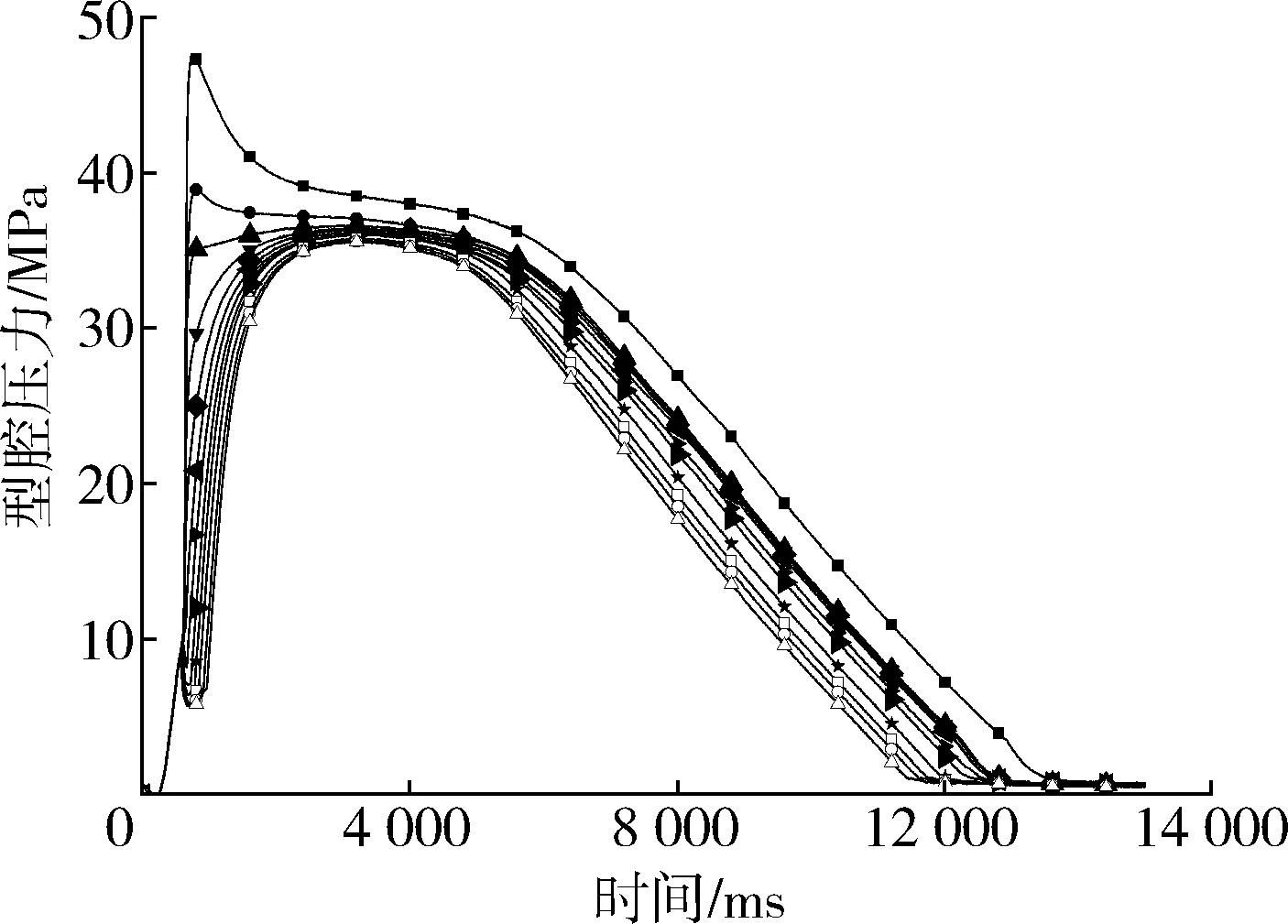
型腔压力/MPa:■—34 ●—37 ▲—40 ▼—43 ◆—46 ◀—49▶—52 ●—55 ★—58 —61 □—64 △—70 ○—67图5 不同保压压力下型腔压力曲线Fig.5 Cavity pressure curves under different holding pressure
从图5中我们可以看到,随着保压压力的升高型腔压力的峰值也会增加;并且从注射开始到浇口封闭所用的时间减少,也就是说保压时间会变短;真正冷却用的时间会增长。在保压压力过小时,保压补缩过程并不能达到理想的型腔压力峰值,型腔内并不能填充满导致制品表面出现缺陷。
对于两阶段注射工艺来说保压的过程包括补缩和保压,所以此时的保压压力对于注射过程是重要变量,保压压力的大小决定了补缩量,会影响到制品是否会产生缩痕或者飞边,因此对于型腔压力曲线的积分值和制品质量也会随着保压压力的增大而线性增大,如图6所示。
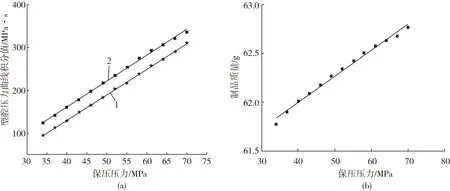
1—远浇口 2—近浇口(a)型腔压力曲线积分值 (b)制品质量图6 保压压力与曲线积分值和制品质量之间的线性关系Fig.6 Linear relationship among holding pressure, curve integral value and product weight
2.3 V/P转压点的线性规律
如今大多数的注塑过程一般都是位置转压,但有时位置转压的精确性难以控制。如果转压点设置的过早型腔压力会出现尖峰现象,因为注射时型腔压力还未达到转压的值就进入了保压阶段,导致型腔压力的突变形成了尖峰;如果转压点位置设置的过晚导致型腔内部在注射过程就几乎充满,此时再进行转压就会出现下凹峰,也就是说在转压点过晚的状态下,型腔压力曲线会出现双波峰现象。具体情况如图7所示。
转压位置/cm:■—7 ●—8 ▲—9 ▼—10 ◆—11 ◀—12▶—13 ▶—14 ★—15 □—16 ○—17 △—18图7 不同V/P转压点下型腔压力曲线Fig.7 Cavity pressure curves at different V/P pressure transition points
通过改变转压点的位置进行注射实验,得出不同转压点状态下,型腔压力曲线的积分值的变化情况,如图8(a)所示型腔圧力曲线积分值与转压点呈现线性关系,且得出的制品质量也与转压点位置呈现线性关系如图8(b)所示。
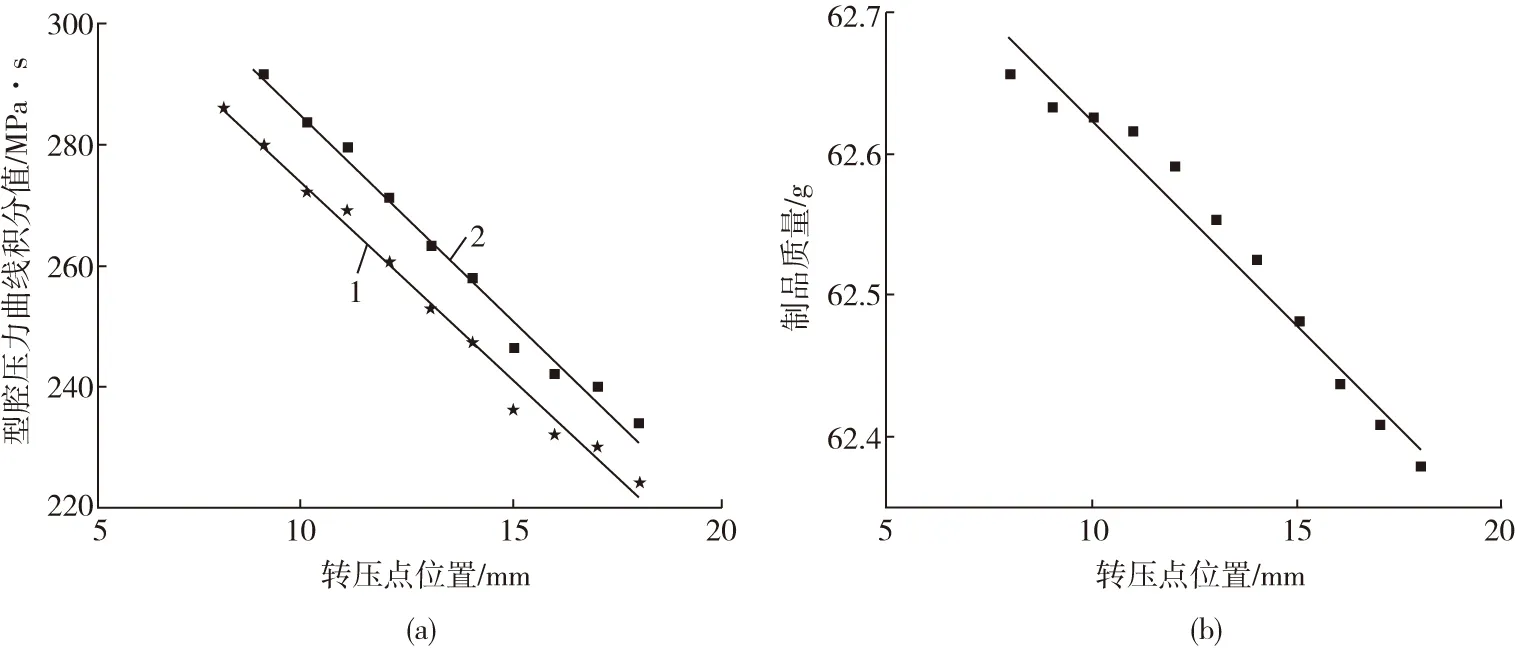
1—远浇口 2—近浇口(a)型腔压力曲线积分值 (b)制品质量图8 V/P转压点与曲线积分值和制品质量之间的线性关系Fig.8 Linear relationship among pressure point V/P,curve integral value and product weight
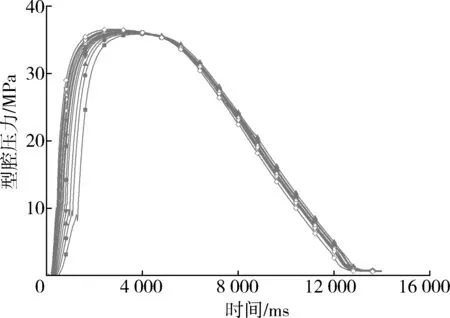
注射速率/mm·s-1:■—60 ●—70 ▲—80 ▼—90 ◆—100◀—110 ▶—120 ★—130 □—140○—150 △—160 ▽—170 ◇—180图9 不同注射速率下型腔压力曲线Fig.9 Cavity pressure curves at different injection speeds
2.4 注射速率的线性关系
在注射过程中,注射速率占了主要的作用,注射速率控制注射过程避免了由于塑料黏度波动对制品质量带来的影响,塑料熔体以固定的速率进入型腔,不会产生波动,因此对于制品质量也不会产生大的影响,能大大改善产品质量的稳定性。注射速率对型腔压力的影响也是非常明显的,如图9所示,随着注射速率的增加,熔体进入型腔的速度变快,并且型腔压力峰值也有明显增加。但是注射速率和型腔压力曲线的积分值与制品质量并不是线性关系。
2.5 科学调参方法
本文只是提供了一种精准调节参数的方法,通过找到各工艺参数与型腔压力曲线积分值之间的线性关系,来调节制品的质量。对于保压时间非常容易设置,我们可以看到保压时间与圧力曲线积分值之间呈现两段线性关系,所以在两段线段之间的交点处的时间即为最佳保压时间。对于另外3个参数与压力曲线积分值之间呈现的是一段线性关系,所以根据制品出现的缺陷以及线性关系就可以调节参数的具体数值大小,最终得出良好的制品。根据此方法此台注塑机的参数设置为:螺杆起始位置为79 mm,转压点为12 mm,注射速率为120 mm/s,保压时间为6 s,保压压力为60 MPa。以此参数得出制品20模,通过计算制品质量的波动范围为千分之0.8,且制品无缺陷。表2为得出的20模制品的质量。
表2 调参后制品质量

Tab.2 Product quality after adjustment
3 结论
(1)保压时间与曲线积分值和制品质量呈现两段线性关系,保压压力以及转压点与曲线积分值和制品质量呈现一段线性关系,但是注射速率并不能找出线性关系,说明注射速率对制品质量的影响要弱于其他工艺参数,且无规律可循;
(2)通过改变各工艺参数可以相对应的观察到型腔压力曲线的变化趋势,明确了对型腔圧力曲线某一特征点影响最大的工艺参数,证实了型腔压力曲线积分值与各工艺参数呈现线性关系,并且制品质量与工艺参数之间也呈现线性关系;
(3)型腔压力曲线积分值作为型腔压力曲线的一个特征值,可以作为制品质量的指标,文中得到工艺参数与型腔压力曲线的积分值的线性关系,以及工艺参数与制品质量的线性关系,结合这2种线性关系可以将型腔压力曲线量化进行精准调参。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
中学生数理化·高一版(2021年3期)2021-06-09
装备维修技术(2020年8期)2020-11-20
中学生数理化·高一版(2020年6期)2020-07-25
中国酿造(2019年9期)2019-10-08
中成药(2017年6期)2017-06-13
汽车电器(2014年4期)2014-04-25
食品工业科技(2014年23期)2014-03-11
科技传播(2011年24期)2011-08-29
现代企业文化·理论版(2009年3期)2009-04-21
