
喷气织机织造亚麻混纺产品的生产实践
2019-09-25 03:06郑海荣洪爱东
纺织器材 2019年4期
郑海荣,洪爱东
(咸阳秦越纺织有限公司,陕西 咸阳 713100)
0 引言
随着社会和科技的进步,人们更加追求穿着的舒适性和健康性,亚麻混纺织物由于具有手感滑爽、透气、粗犷的外在质感和内在保健功能等特点,使其越来越受到消费者的青睐。亚麻织物多由片梭织机和剑杆织机织造,但喷气织机织造的亚麻织物有其独特风格。因此,笔者公司决定在喷气织机上开发生产L/C、L/R、L/C弹力系列产品,经过全体技术人员的共同努力实现了批量生产,为公司创造了新的利润增长点,下文就此进行探讨分析。
1 亚麻混纺纱的性能
亚麻纤维是一种优良的纺织原料,不仅具有良好的穿着、使用性能,而且还具有吸湿、透气、舒爽、散热、防霉、抑菌和防辐射等特性,愈来愈受到人们的喜爱[1]。
麻纤维的结晶度和取向度高,无定型区少,纤维粗,单根纤维的弯曲刚性指数和最大抗弯力均较大,纤维间的抱合力差,存在手感粗糙、有刺痒感等缺点,导致麻棉混纺纤维易滑移、断裂强度小、毛羽多且长、伸长变形小、弹性差、条干不匀、细节多[1]。
亚麻纤维主要有温水麻和雨露麻两种,其单纤维长度为5 mm~25 mm,线密度约为1.25 dtex~5.56 dtex[2]。虽经多工序处理,但麻丝、麻杆依然很多,使得亚麻纤维与棉粘等纤维混合过程中存在纤维间抱合力差、易滑移等问题,尤其是细号亚麻/棉混纺纱易产生麻丝、麻皮、松捻、紧捻、粗细节等疵点,导致纱线总体强力较低,强度不匀较大,对织造工序的生产有很大影响。不同亚麻混纺纱的成纱指标见表1。

表1 不同亚麻混纺纱的成纱指标
由表1可知,同纱号亚麻系列混纺纱与棉纱及涤棉纱相比,强力的离散性大,粗、细节高,质量偏差大,相比棉纺产品生产难度大。
2 亚麻混纺纱的织造难点及解决措施
2.1 织造难点
喷气织机织造亚麻混纺系列产品的难点如下。
a) 亚麻混纺纱单强低、强力不匀大、细节多、毛羽长且杂质多,一般采用积极式引纬的剑杆织机和片梭织机织造[3],而喷气织机采用消极式引纬,即用喷嘴喷射的压缩气流对纬纱进行牵引,故对经纬纱要求较高,织造难度较大。
b) 亚麻混纺纱毛羽长、引纬阻力大,而喷气织机速度快、张力大,与停经片、综和筘等摩擦易造成纤维起毛、断头。因此,浆纱工艺既要贴伏长毛羽,减少毛羽间相互粘连,又要增强自身耐磨性,才可满足喷气织机织造亚麻混纺纱的要求。
c) 亚麻属纤维素纤维,极易放湿,故其混纺纱上浆相对容易,上浆后纱线粗硬且脆,导致断头多。因此,浆纱时制定合理的上浆率和回潮率是生产麻棉产品的关键。
d) 亚麻混纺纱质量不匀,引纬过程中到达时间差异较大。因此,喷气织机消极式引纬难度较大,须采取相应措施。
e) 纬纱在飞行过程中头端受阻后弯曲,且亚麻混纺纱刚性大,造成出口侧曲纬、弯头纬问题较多。
2.2 各工序工艺参数及解决措施
2.2.1 整经工序
因麻纤维与棉纤维间抱合性差,造成亚麻混纺纱毛羽多且长,麻纤维未能完全包覆住,易产生断头,导致纤维易脱落并集聚在导纱眼、自停导纱钩处。为了减少整经摩擦,选用卡尔迈耶整经机进行生产,采用“低车速、小张力”工艺,并保证纱线速度恒定、片纱张力均匀及有良好的卷绕质量。断头产生后,挡车工需将纱头找顺再接头,防止绞头产生。机上工艺车速为500 m/min,预张力器打开延迟时间为12 s,其运行位置为12 mm,制动器打开延迟时间为9 s。
2.2.2 浆纱工序
2.2.2.1 浆料配方的选择
亚麻混纺纱因有半纤维素及木质素的存在,决定了其刚性将大幅影响浆料对纤维的亲和力及贴伏性。为了能有效地贴伏毛羽,减少二次毛羽的再生,选用粘度低、渗透性和耐磨性好的低粘高性能变性淀粉;为了保证浆纱的耐磨性,加入少量PVA提高亚麻混纺纱的亲和力;为了克服浆膜粗硬,提高纱线韧性,采用丙烯浆料,以增强浆料分子与纤维的结合力,使浆膜更加耐磨。最终选用的浆料配方为:低粘高性能变性淀粉为75 kg,丙烯酸为25 kg,PVA为6.5 kg。
2.2.2.2 上浆率的选择
亚麻混纺纱上浆率大,导致干湿分绞困难,二次毛羽增加,浆纱手感粗硬,织造过程中纱线毛羽长、脆断头多,停经片处麻纤维易缠绕起团,后梭口开口严重不清,三跳疵点严重,织机开台很差。亚麻混纺纱一般用于生产粗厚织物,在强力满足生产要求的条件下,上浆率宜偏小掌握,控制在不大于8.5%。
2.2.2.3 回潮率的选择
麻纤维放湿快,织造时处于放湿状态且脆断多。因此,在不产生再粘的前提下,回潮率可适当增大一些,浆纱时可在浆液中加入保湿剂。一般情况下,回潮率应控制为11%。
2.2.2.4 烘筒路线的选择
使用湿分绞,烘筒路线采用分层预烘以贴伏毛羽,减少纱线间毛羽相互粘连。
2.2.2.5 压浆力的选择
采用大压浆力,将毛羽贴伏在纱线表面以减少外露,增加纱线的浸透性。
2.2.2.6 上蜡量的选择
增大上蜡量,提高纱线的耐磨性和上蜡辊的转速,并改变其转动方向,由逆向改为与纱运行同向。GA310型浆纱机的上蜡辊速度由10 m/min调整为20 m/min。
2.2.2.7 浆纱工艺的选择
最优的浆料配方必须由科学合理的浆纱工艺来保证。根据麻棉混纺产品特点,在GA310型浆纱机上应采用“低上浆、大回潮、重浸透、小张力、小伸长”的浆纱工艺,采取单浆锅双层预烘的绕纱路线,“中车速、大压力”的工艺原则;浆纱速度约为50 m/min,上落轴和处理绕纱断头要快,卷绕、干区、分纱张力要适中,且保证织轴有一定的硬度和弹性。
当车速为50 m/min,上浆率为7%~9%,回潮率为10%~12%,浆槽温度为90℃,预烘锡林温度为130℃~140℃,主烘锡林温度为110℃,退绕张力为600 N,卷取张力为300 N,压力为10 N~28 N时,不同的麻棉混纺产品浆纱工艺参数设定见表2。
通过对浆料配方和浆纱工艺的攻关和研究,采用先试验再投产的生产流程,最终取得了较好的效果,为亚麻混纺产品的扩大生产奠定了良好基础。

表2 不同麻棉混纺产品浆纱工艺参数设定
2.2.3 织造工序
2.2.3.1 织机纬停原因及解决措施
亚麻混纺纱具有单强低、强力不匀大、细节多、毛羽长、杂质多等特点,采用喷气织机批量生产每班纬向停台高达200多次,为此应加强对纬向停台的研究分析。
2.2.3.1.1 织机纬停原因
a) 储纬器处断纬形成纬停。由于棉麻纱偏粗、偏重且刚性较大,气压设置和引纬时间配合不当就会造成储纬器处断纬。
b) 纬纱产生曲纬形成纬停。主要是由于喷气织机本身的引纬及打纬方式所致。剑杆织机与喷气织机织造麻纤维最大的区别在于,引纬瞬间剑杆织机的筘座(即打纬装置)是停止的,而喷气织机的筘座是移动的。筘座静止,纬纱运行呈一条直线,虽然麻纱的刚性偏大,但对剑杆织机几乎无影响;而喷气织机引纬时筘座同时摆动,纱线运行轨迹为一条抛物线,当纱线刚性偏大时,会使其拌断、阻断增加,曲纬的概率大幅增加。
c) 纬纱打不到头形成纬停。这是由于棉麻纱偏粗、偏重、刚性偏大,导致喷气织机自由端引纬时,未完全将纬纱送抵出口侧所致,该问题可从辅喷嘴的间距设置上予以弥补和改善。
2.2.3.1.2 纬停解决措施
a) 储纬器和挡纬销处的断纬及脆断:可将挡纬销、主辅喷嘴开启时间提前,挡纬销开启时间由74°调整为64°,主喷嘴开启时间由70°调整为60°,第1组辅喷嘴开启关闭时间由70°~150°调整为60°~180°,此后虽断头明显减少,但挡纬销处仍有断头。经分析发现,此机台原织造棉系列细号高密品种,挡纬销与鼓间隙为0.5 mm,现织造亚麻混纺纱纱号较大,此间隙不变则纬纱释放时不易脱出,从而造成挡纬销处断头,将二者间隙调整为0.8 mm~1.0 mm,储纬器和挡纬销处的断头基本解决。因此,针对不同纱号品种,挡纬销与鼓间隙应随之调整。
b) 纬纱运行不平稳,到位时间偏差较大,出现不固定位置问题:在出口侧探纬器H 1和H 2之间加装一个延伸喷嘴,该喷嘴可以牵引纬纱,在飞行过程中对前端的纬纱起到牵引和拉伸作用,从而使得纬纱运行相对平稳;加装延伸喷嘴后,曲纬、弯头纬问题基本固定在出口侧,将主喷嘴气压调整至220 kPa,辅喷嘴气压调整至约为360 k Pa,到达时间相对平稳,偏差约为15°。
c) 固定在出口侧的曲纬、打不到头问题:调整辅喷嘴间距,前2组仍为常规的65 mm,第3组为60 mm,第4组为55 mm,第5组为55 mm,尝试将辅喷嘴角度由2°调整为4°,调整后出口侧的曲纬、打不到头问题有所改善。不同喷气织机织造麻棉混纺纱的上机工艺对比见表3。
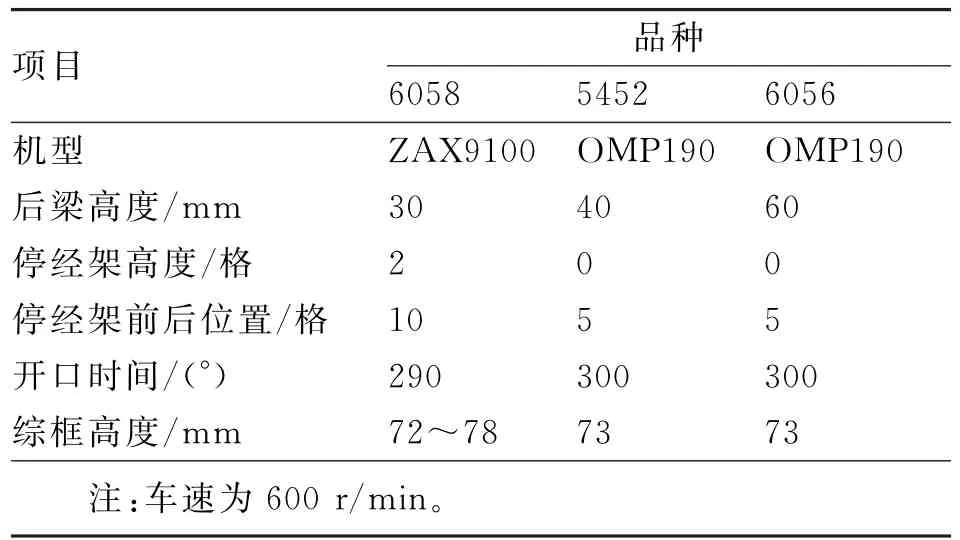
表3 不同喷气织机织造麻棉混纺纱的上机工艺对比
2.2.3.2 停经片、综、筘及温湿度控制
亚麻纤维抱合力差、强力不匀大、细节多、毛羽长、杂质多,织造过程中经纱与停经片、综、筘的摩擦频繁,纱线在综眼中位移较大。因此,要求停经片、综眼、筘表面光滑、无毛刺,以避免纱线刮毛[4]。
此外,控制好温湿度也十分重要,一般相对湿度应偏高掌握,生产中可将温度控制在25℃~28℃,相对湿度控制在75%~80%为宜。
3 结语
3.1 喷气织机织造亚麻混纺系列产品时浆纱是关键,优选浆料配方、采用科学合理的浆纱工艺是生产的保证;断纬停台预防控制是提高产质量的前提。因此,加强工艺试验和设备维修技术,摸索工艺参数和维修方法,是织好亚麻混纺系列产品的基础。
3.2 经过不懈努力,笔者公司采用喷气织机织造约为500万m的亚麻混纺系列产品,质量均达到客户要求;但却存在质量不稳定、效率低等问题。我们已充分认识到“浆纱质量是关键,织布维修技术和值车工的操作水平是保证”的重要性,不断加强工艺执行,提高浆轴质量;加大织机维修技术的培训,加强值车工工作法的学习,以进一步提高亚麻混纺系列产品的质量和效率。
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
纺织高校基础科学学报(2021年4期)2022-01-26
棉纺织技术(2021年2期)2021-03-11
纺织科技进展(2020年11期)2020-11-30
棉纺织技术(2020年8期)2020-08-24
棉纺织技术(2020年2期)2020-02-14
国际纺织导报(2019年2期)2019-05-30
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
现代纺织技术(2015年3期)2015-06-15
