高压交流电机VPI绝缘系统定子绕组固定技术
2019-10-09 07:48
防爆电机 2019年5期
(哈尔滨电气动力装备有限公司,黑龙江哈尔滨 150040)
0 引言
电机绕组固定是绝缘结构设计的重要组成部分之一。因为电机绕组在运行中长期受到机械、电气、温度及环境因素等的影响而产生振动、位移、磨损、断裂等现象,易造成电机绝缘击穿而停机事故。这些事故多数是由于绕组固定不合理而造成的。特别是在电机启动时或定子绕组突然短路时而发生的电磁力引起强烈冲击力,更容易引起电机绕组的破坏。为此,加强绕组固定尤为重要,绕组固定结构的合理性,直接关系到电机的运行安全和使用寿命。
本文将重点介绍了高压交流电机VPI绝缘系统定子绕组槽部、端部和引出电缆等固定结构形式。
1 定子绕组固定的基本要求
绕组的固定通常需满足下列要求
(1)绕组在槽内固定牢靠,不发生位移磨损现象;
(2)在电机允许的任何条件下,绕组端部的位移量不大于2mm。例如:Micalastic绝缘固定的端部最大径向位移量(用激光测)不大于1.7mm;Micadur-Compact绝缘固定的高压电动机不大于1.2mm。
(3)绕组固定后,必须使其固有振动频率避开双倍工频,以免发生共振。
(4)连接线和电缆引出线固定牢固,不发生松动、磨损、接头开焊或铜线疲劳断裂等现象。
(5)绕组固定后须保证满足电气间隙、爬电距离和间距的尺寸要求,防止爬电和放电的现象发生。
(6)绕组固定是定子嵌线过程中重要的环节之一,其工作量约占定子嵌线工作量的60%以上。只有严格工艺过程,才能保证绕组固定的最终性能和质量。
2 定子绕组固定的理论依据与计算
绕组固定应以试验为基础,以理论计算为依据,设计出合理最佳的各种不同的固定结构,应用于各种不同类型的电机上。
关于定子绕组固定的理论依据与计算内容由于篇幅较大,不详细介绍。其包含以下方面:(1)起动过程中的电磁力;(2)振动力;(3)突然短路的冲击电磁力;(4)热应力引起的形变;(5)外力作用;(6) 定子绕组端部间距;(7)结构设计计算。
3 VPI绝缘系统定子绕组固定结构
3.1 槽部固定
高压交流电机VPI绝缘系统定子绕组槽内固定相比大容量发电机的槽内固定较简便,如图1所示。在VPI绝缘系统中楔下垫条采用层压板,层间和槽底垫条采用热膨胀型玻璃纤维毡,经VPI浸渍处理后,达到槽内固定的目的。
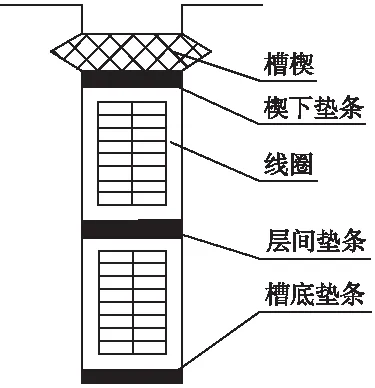
图1 槽内固定结构
这种槽内固定结构的特点:一是使槽内绕组固定牢固;二是槽内线圈与铁心间接触良好,减少了槽内气隙放电现象。
3.2 端部固定
高压交流电机VPI绝缘系统定子绕组端部固定结构已从原来只采用涤玻绳和斜边垫块的固定方式,发展到多种类型不同结构方式的固定结构。
一些公司都已各自建立了一整套定子绕组端部固定结构。以某公司为例,绕组端部固定环(端箍)分为多种,充分考虑到定子绕组在运行中的径向和轴向电磁力作用。在端部上、下层线圈斜边间固定方式多样,充分保证电机运行时的可靠性。三菱公司的连接线和引出线电缆固定较为先进合理。
绕组端部固定结构主要包括:槽口、线圈斜边、极间连接线和相间连接线、固定环(端箍)及引出线等固定方式。下面以图2为例,解析各部位固定结构及采用材料、方式和绑扎。

图2 典型端部固定结构示意图
3.2.1 槽口固定
定子绕组线圈出槽口直线部分之间固定,其结构形式如下
(1)采用热膨胀型玻璃毡按图3固定,为更好地夹紧,热涨型玻璃毡须在径向超出端部侧5mm(hc以5mm为整数级)。

图3 槽口固定“三明治式布置”草图
(2) 采用层压板制成楔块塞紧,再用涤玻绳或定向纤维带对角线绑扎和横向绑扎固定。
(3) 采用涤玻绳以对角绑扎和横向绑扎固定线圈出槽口直线部分。
3.2.2 线圈斜边固定
定子绕组线圈斜边固定方式分切向固定(见图2)和对角线固定(见图4)。对角线固定仅用于上层边间隔为X=4槽节距。

图4 线圈斜边对角线固定示意图
(1)绕组线圈斜边垫块采用热涨型玻璃毡,分别按顺序塞紧在线圈上层边间隙和下层边间隙间。垫块高度须分别超出线圈绝缘高度。经VPI浸渍处理,塞在线圈斜边的垫块因受热膨胀而呈哑铃状,固定在线圈上。其线圈斜边固定经VPI处理后效果图见图5。

图5 线圈斜边固定经VPI处理后效果图
(2)有的电机需对线圈斜边固定加强,则采用热涨型玻璃毡垫块或用涤纶毡包层压玻璃布板垫块塞紧,再用定向纤维带十字交叉绑扎方式固定(见图2)。这种固定方式的垫块高度略小于线圈绝缘高度。
(3)线圈斜边仅采用涤玻绳以十字交叉绑扎和横向绑扎的方式固定。
3.2.3 线圈鼻部固定
线圈鼻部固定一般不采用,如果需要采用时可用鼻部间隔垫块和定向纤维带绑扎固定。
3.2.4 线圈层间固定
定子绕组端部线圈层间固定采用涤玻填充管填充在每个绕组端部的上、下边线圈间,垫成一个环。经VPI浸渍固化后,形成一个有刚性的玻璃钢环。(见图2中层间填充管)。
3.2.5 端箍固定
(1)端箍
端箍又称绕组端部外圆固定环,其材质一般分为三种:a.非磁性钢环;b.聚酯(或环氧)无纬玻璃纤维绕制经固化加工而成的玻璃钢环;c.可浸渍的绝缘端箍(又称绝缘软端箍),在绕组端部线圈的外圆缠绕成环,经VPI浸渍固化后形成一个有刚性的玻璃钢端箍。
非磁性钢环易产生漏磁、涡流等因素对电机性能有一定的影响。而可浸渍的绝缘端箍在VPI处理前具有很高的抗拉强度和一定的柔软度,适形性好,VPI处理后其强度和刚性可以与非磁性钢环相媲美。
(2)端箍的支撑和固定
端箍固定环的支撑方式
固定环分为单环和双环结构,其支撑方式可分为
单环:没有支撑;带轴向支撑;带有轴向和径向支撑
双环:没有支撑;带轴向支撑;仅外环带有轴向支撑和径向支撑;外环带径向,双环皆带轴向支撑;双环皆带轴向和径向支撑。
(3)端箍与绕组的绑扎
所有的下层线圈端部必须合理地处于端箍内圆上。
绑扎采用涤玻绳等材料固定。
3.2.6 相内连接线固定
(1) 硬连接方式
每个组内的线圈连接后,在焊接处周围范围内用热涨型玻璃毡垫块或层压玻璃布板垫块以不超过连接线尺寸填充,再用定向纤维带十字绑扎固定(见图2中引线端绑扎)。
(2) 软连接方式
相内连接线绝缘处理完成后,采用绝缘编织绳或绝缘软端箍贴紧相内连接线内圆绕一周,并用涤玻绳以十字式绑扎固定(见图6)。经VPI浸渍固化后,形成一个具有一定刚性的玻璃环。绕组相内连接线固定经VPI处理后效果图(见图7)。

图6 相内软连接示意图

图7 绕组相内连接线经VPI处理后效果图
3.2.7 极间连接线与相位环固定
(1)极间连接线部位固定采用涤玻纤维套管十字绑扎若干匝固定。或者采用热涨型玻璃毡垫块填充间隙,再采用涤玻纤维套管横向绑扎固定,绑扎匝数见图8,绑扎间距见表1。
(2)相位环固定
相位环采用铜环结构,铜环固定在定子绕组前端(引线端)的支臂上,支臂与定子压板焊在一起。其结构及涤玻纤维套管的绑扎固定见图11所示。
相位环部位的绑扎(见图9)和相位跨接部位的绑扎(见图10)均采用涤玻纤维套管以横向或十字绑扎型式绑扎固定,其绑扎间距见表1。

表1 极间连接线、相位环绑扎间距
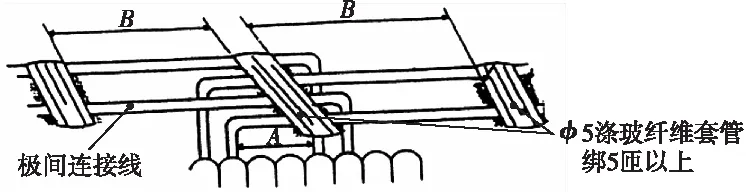
图8 极间连接线绑扎固定

图9 相位环绑扎固定

图10 跨接处绑扎固定

图11 相位环支臂绑扎固定
3.3 电机引接线电缆引出固定
采用电机引接线电缆引出方式的电机定子通常是在定子绕组VPI浸渍处理完成后再接电机引接线。电缆接好并绝缘处理后,将定子出线口以内的电缆在极间连接线外圆部绕0.5~1周之后在绑扎固定。
此固定方式可防止由于受到电磁力和振动力的作用而造成的接头开焊和绝缘磨损开裂。
4 结语
电机定子绕组固定结构设计是电机定子绕组绝缘结构设计的一部分,定子绕组固定结构设计的合理性直接关系到电机运行时的安全性和可靠性。
本文综合各电机制造公司和我公司的先进技术,列举了高压交流电机VPI绝缘系统定子绕组固定的典型结构,这是几代人通过研究、试验、设计和经过实践考验的结晶。但随着电机制造业的发展仍有改进和完善的空间。
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年1期)2022-03-16
新疆钢铁(2021年1期)2021-10-14
铁道通信信号(2020年10期)2020-02-07
水利与建筑工程学报(2019年6期)2020-01-08
鞍钢技术(2019年5期)2019-10-17
承德石油高等专科学校学报(2018年5期)2018-11-06
船舶设计通讯(2018年1期)2018-07-30
三联生活周刊(2017年37期)2017-09-11
科技创新与品牌(2017年3期)2017-04-27