铝电解的节能降耗措施及节能产品的应用
2019-10-15 06:55张世全黄河鑫业有限公司
数码世界 2019年10期
张世全 黄河鑫业有限公司
1、概述
电解铝是用电大户,电耗占吨铝成本的40%左右,如果做好电解工艺和动力用电方面的节能降耗工作,降低吨铝综合交流电耗可有效提高公司的经济效益。该厂开展多种形式的节能宣传活动,以科学发展观为指导,以提高和优化能源利用率为目标,按照“减量化、再利用、资源化”的原则,实现以尽可能少的能源消耗和尽可能小的环境代价,获取尽可能大的经济和社会效益,建设资源节约型和环境友好型社会,坚持技术创新、技术改造节能与技术管理节能并重的原则,加大技术创新、技术改造节能的投入力度,强化技术管理节能为主的节能战略。为此该厂特成立节能规划领导小组,制定《能源标准量化管理实施细则》,强化管理,使广大员工清楚地认识到能源的重要性,抓好、管好能源的利用,以实现可持续发展为目标,创建节约型企业。
2、工艺节电措施
工业铝电解槽吨铝的直流电单耗,与电解槽的平均电压和电流效率两个因素有密切关系,电流效率的提高哪怕是1%也是相当困难,因此我们主要从降低平均电压进行挖潜来降低电解生产过程中的电能消耗,我们目前主要采取的措施是通过保持合理的工艺技术条件,使槽况平稳,加强日常操作质量,同时优化改进电解槽计算机控制参数。继续加强节能降耗工作,要做好工艺节电工作,主要是降低电解槽平均电压,应从以下几个方面挖掘潜力,寻求可节电的空间:
2.1 降低线路压降
(1)提高操作质量,严肃工艺纪律,降低卡具压降、端头压降、短路口压降和炉底压降。使用导杆清洗剂,降低导杆和阳极垫板接触压降;使用阳极钢爪保护炭环,降低阳极钢-炭接触压降。卡具压降≤8mv;垫板压降≤4mv;短路口压降≤30mv;端头压降A 侧≤18mv、B 侧≤5mv。
(2)优化技术条件,目前该厂炉底压降平均都在400mv 以上,与先进水平350mv 相比差距较大,力争降低炉底压降值20 mV 左右。因此,电解车间需加强操作质量,对炉底压降每周测量一次,对于炉底压降大于400mV 的电解槽,及时调整分子比、槽温、下料间隔等技术参数,将炉底压降控制在允许的范围(槽龄低于800 天的电解槽不得大于380mv;槽龄在800 ~1200 天的电解槽不得大于400mv;槽龄高于1200 天的电解槽不得大于450mv)。
2.2 降低效应分摊电压
效应电压是指发生效应的电压分担值(V 效应)如果阳极的质量不过关,效应在铝电解生产中也有一定的益处的。当电解槽发生阳极效应时,电解质对炭渣湿润性不良,利于炭渣从电解质中分离出来,改善电解质的性质和补充热平衡。在冰晶石-氧化铝熔盐电解中,阳极效应是发生在阳极上的一种特殊现象。当其发生之时,槽电压从4.1~4.2 V 左右升高到20 ~50V,因而能量消耗增加到5 ~12 倍。这是影响平均电压的一个因素。
阳极效应分摊的电压按照下式来计算:

式中 k ——阳极效应系数,次。(槽.d)-1
U效应——阳极效应发生时的槽电压,V
U槽——平时的槽电压,V
T——阳极效应延续的时间,min
如果 k=1.0 次/(槽.d),U效应=30V,U 槽=4V,T=3min
则 △U效应=(30-4)×3/1440 =0.050(V)(即50mv)
以160kA 电解槽为例,一台电解槽发生一次阳极效应要多消耗电能548.8MJ。
从该式看来,减小k,缩短T,或降低U效应,都可以使△ U效应减低。在一二十年以前,每槽每日阳极效应次数为2 ~3 次,现在已减少到0.05~0.1次。采取模糊自动控制下料的电解槽的效应系数大为降低。
降低效应分摊电压,主要是控制阳极效应系数和效应持续时间。效应的发生取决于两个因素:氧化铝浓度、槽温。保证打壳、下料机构和槽控机系统的正常运行,同时保持电解槽各种技术参数的合理搭配,确保电解槽的平稳运行,因槽制宜延长阳极效应等待周期。另外,对停开槽时间做出科学合理的安排,尽量减少停开槽次数,且对在停开槽时发生的效应要求及时熄灭。每班及时检查电解槽打壳下料系统,防止电解槽因缺料而发生突发效应。加强对新开槽的管理,将定时下料时间由原来的42 天缩短为30 天,且将加料间隔缩短为290 ~310 秒,将新开槽效应系数控制在≤0.5 个/槽.日。通过以上措施,力争控制效应系数≤0.05 次/槽.日,效应持续时间≤3min,则效应分摊电压至少可降低6.5mv。
2.3 降低平均电压措施
加强电解槽电压的巡视看管,对于工作电压持续高于设定电压的电解槽及时分析原因,从根源上进行解决;严抓电解车间阳极保温工作,形成统一的添加方法,避免电解槽能量的无偿损失,确保电解槽能量平衡;杜绝病槽的出现,避免因病槽产生高电压而造成的电压损失和效率损失。
平均电压由三个部分组成:V平均=V工作+V效应+V黑
V 黑 :也叫线路损耗电压,降低黑电压可以通过改善导体的接触点和电解槽的绝缘性能,增加导电母线的截面积着手,但要增加对设备的投入资金,所以潜力不大。
若电解槽使用绝缘条可取得较好的经济效益。如某公司电解母线黑电压为50mV,若使用绝缘条后可将黑电压降到36mV,平均电压降了14mV(平均电流180KA,电流效率93%,整流效率95%),年可节约交流电量:
121608t×14/(0.3355×0.93×0.95)kW.h/t=5743691kW.h
年创效益:5743691kwh×0.3 元/kW.h =172 万元。
采取工艺节电措施后,2007 年直流电单耗由2006 年全年的13199kW.h/At-t 降低到13080kW.h/At-t,节约直流电单耗119kW.h/At-t。
3、制定严格的动力节电措施
动力设备用电及照明用电电耗占综合交流电耗的2%左右,尽管节电量较小,但要抓好日常节电及动力节电,主要从以下几个方面开展节能降耗工作:
3.1 照明用电
照明用电分为日常生活用电和生产厂房用电。根据季节和天气情况,制定了严格的开、关灯时间,并对操作室、库房照明用电做到人走灯灭;库房、修理间照明总功率不得超过500W;休息室、操作室照明总功率不得超过200W,尽管节电量很少,但可增强员工的节电意识。
3.2 动力设备节电措施
(1)建立“安全、平稳供电就是最大的节约”的思想,加强对配电室、配电箱、动力电缆、滑线等供电设备的点检及定期检查工作,对熔断器、灭弧罩、电缆、刀闸等关键部件一经发现异常立即处理;对电解槽短路口、母线绝缘、槽壳母线与地坪间隙处等部位定期检查,清理杂物,尽可能降低电流空耗,发现异常立即处理,不得因此而发生短路、断路、放炮等事故影响安全供电。
(2)加强配电室管理,配电室规定三相负载电流最大之差不得超过10%,对超过规定10%的情况,每周调整一次三相负载电流达到提高电网功率因数节约电能的目的。
(3)对于一些运行时间长,故障率较高或不能满足生产需要的设备逐步进行大修改造,降低设备的无功损耗。
(4)在全面推行设备专业点检工作的基础上,逐步开展风机、水泵等设备的经济运行监测工作,避免大马拉小车和空载运行的现象;
(5)按照电气精细化管理工作要求开展工作,降低电气设备故障,提高设备运转率。对有备用设备的情形,要根据生产实际情况,在开一台设备即可满足工艺、生产需要的,绝不允许开两台或两台以上的备用设备。严格按照工艺条件操作设备,杜绝设备空运转;
(6)要对电焊机的使用进行严格管理,在停顿间歇较长时(30 分钟以上),需关闭电焊机主电源。
(7)铸造车间混合炉均在自动控温状态下工作,杜绝手动控制温度。及时更换断炉丝或调整负载情况,做到单台炉三相负载平衡,达到全车间总负荷三相负载平衡,以达到提高功率因数节约电能的最终目的。加强对操作人员的工艺纪律检查和考核,以防止炉温过高而造成的不必要的浪费。加强对炉内铝液搅拌、扒渣工作,减少渣子的堆积,降低热损失。同时还尽量缩短除渣时间,减少辐射热损失。合理控制炉温,不断优化铝水温度控制,在保证质量、工艺要求的情况下,尽可能降低铝水温度,从而降低消耗,具体计算如下:
目前混合炉设计功率为450kw,实际只开动了约200kw,如果合理安排抬包出铝,及时倒料,减少热能损失,电耗有望得到降低。我们用一台混合炉做试验150 天,目前混合炉内铝液的平均温度为720℃,现确定混合炉铝液温度为700℃,当达到700℃时,再手动断电确保炉温,对铸造出的铝锭质量进行检验,试验温度为700℃时能否满足生产,如若可行,再向其它炉推广。这样把铝液温控制到700℃时,节省的电能:电能利用率按45%,铝的比热为900 焦/(千克.℃),计算铝液温度降低20℃,全年铝锭产量按121608t 计算,则吨铝电耗降低为:
Q=cm△t/10%=900×121608×103×20/45%= 4.9×1012 焦
则吨铝电耗降低:4.9×1012/1000/24/150/121608 =11kw.h /t
通过将铝液温度降低20℃(即铝液温控制到700℃)进行生产,铝锭吨铝电耗有所降低,与计算结果基本相同,为此大力推广在其它混合炉生产中控制铝液温度达到降低电耗的目的。
采取有效措施后,动力电耗由2006 年的291kW.h/At-t 降低到269kW.h/At-t,动力电耗降低了22.5 kW.h/At-t。
4、节能新产品的应用
该厂在采取有效的节能措施的同时,还应用了新产品对设备进行节能改造,在节能降耗方面做出了突出的贡献。铝电解用可润湿性阴极以取代现行的碳素阴极材料,以达到节能降耗和延长槽寿命的目的,并最终与惰性阳极配合,改变现行电解槽和电解工艺。TiB2 是最理想的铝电解可润湿性阴极材料,并且能被金属铝液良好润湿。利用TiB2 和良好导电性及其与铝液的良好润湿性,以树脂或无机物溶胶作粘结剂,涂覆于现行工业铝电解槽碳阴极表面,达到改善铝电解槽阴极工作状态,降低炉底压降,实现节能增效和延长电解槽寿命的目的,阴极硼化钛涂层同半石墨化阴极炭块性能指标的对比见表1,由表可见阴极硼化钛涂层对铝电解的重大意义。

表1 阴极硼化钛涂层同半石墨化阴极炭块性能指标的对比
关于TiB2 涂层在现行工业电解槽上的作用,容易存在认识上的误区。误区之一是,TiB2 涂层寿命只有2~3 年,即使起作用也只有2~3年;误区之二是,TiB2 消耗完毕后,电解槽阴极吸收电解质和钠渗透的总量依然未变,TiB2 因此没有作用。存在这种认识上的误区主要是未深入认识电解槽启动和运行过程中一些因素的动态变化对槽寿命的影响。电解槽启动及启动后的前2 年(尤其是第一年)是对电解槽寿命具有决定性影响的时段,因为这一时段(尤其是第一年)中,电解质和金属钠在碳块中的渗透速率及渗透引起的阴极膨胀显著大于后期。若这一时段利用TiB2 涂层与铝液良好的润湿性使得阴极表面紧紧地“抓住”铝液,便避免了电解质和金属钠直接接触碳块表面,从而显著减缓了电解质和金属钠在阴极炭块中的渗透速度,对延长电解槽的寿命意义重大,这一点从该厂所停槽记录可以看出,见表2,所停槽的槽龄在两年以内的占停槽总数的50%。
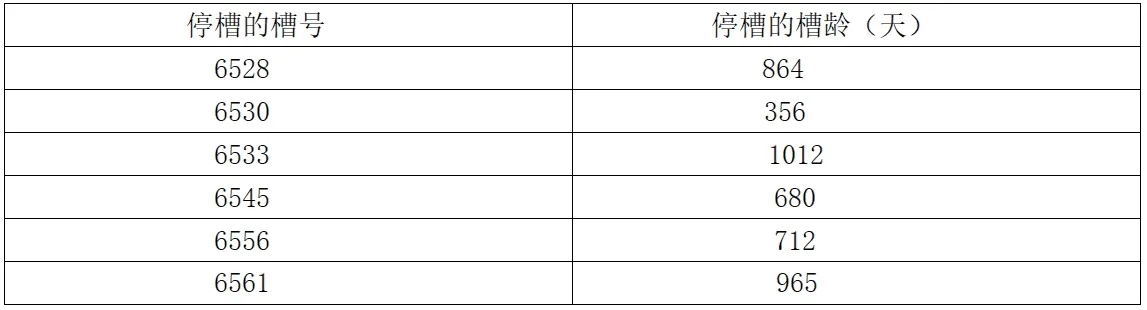
表2 停槽的槽号与槽龄
5、结束语
通过采取了有效的节能措施,并对电解车间照明系统改造,以及高耗能设备排烟机采用高压变频器控制。通过技术改造,该厂的铝锭综合交流电由2005 年的14409kW.h/Al-t 降低到2007 年的14120kW.h/Al-t,相比降低了289kW.h/Al-t;其中直流电单耗由原来的13313kW.h/Al-t 降低到13080kW.h/Al-t,相比降低了233kW.h/Al-t。动力电由原来的311kW.h/Al-t 降低到269kW.h/Al-t,相比降低了42kW.h/Al-t,从这些数据可充分说明节能降耗工作是很有潜力可挖的,只要采用科学的管理方法,应用新技术,对设备进行节能改造,有方向有目的针对性地开展节能工作,就一定能达到节能降耗,增产增效的目的。
猜你喜欢
氯碱工业(2022年6期)2022-11-21
选煤技术(2022年1期)2022-04-19
东北大学学报(自然科学版)(2022年2期)2022-03-08
能源研究与信息(2021年3期)2021-11-20
有色金属设计(2021年1期)2021-06-03
铝加工(2020年2期)2020-12-12
科学与技术(2019年1期)2019-02-14
价值工程(2018年1期)2018-01-15
红领巾·萌芽(2015年8期)2015-09-10
红领巾·探索(2015年7期)2015-09-02