
高性能胶辊胶圈探析
2019-10-15 03:59魏俊虎李少周邹小祥
纺织器材 2019年5期
魏俊虎,李少周,邹小祥
(无锡市兰翔胶业有限公司,江苏 无锡 214171)
0 引言
我公司深入研究纺纱工艺、纺纱类型、纤维特性及质量要求不同导致的纺纱胶辊、胶圈性能差异,并针对胶辊、胶圈种类多、纺企消耗及备用量大、管理难的现状,研发出适用的高性能纺纱牵伸用胶辊、胶圈,通过在苏州震纶棉纺有限公司、河北雪洋纺织有限公司等多家公司试纺,该胶辊、胶圈相比其它同类产品,使用寿命约延长50%。
1 高性能系列胶辊
1.1 物理性能对比
表1为高性能纺纱胶辊与其它胶辊出厂物理性能对比,可见在同等胶料硬度情况下,高性能胶辊的拉伸强度和伸长率明显优于国产普通橡胶及进口橡胶胶辊。表2为高性能胶辊在国内知名纺纱厂试纺指标对比,可以看出高性能胶辊与国产邵尔A硬度为65度的胶辊,在纺纯棉赛络集聚纺10.6 tex漂染纱、赛络集聚纺R 9.7 tex纱、纯涤赛络纺14.6 tex纱及混纺R/A 70/30 14.6 tex纱4个品种的条干CV值、复磨周期和胶辊损伤率方面有明显优势。

表1 不同胶辊物理性能对比

表2 高性能LXC-966D型胶辊与国产65型胶辊纺纱指标对比
1.2 耐老化性能对比
通过硫化体系和防老剂的合理搭配,高性能胶辊在纺纱生产过程中的强度、伸长率指标稳定,硬度变化小、耐老化性能较高,从而使成纱质量保持稳定[1-2]。表3为同硬度高性能胶辊与进口胶辊热老化性能对比,可以看出采用高促低硫和硫载体并用的高性能胶辊强力较好,硬度上升较小。表4为高性能胶辊与其它胶辊纺R 9.7 tex纱试验对比,可以看出在同周期内高性能胶辊的纺纱质量稳定,其回磨后的纺纱数据变化率较小,周期使用稳定。

表3 不同胶辊热老化性能对比
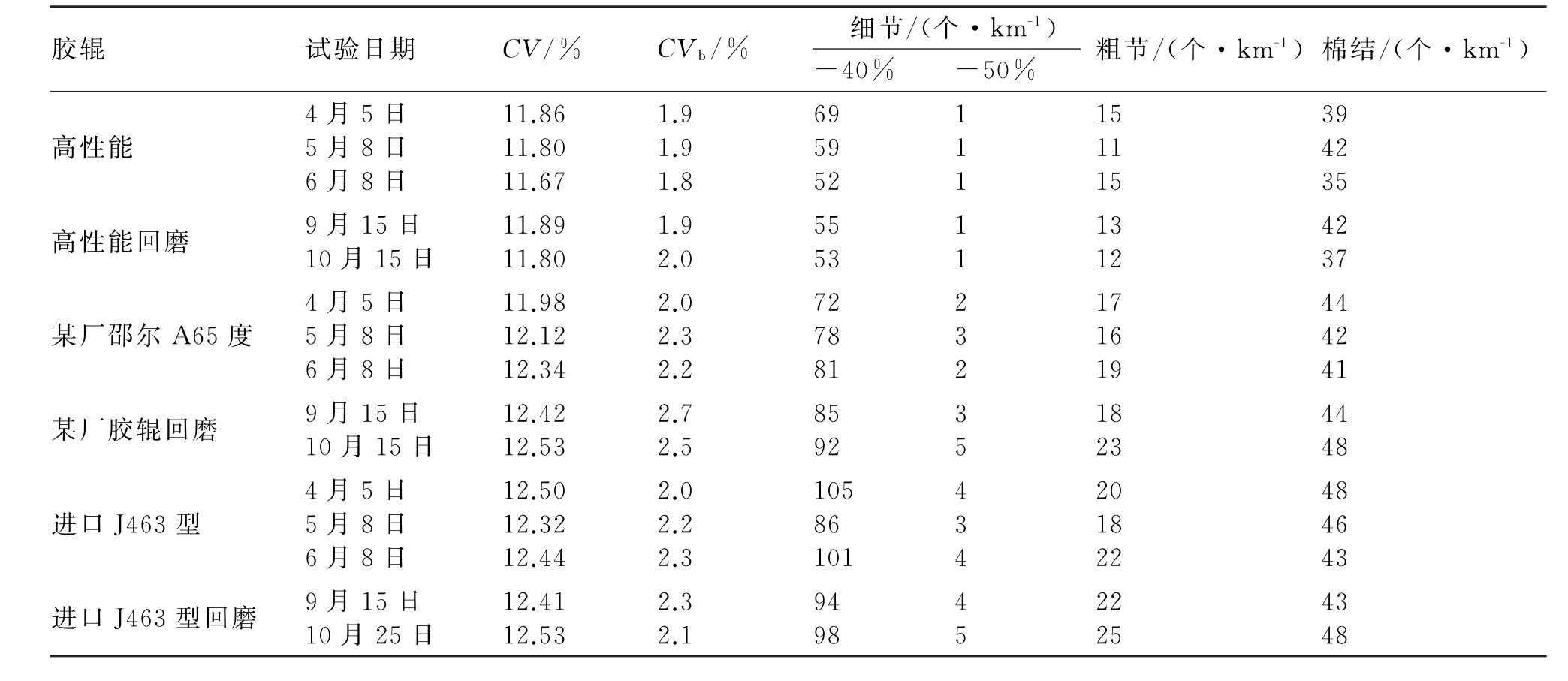
表4 不同胶辊试纺R 9.7 tex纱对比
1.3 表面处理方法对比
在纺粘胶、天丝、莫代尔等差别化纤维时,胶辊表面一般需经涂料或光照处理,目的是降低胶辊表面摩擦因数、改善成纱质量;当其涂料层磨损后,胶辊的抗缠绕能力会变差、纺纱质量变化大。高性能胶辊采用表面修饰技术以降低胶辊表面的摩擦因数,使其在纺粘胶、天丝、莫代尔等差异化纤维时,在抗缠绕和抗油污方面有着优异的表现[3]。表5是高性能胶辊在南通某知名纺企不同品种纺纱的指标测试对比。

表5 不同胶辊纺不同品种纱指标对比
试纺发现,国产65型胶辊经涂料处理后成纱质量明显改善,而高性能胶辊不经涂料处理也能达到施涂料胶辊的成纱质量效果。在德州富华生态科技有限公司纯涤纶品种上,原有胶辊上车运转1个月后抗绕性变差,需磨砺并表面涂料处理,而高性能胶辊使用周期可达3个月,降低了胶辊间的工作量,减少了胶辊的消耗,提高了生产效率。
当纺亚麻纤维及其麻类混纺纱时,麻浆易积聚在胶辊表面,导致胶辊表面摩擦因数增大、抗静电性和抗绕花性变差,纺纱过程中断头率高、生活难做。而纺纯涤纶纱时由于原料油剂比较多且易粘附在胶辊表面,导致污渍附着,胶辊抗绕性变差、断头率高,胶辊需要重新磨砺后涂料处理[4]。表6为高性能胶辊与国产65型胶辊在纺纯涤14.6 tex纱及粘麻85/15 18.2 tex纱主要指标及打断头空绕测试对比,可见高性能胶辊的条干CV值及空绕性能明显优于国产65型胶辊。

表6 高性能胶辊与国产某65型胶辊试纺对比
1.4 磨砺及抗绕效果对比
纺纯棉7.3 tex纱用高性能胶辊,可选择进口贝克磨床磨砺,横纵向进给速度分别为350 mm/min和80 mm/min;也可选择国产通力高精度磨床磨砺,磨砺后即可直接上车使用;其砂轮转速一般为2400 r/min~2600 r/min,往复磨砺2次,拖板线速度为450 mm/min~500 mm/min。
混纺18.2 tex~9.7 tex纱用高性能胶辊,可选择进口贝克磨床磨砺,其横纵向进给速度分别为400 mm/min和60 mm/min,也可选择通力高精度磨床,其砂轮转速一般为2300 r/min~2400 r/min,往复磨砺2次,拖板线速度为550 mm/min~600 mm/min;磨砺后建议光照处理3 min,以缩短胶辊纺纱走熟期。
不同型号高性能胶辊磨砺后纺不同品种纱的纺纱指标及抗绕测试对比见表7,可见高性能LXC-766D型胶辊和LXC-866MD型胶辊纺纱指标较优。
2 免酸洗高性能LXA-2015型胶圈
传统工艺制造胶圈的内外层都要进行酸洗处理,其表面才能达到滑爽抗静电的纺纱要求。而酸洗液需要循环使用,处理效果难以保证,导致胶圈表面摩擦因数差异及纺纱上、下胶圈滑溜率差异,从而加大了纺纱锭差,且会产生大量的水污染。高性能免酸洗LXA-2015型胶圈是通过特殊配方及磨砺工艺制成,满足胶圈的滑爽性和抗静电效果要求;由于未经酸洗,其表面吸放湿性能、对温湿度的适应能力得以提高,表面摩擦因数一致性好、曲挠度高使胶圈的同步性能大幅提高,纺纱时上、下胶圈的牵伸滑溜小,有效减小锭差[5]。

表7 不同型号高性能胶辊纺纱指标及抗绕测试对比
2.1 成纱质量与清洗周期对比
高速纺纱、大定量、重加压工艺要求胶圈对纤维的控制能力更强,罗拉和胶圈内层的摩擦力更大,导致胶圈内层易出现啃伤问题而使其寿命大幅缩短[6]。高性能胶圈的表面修饰技术是通过在配方中添加润滑材料而达到酸处理的效果,胶圈表面摩擦因数差异小、运转同步性好,利于提高成纱质量,且锭间差异小。此外,高性能胶圈采用内层补强技术,在重定量、大牵伸纺纱工艺情况下,能够保持较长的使用周期。表8是兰翔高性能胶圈与国内外某品牌胶圈在不同纺纱品种的纺纱条干及清洗周期对比,可以看出前者性能较优。

表8 不同胶圈纺纱对比
2.2 同步性对比
为验证高性能胶圈同步性,试纺天丝赛络集聚纺9.7 tex纱,细纱后牵伸倍数为1.09,中、后罗拉隔距为45 mm,粗纱定量为4 g/(10 m),粗纱捻系数为85,上胶圈规格为39.5 mm×28.0 mm×0.9 mm,下胶圈规格为83.0 mm×30.0 mm×1.0 mm。
测试方法:用记号笔在上、下胶圈同一位置划线,观察上、下胶圈的位移量和同只胶辊左、右胶圈的位置差异;一般取上、下胶圈周长的整数倍,即:(83.0+1.0×2)π/(39.5+0.9×2)π×10=20.5圈 进行测试,其10锭胶圈位移量的均值见表9,可见高性能免清洗胶圈滑溜要明显小于其它胶圈。
2.3 不同纺纱品种清洗周期对比
表10为不同纺纱品种用胶圈清洗周期对比,可见高性能免清洗胶圈与进口胶圈相当,优于国产某胶圈。

表9 不同胶圈纺纱同步性测试
3 结语
高性能胶辊、胶圈能够适用大部分纤维纺纱,且在耐磨、抗损伤、抗油污及成纱质量方面有明显优越性,可减轻纺纱厂的管理压力和用工费用,能提高纺纱企业的生产效率,降低器材消耗成本,是纺企节能降耗、提升竞争力的有效途径。

表10 不同纺纱品种用胶圈清洗周期对比
猜你喜欢
建材世界(2022年6期)2022-12-10
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织科学研究(2021年6期)2021-07-15
棉纺织技术(2021年6期)2021-06-15
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
失效分析与预防(2020年1期)2020-06-17
山东纺织经济(2019年5期)2019-02-19
纺织导报(2015年6期)2015-12-31
