汽车车门常用包边工艺比较及技术难点分析
2019-10-21 09:41张宝红
汽车实用技术 2019年11期
张宝红
摘 要:文章首先综述汽车车门包边工艺,然后介绍和比较分析了目前汽车厂商常用的液压机加包边模系统和机器人滚边系统两种车门包边工艺,并重点阐述了机器人滚边成形工艺的技术难点。为适应汽车厂商小批量多车型生产模式的变化,自动化、柔性化程度越来越高的组焊生产线会更多地采用机器人滚边工艺进行车门包边成形生产。
关键词:汽车;生产技术;包边工艺
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)12-162-03
Abstract: This paper firstly summarizes the technology of automobile door bounding, then introduces and analyzes the two kinds of technology of hydraulic machine bounding die system and robot bounding system commonly used by automobile manufacturers. In order to adapt to the changes in the production mode of small batch multi-vehicle, the highly automatic and flexible welding production line will use the robot roller technology more and more to produce the door envelope forming.
Keywords: automobile; production technology; wrapping process
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2019)12-162-03
前言
在汽車行业竞争日趋白热化阶段,各大汽车厂商纷纷推出新车型抢占市场份额。新车型的推出速度犹如雨后春笋般,原有生产线单一车型大批量生产方式已被淘汰,取而代之的是能适应多车型小批量生产模式的生产线,并且这样的生产线柔性化程度也越来越高。同时受国际油价上涨和国家税收优惠政策的影响,省油的微型轿车越来越受到市场偏好,销量增速明显大于其它型号的汽车。原本做大排量高档汽车的企业也纷纷推出自己的微型轿车,使得利润原本不高的微型轿车细分市场,竞争愈加激烈,各厂商控制成本的需求迫在眉睫。基于以上两个方面,作为对汽车生产成本影响较大的组焊车间,其生产线的工装设备选择,也朝着低成本,高柔性化方面发展。
1 汽车车门包边工艺综述
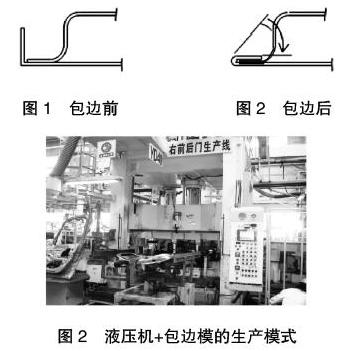
一般汽车的车门是由内板总成和外板两大部分构成,车门包边工艺就是将内外板进行扣合,通过车门外板边缘的塑性变形将内板总成一部分边缘包住的工艺过程(见下图)。包边量通常在5~15mm左右。传统的车门包边工艺有两种,一种是采用液压缸包边,利用液压缸作为动力源,直接通过压头传递压力进行包边的一种方式,这种方式包边速度较慢,包边质量欠佳,主要应用于载货汽车和农用机车的车门包边,轿车车门包边一般不采用。另一种是用液压机配一套包边模具的包边方式,这种方式的最大优点就是生产率高、工件质量稳定,大多数厂家采用这种工艺。除了上述传统的两种包边方式外,机器人滚边技术是近年来产生并得到迅速发展的一项车门包边新工艺。本文主要对后两种包边生产方式进行对比说明。略图:
2 液压机加包边模系统
目前,液压机加包边模系统仍然是大多数汽车生产厂商采用车门包边模式。该系统在设备选型上主要考虑生产效率是否能够得到满足,而较少考虑柔性化生产的需要。液压机包边系统最大的优点就是生产效率高,仍能低成本地满足各汽车厂家对车门这种单件大批量产品的生产需要。
液压机包边系统采用液压机进行包边,有上下包边模具,根据焊接车间的生产纲领决定是否配置换模装置,如果生产纲领小,一台液压机可带两套或三套包边模具,利用换模装置对模具进行定时更换。车门液压包边机根据包边车门的尺寸材质厚度等选型,一般选用200T~300T左右的液压机,液压机的外框尺寸由模具的外形尺寸、模高等决定,每个汽车厂商的包边模具制造标准不同,其匹配的包边设备也不同,所以液压包边机属于非标设备,其设计制造周期较长。液压包边系统的一次性投资较大,对土建的要求也较高,安装液压机时需要独立的地下基础。下图是国内某汽车厂商的液压机包边系统。
液压包边系统在进行车门包边时一般分为两步骤完成:预弯和压死。由下模预弯块和上模本曲仞完成。
3 机器人滚边系统
随着汽车行业向小批量多品种的生产模式转变,机器人滚边系统最近几年越来越多的被汽车厂商接受并应用。机器人滚边就是通过机器人带动滚边头,对外板翻边处施加压力使其发生塑性变形的过程。
3.1 机器人滚边系统的构成
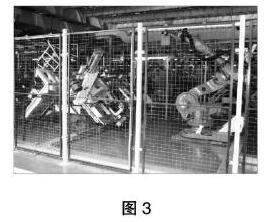
机器人滚边系统主要包括三大部分:下模具和内板定位机构、滚轮系统、机器人及其控制系统。下图是国内某汽车厂商的机器人滚边系统。
(1)下模具和内板定位机构
此系统由下模具和内板定位夹紧部分组成,下模采用整体铸造数控加工而成,其型面与车门外板的型面相吻合,起保证车门包边质量的作用。与下模连接在一起的有外板定位装置,外板定位优先考虑孔定位,如外板上设计无孔时,则考虑以外形定位。外形定位可使用限位挡块和弹簧挡块,其位置和数量设计应合理,防止外板位置产生位移。内板定位采用孔定位,可采用摆臂式、下模内置式或机器人抓持式,定位后夹紧装置夹紧内外板,机器人就开始进行滚边作业。
(2)滚轮系统
滚轮系统是由一组形状不同的滚边头组成,滚边时根据需要转换滚边头来完成滚边任务。由于滚边技术本身的特点,滚边过程一般分为3~4次完成,滚边头通常设计为45度、90度、成型轮等。
(3)机器人及其控制系统
车门滚边是通过加力或加压使车门外板发生塑性变形,从而包住内板,所以机器人在选型时,应具有较大的承载能力。考虑到包边的质量要求,机器人的重复精度应控制在±0.3MM左右。
3.2 机器人滚边成形工艺的技术难点分析
(1)成形后外板表面质量缺陷
滚边后的外板上会出现一些凹凸不平现象,这是一个综合性的问题,有可能是由于内板件在滚边结合区域存在凹凸不平、变形,这些缺陷滚边后就会印制在外板表面,需要与冲压联系解决内板变形的问题或在滚边前对内板变形的边子给予手工校正。遇到此类似的问题,需要具体问题具体分析,对有可能产生的原因逐一排查,直到最终找到问题的真正症结,这样才能对症下药,有效的解决问题点。
(2)外板包不住内板
这个问题容易出现在角部,主要原因是由于外板冲压件的翻边高度不足造成,解决途径主要靠修改冲压模具,保证外板有足够的翻边高度。
(3)堆料起皱
这个问题也容易出现在角部,产生的原因也是由于外板翻边高度和翻边角度不恰当造成。
解决办法是修改冲压模具,保证适当的翻边高度和翻边角度。如发动机罩的角部堆料问题,往往需要对冲压模具的进行多次手工修理,才能找到最合理的高度,从而解决角部堆料问题。
(4)出现尖角
这个问题同样容易出现在角部,产生的主要原因一个是由于翻边高度不足,另一个主要原因是滚边程序设计不当造成。解决对策需要具体问题具体分析,重点从上诉两个方面进行调查解决。
(5)直边出现波浪变形
这个问题主要集中在前后门中部的内板加强件滚边处,产生的主要原因是产品结构设计不当造成,通过调整滚边程序,可一定程度内降低其波浪变形缺陷。
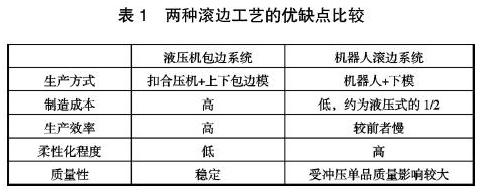
4 两种滚边工艺的优缺点比较(表1)
5 結语
综上所述,一台机器人的投资比一台进口液压机的投资相对少,机器人滚边系统使用的下模成本也比一套上下模的成本低,所以一套机器人滚边系统的投资额远低于液压机包边系统。
在带多套车门生产时,需要更换包边模具,机器人滚边系统只有下模,结构简单,换模相对更容易,容易实现自动化、柔性化生产作业。
机器人滚边速度比液压包边机慢,但可以满足中等规模的生产需要。如果生产规模扩大,可以根据需要在滚边系统里增加多台滚边机器人来提高生产产能。
综上所述,机器人滚边系统以它成形美观、柔性化制造、生产效率高、投入及维护成本低、作业面积小等显著特点正赢得汽车厂商的青睐,它将是今后车门包边成形技术的一个方向和趋势。
猜你喜欢
汽车与安全(2019年9期)2019-11-22
儿童时代·快乐苗苗(2017年7期)2018-01-24
东方教育(2016年8期)2017-01-17
新农村(2016年12期)2017-01-12
吉林农业·下半月(2016年11期)2017-01-09
纺织导报(2016年12期)2017-01-06
作文大王·低年级(2016年4期)2016-04-18
决策探索(2014年21期)2014-11-25
学苑创造·A版(2009年6期)2009-12-07
科学大众·小诺贝尔(2009年12期)2009-07-21