
大倍率高分辨率机器视觉远心镜头设计
2019-10-21 08:08景磊
现代信息科技 2019年12期

摘 要:本文基于机器视觉触摸屏在线监测的需求,设计了一款C口接口的大倍率物方远心镜头。该镜头包括9个玻璃镜片和一组胶合棱镜,通过适当的玻璃组合和像差平衡,该镜头具有4倍的放大倍率,65mm物方工作距,39.68mm的像方工作距,225mm的共轭距离,0.1度的远心角和0.3%的畸变,在166lp/mm具有优于0.4的MTF对比度,并带有同轴光接口,满足机器视觉的项目需求。公差分析表明该镜头具有良好的公差兼容性,可以进行大规模量产。
关键词:机器视觉;远心镜头;ZEMAX;光学设计;MTF;畸变;公差分析
中图分类号:TP391.41 文献标识码:A 文章编号:2096-4706(2019)12-0141-04
Abstract:This paper based on the requirement of on-line monitoring of machine vision touch screen,a high-power telecentric lens with C port interface is designed. The lens consists of 9 glass lenses and a group of glued prisms. Through proper glass combination and aberration balance,the lens has four times magnification,65mm object work distance,39.68mm image work distance,225mm conjugate distance,0.1 degree telecentric angle and 0.3% distortion. The MTF contrast of 166lp/mm is better than 0.4 and has a coaxial optical interface to meet the project requirements of machine vision. Tolerance analysis shows that the lens has good tolerance compatibility and can be mass produced.
Keywords:machine vision;telecentric lens;ZEMAX;optical design;MTF;distortion;tolerance analysis
0 引 言
触摸屏因为优良的触控体验已经越来越多地深入到大众电子消费品中,比如手机、平板电脑、商场选购屏等领域,成为非常重要的人机交互手段。常规的触控屏都由玻璃盖板、OCA粘接层、Sensor位、透明树脂和Driver位组成的触控IC构成[1]。其中,触控IC是触摸屏系统的核心组件,触摸屏通过触控IC感应压力来感知触控二维平面的位置。在实际的生产制作过程中,因为与上层玻璃盖板的接触和下方元件的挤压碰触,触控IC经常会折断、严重变形,从而降低触摸屏的感应效果。因此,触控类产品在大规模量产时都需要对触控IC的Sensor和Driver位进行检测分析,防止出现断线等不良情况。
近来,相对于人眼采用显微镜的方法更为无接触、高效率、判断精度高、客观化的机器视觉测量方式越来越受到大规模生产厂商的青睐[2]。基于触控Sensor位和Driver位的质量控制要求,机器视觉系统需要拍摄高分辨率的产品Sensor位和Driver位图片供算法系统进行分析,控制产品的缺陷,进行良率的在线测试和控制。在实际的产品生产中,因为传送系统的高度误差,实际产品的拍摄高度会有一定的差异,因此要求镜头的景深较大。基于分析样品缺陷的要求,镜头又需要较小的畸变来控制计算误差。测试产品属于电子线路级别的微区分析,因此要求成像系统有较高的分辨率,这就要求成像镜头有较大的放大倍率。基于微区分析的需求,成像光学系统又需要相应的照明光源来照亮产品供成像系统分析,因此成像系统需要预留相应的光源接口。
远心镜头具有低畸变、恒放大倍率和大景深的特点[3,4]。基于以上机器视觉需求,本文基于理论计算,合理选择初始结构,通过玻璃组合和相差优化设计了一款放大倍率为4倍,带有同轴点光源接口的物方远心镜头,经分析设计参数达到了使用要求,公差分析表明该镜头有比较好的加工装调可实现性。
1 设计技术指标
根据实际产品的测试需求,该成像镜头的设计需求如表1所示。
2.4 同轴点光源接口
根据棱镜折转光路的原理[5],该镜头选用棱镜将点光源的光导引反射至待测样品表面照明待测区域,考虑到棱镜的厚度不一致性会给成像光路引入色差,因此用胶合棱镜实现光路的转折和成像。
3 設计过程
3.1 初始结构的选择
远心镜头分物方远心、像方远心和物方像方双远心三种设计方法,在远心的一侧镜头具有随物距微小变化图像的放大倍率不敏感的特点。本文的镜头用以检测Sensor位和Driver位的缺陷,为降低设计难度,选用物方远心结构来进行设计。
本文设计的远心镜头具有4倍的放大倍率,大的工作距离(65mm),小的畸变,并需要在光路中预留折转胶合棱镜的安装位置,因此需要选取长中间距的远心镜头作为初始结构。初始结构的光路图如图1所示。
该双远心物镜具有4倍的放大倍率,中间第二和第三个镜片间隔达到140mm,物方工作距达到174mm,像方距离为25mm,畸变为0.1%,物方视场17.5mm,全部镜片都为球面,物方数值孔径为0.075。
3.2 像差矫正
将图1的双远心镜头数据带入ZEMAX软件进行优化。因为初始结构的数值孔径小于目标镜头的数值孔径,但长度却远远大于目标镜头。先在ZEMAX软件[7,8]中用TTHI操作数控物方工作距大于65mm,像方工作距大于17.52mm,总长度等于225mm,控制第二和第三个镜片的空气间隔大于30mm,同时增加数值孔径到0.167,采用Spot优化将散斑优化到最小。然后在第二和第三个镜片中间插入胶合棱镜组。用PMAG控制镜头的放大倍率,RAID、RAED控制镜片的入射出射角,用DIMX控制畸变,用RAID控制像面的远心角,同时采用Global Search优化系统的镜片材料补偿色差,在设计过程中经过多轮优化后得如图2所示的远心镜头。
该优化的4倍远心镜头为物方远心镜头,包含9个玻璃镜片和一组胶合棱镜,分为4组结构,光阑在第二组镜片的第一、二两个镜片之间,外部点光由胶合棱镜引导至镜头物面,其反射光被镜头收集成像。物方工作距为65mm,共轭距为225mm,相机一侧工作距为39.68mm,保证了C口的设计安装距离。
3.3 像质分析
该远心镜头的MTF曲线如图3所示,横坐标为空间频率,纵坐标为MTF值。从图中可以看出,在对应3μm分辨率的166lp/mm,中心视场MTF大于0.6,0.707视场的MT大于0.5,边缘视场的MTF大于0.4,可以保证该镜头在3μm分辨率要求下有比较好的成像清晰度。
该远心镜头的场区、畸变特性曲线如图4所示,横坐标为畸变百分比,纵坐标为光学系统孔径。从整个畸变曲线可以看出,该镜头的全视场畸变小于0.3%,满足系统设计的畸变需求。
远心镜头的垂轴色差曲线图如图5所示,横坐标表示垂轴色差的范围,纵坐标表示视场大小。从图中可以看出,系统的垂轴色差为1.43μm,小于待分辨3μm的一半,小于一个艾里斑半径,满足成像镜头的色差需求。
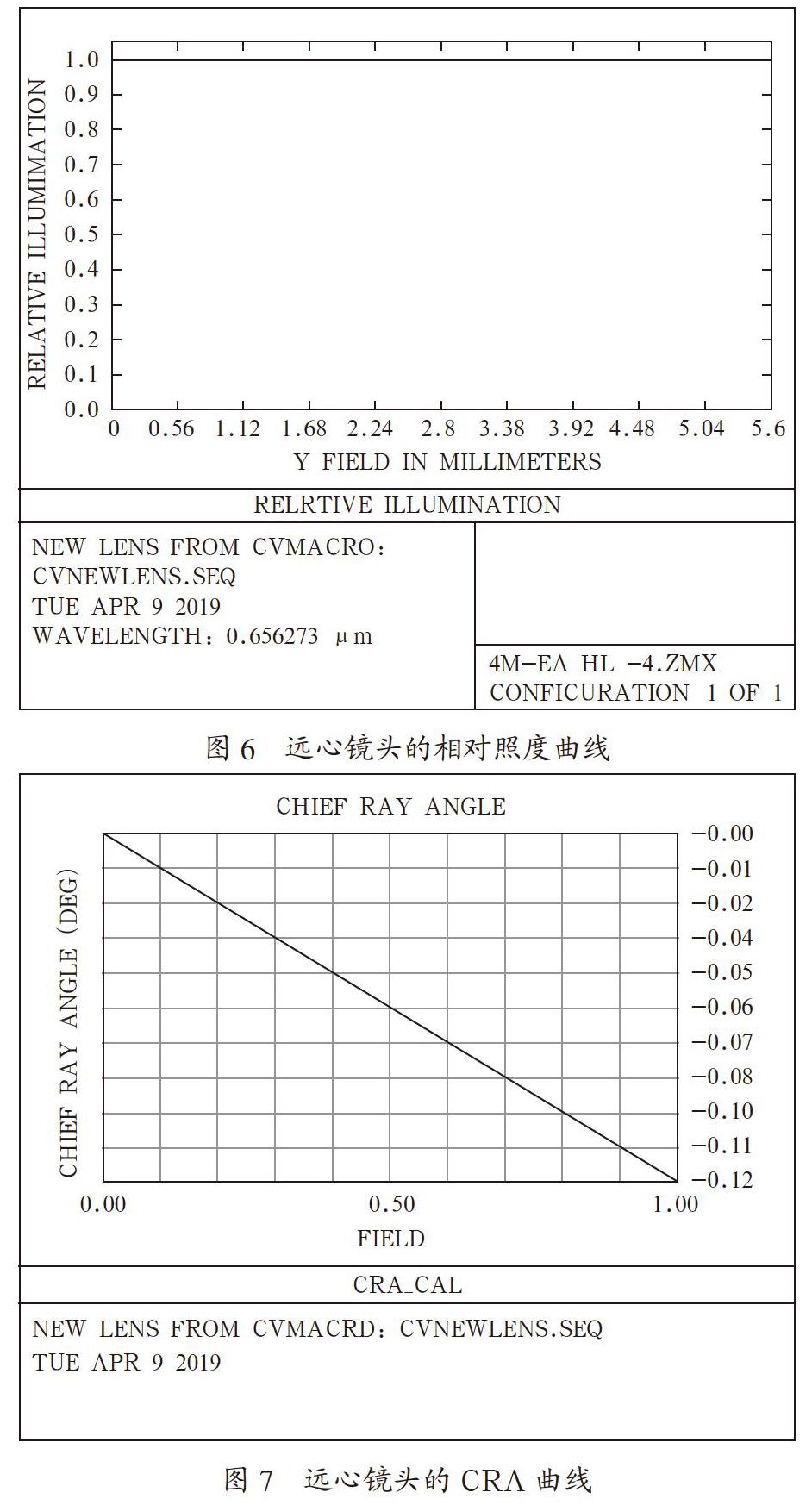
远心镜头的相对照度曲线图如图6所示,横坐标为视场,纵坐标为相对照度值。从曲线图可知,该镜头的中心和边缘的图像亮度一致性比较好,亮度最低点的相对值为0.999911,保证了镜头拍摄图片的亮度一致性,有利于图像算法的特征抓取和缺陷分析。
远心镜头的物方远心度分析图如图7所示,横坐标为视场百分比,纵坐标为远心角。从图中可以看出,随着视角的增大,整个视场的远心角平滑过渡,且最大远心角小于0.1,满足镜头的设计指标要求,可以保证该镜头在不同焦深的工作环境下有比较好的图像清晰度和小的图像变形。
3.4 公差分析
镜头在生产制造过程中不可避免地会有相对理想值的参数,参数偏差会导致镜头的实际生产效果相对设计值的不同程度下降。因此,公差分析是镜头设计的重要评估,是镜头生产制造的重要保障[9,10]。本文在ZEMAX软件中对光学镜头的镜片材料折射率、阿贝数,镜片生产中的镜片面偏心、镜片面倾斜、镜片面光圈、镜片局部光圈、镜片厚度和系统装配中的镜片偏心、镜片倾斜公差相对166lp/mm的MTF平均值做了公差分析。
经公差分析的几个影响最大的公差的敏感度如表2所示,该表列出了对166lp/mm MTF影响灵敏度最高的15个公差类型及其影响情况。
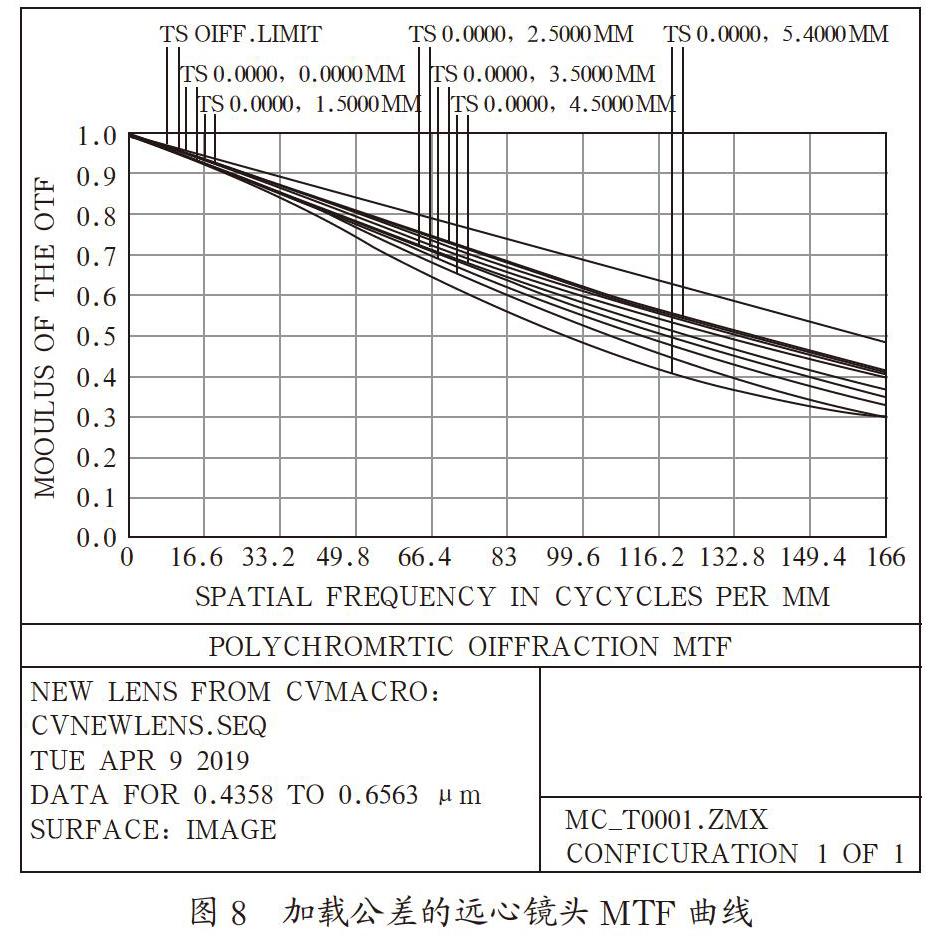
从该表可以看出:对镜头166lp/mm MTF影响灵敏度最高的为第9个面的厚度公差,对166lp/mm的MTF误差小于12%,满足成像镜头的像质要求。一个随机的公差文件MTF图如图8所示,其MTF在166lp/mm全视场依然大于0.3。公差分析可以证明,在综合考虑公差的情况下,该镜头的MTF满足批量生产的要求。
4 结 论
针对工业触摸屏Driver位和Sensor位的缺陷检测的具体需求和理论分析,本文运用ZEMAX光学设计软件设计了一款物方远心镜头。它有4倍的放大倍率、65mm工作距、225mm共轭距、较低的畸变、高的相对照度、能较好地矫正成像镜头的色差和物方远心度,并提供胶合棱镜的点光源接口,光学设计满足机器视觉远心镜头的技术指标。公差分析表明,该镜头具有优异的公差兼容性,满足批量生产的要求,可以应用到机器视觉在线自动化检测设备中。
参考文献:
[1] 周志敏,纪爱华.触摸屏实用技术与工程应用 [M].北京:人民邮电出版社,2011.
[2] 余文勇,石绘.机器视觉自动检测技术 [M].北京:化学工业出版社,2013.
[3] 潘兵,俞立平,吴大方.使用双远心镜头的高精度二维数字图像相关测量系统 [J].光学学报,2013,33(4):105-115.
[4] 李明东,高兴宇,陈朋波,等.基于机器视觉的高分辨率双远心物鏡设计 [J].光学仪器,2016,38(3):226-232.
[5] 郁道银,谈恒英.工程光学 [M].第4版.北京:机械工业出版社,2016.
[6] 萧泽新.工程光学设计 [M].北京:电子工业出版社,2003.
[7] 黄航星,金伟民,鲁丁.一款超薄非球面手机镜头设计 [J].应用光学,2010,31(3):365-369.
[8] 李岩,张葆,洪永丰,等.双视场红外光学系统的无热化设计 [J].应用光学,2013,34(3):385-390.
[9] 李晓彤,岑兆丰.几何光学·像差·光学设计 [M].杭州:浙江大学出版社,2003.
[10] 何远清,刘永基,翟奕.成像角膜曲率计的光学设计 [J].中国光学,2014,7(6):956-961.
作者简介:景磊(1983.06-),男,汉族,陕西城固人,工程师,硕士研究生,研究方向:光学。
猜你喜欢
科技视界(2017年11期)2017-08-29
电子技术与软件工程(2017年10期)2017-06-02
文艺生活·中旬刊(2017年2期)2017-03-18
电脑知识与技术(2016年28期)2016-12-21
科技视界(2016年26期)2016-12-17
科教导刊(2016年25期)2016-11-15
青年文学家(2016年27期)2016-11-02
软件工程(2016年8期)2016-10-25
科技视界(2016年22期)2016-10-18
科技视界(2016年20期)2016-09-29
