
基于超声波的压力机未熔合探伤检查研究
2019-10-21 08:08周媛
现代信息科技 2019年12期
关键词:超声波
摘 要:结合现有的技术体系来看,超声波探伤是一种较为重要的金属损伤探伤技术,在实际应用中的范围较为广泛,尤其是在一些管道工程的焊缝检测工作中,其应用优势更为明显。但是在实际工作中,超声波探伤技术也很容易受到各方面因素的影响,在一定程度上会影响具体检测工作的准确性,所以也会给其测定结果带来一定的影响。本文对某压力机未熔合部位超声波探伤项目进行了简要分析,希望可以给其他相类似工作的开展提供一些参考。
关键词:超声波;探伤检查;压力机
中图分类号:TG441.7 文献标识码:A 文章编号:2096-4706(2019)12-0152-03
Abstract:According to the existing technical system,ultrasonic testing is an important metal damage detection technology,which has a wide range of practical applications,especially in the weld detection of some pipeline projects. However,in practical work,the application of ultrasonic flaw detection technology is also vulnerable to various factors,to a certain extent,it will affect the accuracy of the specific detection work,so it will also have a certain impact on the results of its measurement. In this paper,the project of ultrasonic flaw detection for unfused parts of a press is briefly analyzed,hoping to provide some reference for other similar work.
Keywords:ultrasound;flaw detection;press
0 引 言
超聲波无损探伤检查可以实现较长的距离的检查,可以探伤的区域也较深,同时探伤所用设备运行速度快,重量轻,所以为很多探伤工作的开展带来了相应的便利。在正常情况下,超声波探伤并不需要准确判断出缺陷的类型和具体性质,但是对于一些承重结构来说,则需要较为详细的判断,本项目的压力机即属于此类型。本项目对于探伤人员的理论知识和实践经验都有着较高的要求,需要对材料的力学、化学以及声学等方面的性能有足够的了解,同时也要了解材料的焊接性能以及热处理知识,这样才能掌握具体波形产生规律,识别缺陷,找到可行的依据和标准来进行判断。在本项目中,经过总结和分析可以确定,超声波无损探伤有着良好的使用效果,可以在其他同类型项目中推广使用[1]。
1 项目概况
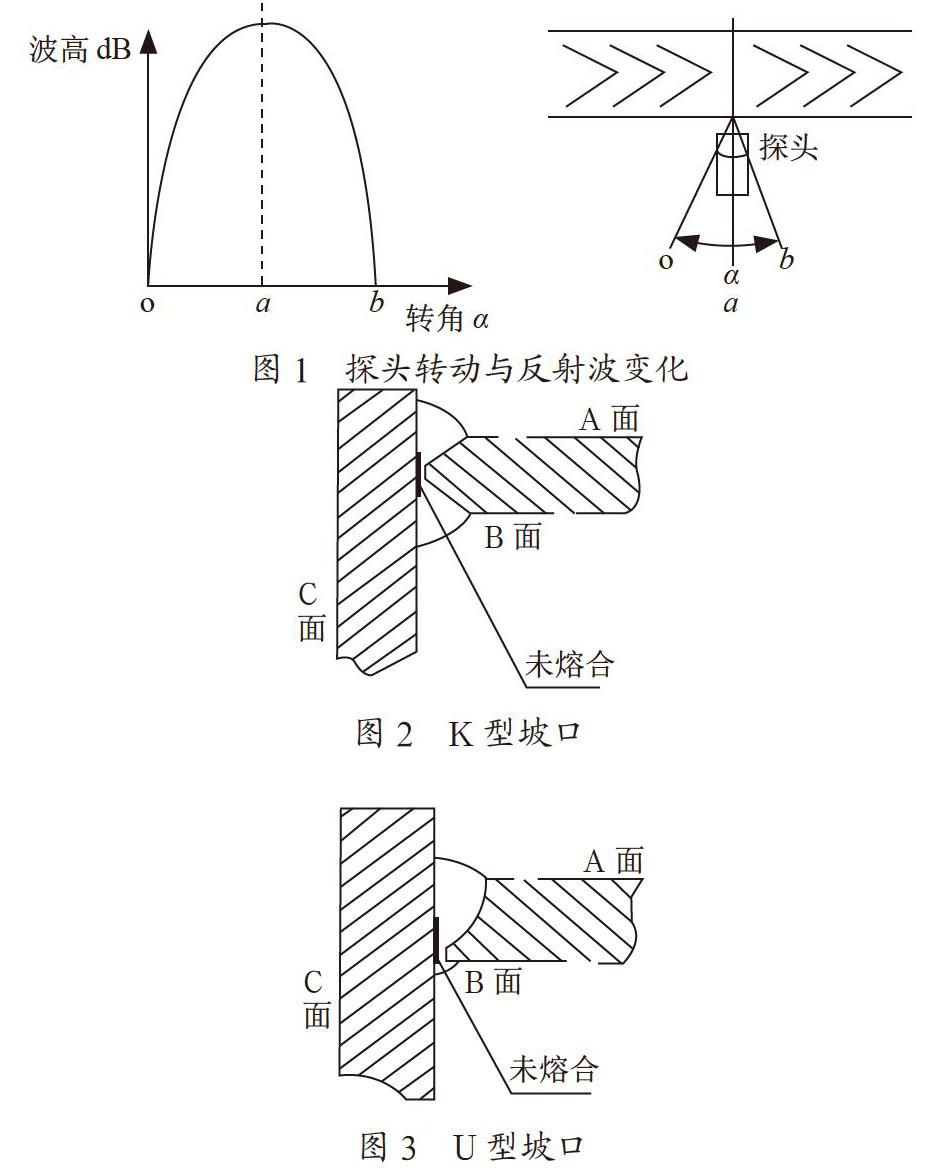
本项目为对压力机进行的无损检测探伤项目。在本项目中,最有参考价值的内容为针对K型和U型坡口的焊缝探测处理。在以往的超声波探伤工作中,其流程如下:应用超声波对角焊缝进行测量,之后移动探头找到缺陷的前后、左右、环绕和转角,上述步骤的操作方式和对接缝缺陷查找基本相同。但是需要注意的问题是,如果超声波主声束和角焊缝坡口在垂直角度时有最强烈的反射讯号,此时沿角焊缝方向进行平移,则未熔合缺陷的反射波并不会出现任何变化。此时将探头前端固定下来,让主声束旋转呈α角,则反射波就会出现减弱,探头转动与反射波变化如图1所示。
在本次测量工作中可以发现,未熔合的缺陷坡口的直段边缘,K型坡口的缺陷深度在整体角焊缝当中处于边缘位置,半U型坡口的缺陷深度则在根部,K型坡口和U型坡口分别如图2和图3所示,该现象也在多次返修过程中得到了证实。
2 检测难点
应用超声波检测对角焊缝未熔合位置进行判断需要结合如下规律:根部的未熔合区域与焊缝底角反射强度和位置较容易形成混淆,需要探伤工作人员有相应的实践经验,做好判断。除此之外,探伤面的选择中,即使是应用斜探头横波检测长度为50%的焊缝,也需要应用100%的检测,如果仅仅取50%检测,则很容易出现漏检问题,所以需要两个检测人员互相进行复检,重点检测可能存在缺陷和遗漏的位置。检测过程中,可以应用短前沿斜探头,检测波上使用一次波,这样可以大大提高检测准确率[2]。
超声波无损探伤检查工作需要遵循一定的技术标准来开展。举例来说,操作人员在具体检查方式的选择上,需要对所检查的物体有足够的了解,研读图纸和技术规范。另外,也需要以图纸要求的检测标准为基础,寻找合适的方法提高查找效率。
超声波无损探测处理也需要基于理论支持。举例来说,其需要用作全熔透焊缝,所以需要按照相应的比例进行抽检。超声波无损检测的使用还需要在局部焊缝的探测过程中注意较多的因素,如果在检测过程中存在无法检测的问题,则需要增加探测长度,如有需要,还需要对该部位进行100%探伤[3]。
3 检测过程与结果
3.1 检测方法
3.1.1 纵波双晶直探头6dB法
在对钝边的宽度进行测量的过程中,可以应用声束带横过缺陷部位进行扫描检查,之后将钝边前端和末端的回波加以记录。之后在附近移动探头,使钝边前端的回波达到最大值,将探头向后移动,从而使回波下降到6dB,在这种情况下,可以确保在声束前部边缘的基线上,将声程点显示出来,因而可以确定缺陷的前部边界。同理,如果可以应用缺陷后端边界来标出,则需要将钝边的后端回波达到最大波幅,之后即可用声束的后部边缘来再现上述过程。在这样的检测步骤下,钝边的前边界和后边界距离等同于钝边宽度[4]。
在该检测项目中,有以下几点需要工作人员重视:双晶直探头的选择上,需要结合翼板的实际情况进行选择,其中翼板的厚度是最为重要的一项参数。双晶探头探测可以有效地克服单直探头检测中钝边宽度大小对边界测量所造成的影响,举例来说,在正常情况下,单直探头对于短钝边的测量,其结果大多会偏大,而长钝边的结果则大多偏小。在本项目中,所应用的双晶直探头在钝边尺寸为0.5cm以上时,则不会受到影响,可以很好地保证测量精度。
3.1.2 横波缺陷尖端回波法
在一束超声波到达缺陷时,即可在缺陷的端头收到一个回波。在横波缺陷尖端回波方法当中,缺陷的高度确定是结合缺陷末端所得到的峰值回波过程中探头所在的位置上声程距离以及探头所形成的折射角度确定的,该数值用几何方法确定。总体来看,横波缺陷尖端回波法在当前的测量工作中有一定的优势,误差较小,适用性广泛,并且测量精度高,可以在很多不同类型测定工作中使用。
在超声波未熔合部位的缺陷检测工作中,如何选择探头K值也是一个重要问题,经过实践对比以及分析最终确定,检测K型坡口角焊缝缺陷的斜探头,K值以2为最优,1.8~2.2之间都可以取得,具有较好的应用效果[5]。
在半U型坡口角焊缝缺陷的斜探头上,K值可以取2.5,在2.2~2.6之前都有较好的准确率,每个探头测量K值都需要保证0.1的精度,如在检测中发现复核探头K值的变化在0.1以上,则需要进行校正,再重新使用。找未熔合部分也可以在直探头检测,从未熔合部位的产生原因来看,角焊缝直段的母材厚度较大,焊接过程中会产生较为严重的缺陷,而坡口的另一侧的母材厚度较薄,所以散热速度慢,和焊条很容易熔合在一起,在该部位是不容易出现未熔合缺陷的。
3.2 结果分析
在本压力机检测项目当中,对于检测过程中发现的钝边超标位置进行了一定的修补。在修补工作中,将两种方法测得的检测结果以及实际缺陷进行了比较和总结,确定了其误差可以控制在较小的1mm范围内,最终可以确定,上述两种方法都可以用于钝边宽度的判断和测量。
在对焊接性能进行超声波检查之前,需要从多个方面做好准备工作。举例来说,气孔检查、夹渣检查以及裂缝检查等等。下面对这几项检查内容进行总结:
(1)气孔检查在焊接检查工作中处于基础地位。在人们的认识中,单一气孔上的回波高度较低,同时波形都为单峰,可以保证较高的稳定性,并且可以实现多个方向的探测。这样得到的反射波是大体相同的,然而稍微移动探头就会消失。除此之外,气孔检查过程中,集气孔也会产生反射波,并且也会随着气孔的缩减而出现一定的变化。探头在以定点的形式运行时,也会出现一定的波动,其最常见的原因是焊材并没有按照相应的温度进行烘干,从而导致了焊条表皮变质和脱落的问题。需要注意的是,焊芯的锈蚀问题没有经过彻底清理,同时人工焊接过程中产生了较大的电流,所以在气孔检验过程中,操作人员需要对上述问题予以重视。
(2)夹渣检查对于超声波无损探伤检查相當重要。多数情况下,点状夹渣内回波信号是锯齿开关,所以波幅有限。另外,条状夹渣上波形时常会出现树枝状,而且主峰边缘有其他小峰且探头平移波幅出现变化,操作人员对其展开检测时能够发现,从多个方向检测时反射波都不一样,简单地说,这种缺陷出现的关键原因在于,焊接电流较小或是速度太快以及熔渣未及时浮起,并且焊缝边缘处理不彻底,为此,操作人员需要采用标准的焊接电流以及合理选取运条方向和焊接速度,不断提高超声波无损探伤检查的运用效果。
(3)裂缝检查属于焊接质量中超声波无损探测检查的关键环节。一般情况下,裂缝中回波高度会很大,且幅度很宽,而且会产生多峰的现象,但当探头移动时,反射波一般会产生持续变化。另外,在探头运行后,裂缝的波峰一般会产生上下错动的现象。值得注意的是,裂缝是一种十分危险的情况,该问题的存在不但会影响焊接接头的质量,并且还会导致应力过度集中,这也是导致结构开裂的重要原因。因此,工作人员在检查裂纹的时候,一定要提升焊条和焊剂的碱性,配合必要的预热保温措施,并使用科学的焊接顺序以及增加焊缝收缩过程的自由度,使焊接质量中超声波无损探测检查处理效率不断提高。在本项目设施检测工作中,超声波无损探伤检查的运用得到了高度关注。操作人员需要全面掌握超声无损探伤检查的相关内容,进而在此基础上通过实践工作的合理使用,促使超声波无损探伤检查总体质量的提升。
4 结 论
结合上文所述,我们不难发现,超声波探伤检测技术的优势是非常明显的,不仅检测效率和准确率高,同时检测设备较为轻便,所以应用越来越广泛,但是在具体的检测工作中需要我们做好如下措施,这样才能从根本上提高超声波检测工作:
首先,在工作中需要确认工作人员的检测操作资格,确保检测人员的操作能力和检测水平,从根本上杜绝探测误差的出现;其次,对所应用的超声波探头进行必要的定期检验和校准,这样才能不断提高检测准确率,保证合理性;在具体检测工作中,也需要及时检验波幅曲线,控制探伤距离,提高探伤准确率;最后,需要选好材料的耦合剂。总之,超声波探伤技术是当前针对金属材料进行无损探测的重要技术,在工作中需要从多个方面采取措施进行总结,分析可行质控要点。本文结合某压力机超声波无伤检测项目对该技术进行了分析,希望对业界有所助益。
参考文献:
[1] 段宏伟,张德智.棒材超声横波检测时缺陷反射回波的识别 [J].中国科技投资,2013(18):155.
[2] 虞雪芬,戈浩,金南辉.基于回波信号的纵横波幅度相对量的缺陷性质判定 [J].无损检测,2015,37(11):60-63.
[3] 牛志远,姜超.金属焊缝超声波横波探伤缺陷回波信号的研究 [J].建材发展导向(下),2017,15(11):50.
[4] 赵新玉,刚铁,张碧星.基于平底孔反射体的双晶直探头测量模型 [J].物理学报,2008(8):5049-5055.
[5] 李鹏频,李江,刘贵吉,等.双晶聚焦纵波相控阵检测系统在双相不锈钢管线中的应用 [A].海洋工程论文集 [C].中国造船工程学会,2014:9.
作者简介:周媛(1989.02-),女,汉族,江苏武进人,助理工程师,本科,研究方向:质量检测。
猜你喜欢
中国典型病例大全(2022年7期)2022-04-22
中国典型病例大全(2022年9期)2022-04-19
学苑创造·C版(2021年4期)2021-04-19
大自然探索(2021年11期)2021-01-05
家庭百事通·健康一点通(2020年11期)2020-11-30
今日健康(2020年3期)2020-06-29
小星星·阅读100分(高年级)(2019年3期)2019-04-19
小天使·六年级语数英综合(2018年10期)2018-10-15
科学与财富(2017年18期)2017-07-09
军事文摘·科学少年(2016年7期)2016-09-20
