
基于DOE的激光焊接工艺优化研究
2019-10-21 08:08郭正松
现代信息科技 2019年12期
关键词:正交试验

摘 要:激光焊接工艺已大规模出现在汽车制造产业,成为汽车制造业的突出成就之一。在汽车电子生产过程中,激光焊接工艺逐渐运用于汽车电子传感器的密封之中。在汽车电子传感器生产过程中,发现焊接完成后成品焊接强度不稳定,无法满足产品质量要求。经分析研究,焊接强度主要由焊接功率、焊接压力、焊接速度和冷却时间等工艺参数决定。本文采用试验设计方法(Design of Experiment,DOE),以焊接强度高和焊接时间短为试验的主要指标,选取以焊接功率、焊接压力、焊接速度和冷却时间作为影响因子,运用L9正交试验方法设计试验方案,通过现场激光焊接机对9组试验方案进行样品制作,并对焊接强度与焊接时间进行分析,获得最佳的焊接工艺参数为焊接功率为150W、焊接压力为1500N、焊接速度为210mm/s、冷却时间为1s。将最优参数运用到生产中,结果显示采用DOE方法对激光焊接工艺参数进行优化,提高了汽车电子雷达传感器的焊接强度,同时也减少了焊接时间,提高了生产效率。
关键词:汽车电子传感器;焊接强度;焊接时间;DOE;正交试验
中图分类号:TG44;TG456.7 文献标识码:A 文章编号:2096-4706(2019)12-0165-03
Abstract:Laser welding technology has appeared in the automobile manufacturing industry on a large scale,and has become one of the outstanding achievements of the automobile manufacturing industry. In the process of automotive electronic production,laser welding technology is gradually applied to the sealing of automotive electronic sensors. In the process of automotive electronic sensor production,it is found that the welding strength of finished products after welding is unstable and can not meet the product quality requirements. Through analysis and research,the welding strength is mainly determined by welding power,welding pressure,welding speed,cooling time and other process parameters. In this paper,the design of experiment(DOE) method is used to design the acting scheme,taking the high welding strength and short welding time as the main indicators,selecting the welding power,welding pressure,welding speed and cooling time as the influencing factors,using L9 orthogonal test method to design the acting scheme,making nine groups of test schemes by on-site laser welding machine,and strengthening the welding. The analysis of degree and welding time shows that the optimum welding parameters are welding power 150W,welding pressure 1500N,welding speed 210mm/s and cooling time 1s. The optimal parameters are applied to production. The results show that the DOE method is used to optimize the laser welding parameters,which improves the welding strength of automotive electronic radar sensor,reduces the welding time and improves the production efficiency.
Keywords:automobile electronic sensor;welding strength;welding time;DOE;orthogonal test
0 引 言
随着激光焊接在汽车电子传感器组装生产中的广泛使用,焊接强度会直接影响汽車电子传感器的质量,因此焊接强度低是生产过程中需要重点解决的问题。影响焊接强度不良的因素有很多,包括焊接功率、焊接压力、焊接速度和冷却时间等。选择合理的焊接工艺参数是提高焊接质量的主要方法之一。然而在实际生产过程中,由于需要考虑产品生产成本,以及产品生产周期,未有大量生产成本与时间进行试验,因此在生产过程中,合理的试验设计是减少激光焊接工艺优化时间的重要途径。
试验设计方法(Design of Experiment,DOE)是一种科学的研究方法,通过正交表设计进行一系列试验,用来分析研究多因素之间的相互作用,从而确定各种影响因素下的最佳方案[1]。目前,航天、医学、汽车电子已逐渐将该方法运用到多目标优化中,因此DOE方法成功被引进到工厂激光焊接工艺优化中,以提高焊接强度,降低生产成本和缩短生产周期[2]。
本文运用DOE正交试验法,将汽车雷达电子传感器作为研究对象,研究不同的激光焊接参数对焊接强度和焊接时间的影响,从而获得最佳的焊接工艺参数。
1 激光焊接工艺分析
激光焊接是一种高效精密的焊接方法,它具有激光束热源能量高的特点。汽车电子传感器焊接利用不同材料间的透光率和吸热率不同,通过激光透射过汽车电子传感器盖子照射到外壳上,激光辐射加热外壳表面,表面热量向内部扩散,使外壳吸热熔化,同时在焊接过程中施加一定的压力,将盖子与外壳紧密结合在一起,以达到对其密封的效果。
2 DOE试验方案的确定
2.1 试验指标
根据产品生产质量要求与生产效率要求确定DOE试验的指标有两个:一是焊接强度高,二是焊接时间短。
2.2 试验因子
根据影响焊接强度和焊接时间的因素来确定试验因子。本文选取焊接功率A、焊接压力B、焊接速度C和冷却时间D作为试验因子,且每种因子具有3水平,DOE试验因子水平表如表1所示。
2.3 DOE正交试验设计
在设计试验的过程中,运用DOE正交试验法可以减少试验次数。综合考虑本试验中试验因子数和水平数,选用L9正交试验表进行试验设计,试验条件如表2所示,因素1为焊接功率,因素2为焊接压力,因素3为焊接速度,因素4为冷却时间,水平1、2和3代表不同因素的参数。
3 DOE模拟结果的讨论及分析
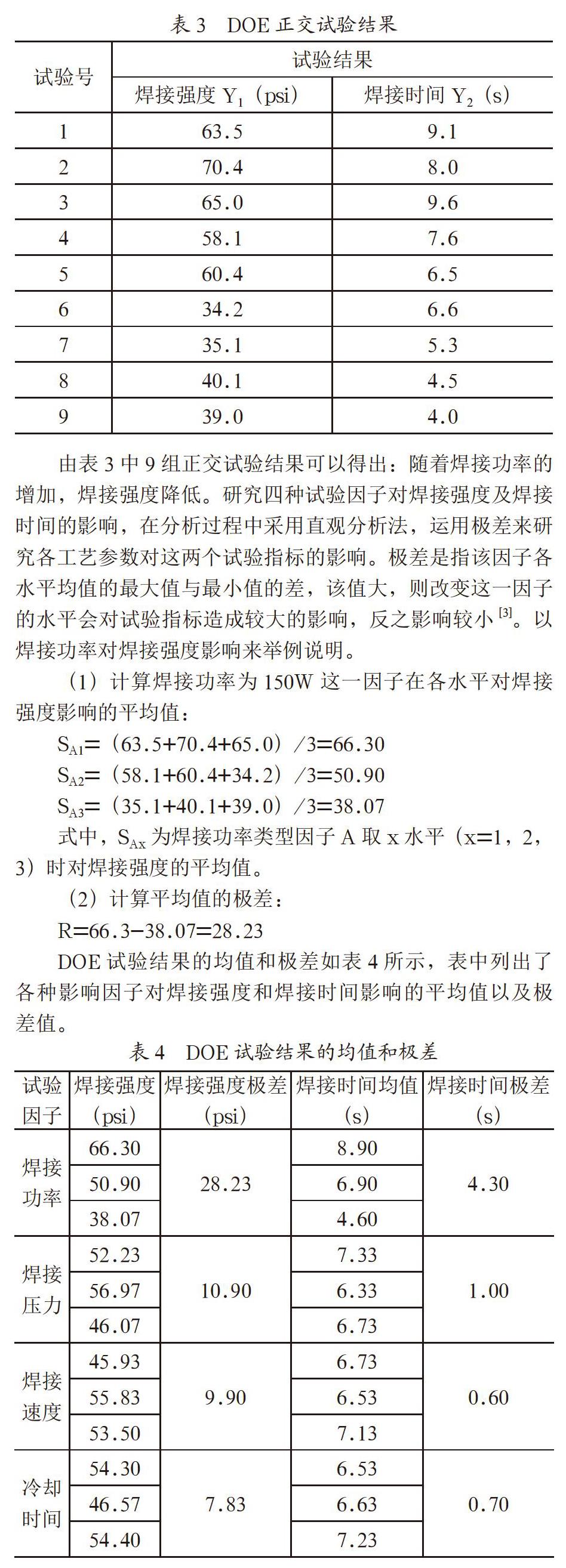
在试验设计中,预先确定两个汽车电子传感器焊接工艺DOE试验指标,通过在激光焊接机台设定不同的参数,生产产品,对产品进行强度试验,得到不同参数下的焊接强度与焊接时间。DOE正交试验结果如表3所示,各组DOE正交试验方案的两个试验指标分析结果,其中Y1为焊接强度,Y2为焊接时间。
由表3中9组正交试验结果可以得出:随着焊接功率的增加,焊接强度降低。研究四种试验因子对焊接强度及焊接时间的影响,在分析过程中采用直观分析法,运用极差来研究各工艺参数对这两个试验指标的影响。极差是指该因子各水平均值的最大值与最小值的差,该值大,则改变这一因子的水平会对试验指标造成较大的影响,反之影响较小[3]。以焊接功率对焊接强度影响来举例说明。
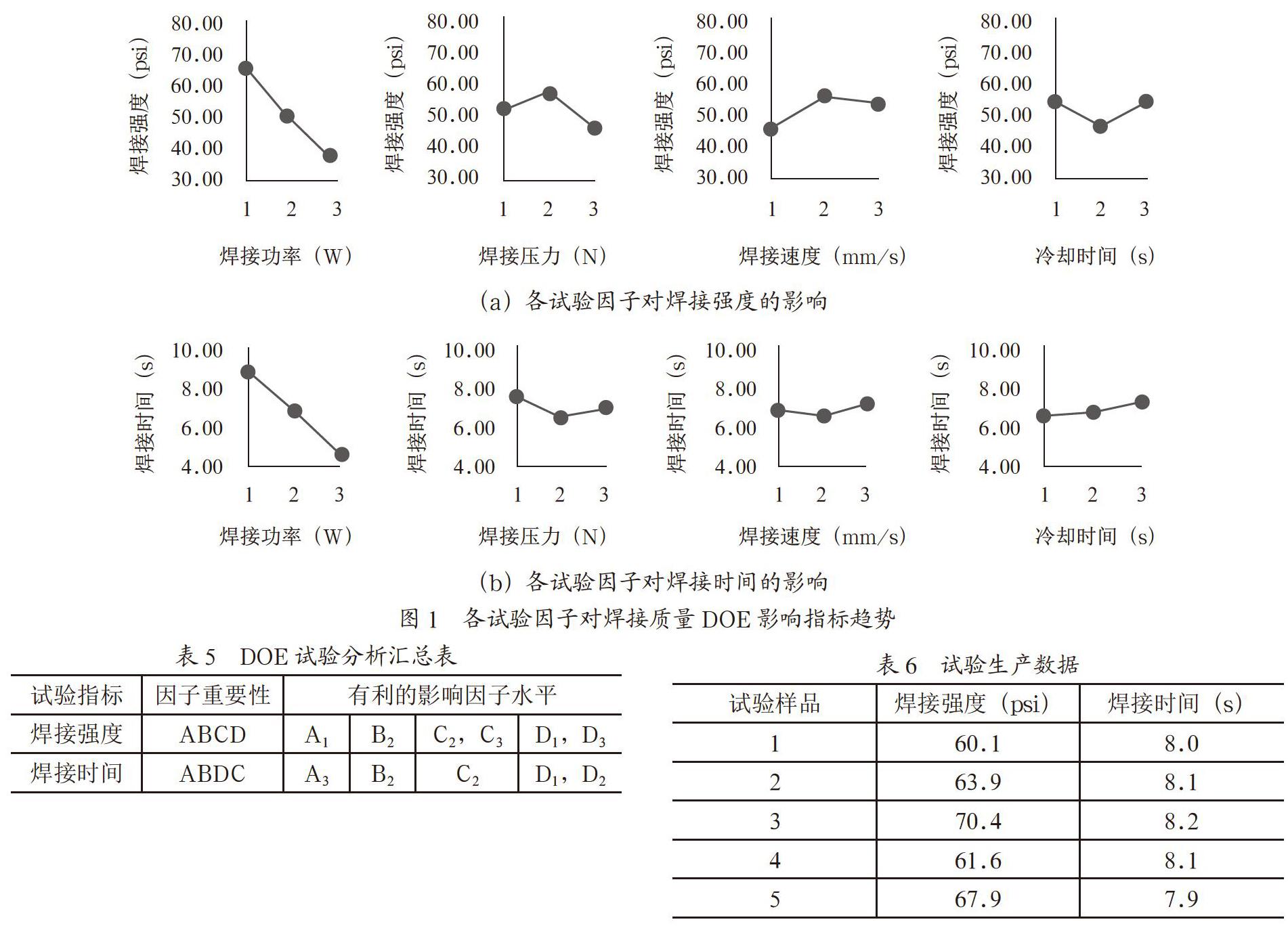
各试验因子对激光焊接质量的影响趋势如图1所示,图1(a)为各因子取不同水平对激光焊接强度的影响及变化趋势,可以看出焊接功率对焊接强度的影响最大,其次是焊接压力和焊接速度,而冷却时间的影响最小。同理,由图1(b)可以看出各因子不同水平对焊接时间的影响,焊接功率对焊接时间的影响最大,另外3个因子影响较小。
分析各因子对焊接强度和焊接时间的影响大小,DOE试验分析汇总表如表5所示。其中A、B、C、D分别代表4种试验因子,1、2、3分别代表各试验因子的3种水平。例如:A1表示激光功率这一因子的第1个水平,C2表示焊接速度这一因子的第2水平。
焊接强度直接影响汽车电子传感器的质量,增加产品报废,所以分析中要求把焊接强度作为第一指标,与此同时尽可能减少焊接时间。从表5可以看出以下几点:
(1)作为第一试验指标的最大影响因子A,应选取对焊接强度影响大的因子A1,而能够减少焊接时间的A3应优先服从于A1的选取;
(2)因子B选取B2时既能增加焊接强度,同时又能减少焊接时间;
(3)因子C,C2对于焊接时间和强度都有好的影响,因此选择C2;
(4)因子D,D3或D2会使2个试验指标相互冲突,因此选取对两个指标均有利的因子D1。
因此,汽车电子传感器激光焊接的最佳工艺参数方案为:A1B2C2D1。
4 生产验证
根据DOE正交试验分析得到的激光焊接最佳工艺参数运用到生产过程中,试验生产数据如表6所示,焊接强度已经达到了电子传感器的质量要求。
5 结 论
(1)基于DOE正交试验,优化激光焊接工艺参数进行试验,得到最优工艺参数,其最佳方案为A1B2C2D1,即焊接功率为150W、焊接压力为1500N、焊接速度为210mm/s,冷却时间为1s。
(2)根据DOE正交试验得到的最优激光焊接工艺参数进行实际生产验证,并对其成品进行强度验证,从而确定焊接强度得到提高,达到生产质量要求。
(3)在生产工艺优化过程中,合理运用DOE正交试验方法,不仅可以缩短优化周期,还可以减少样品试验成本。
参考文献:
[1] 向青春,张伟,邱克强,等.基于DOE的大型下架体铸钢件铸造工艺优化研究 [J].机械工程学报,2017,53(6):88-93.
[2] 溫术来,程荆卫,李红,等.十六烷基三甲基溴化铵对液相还原法制备钴颗粒形貌与磁性能的影响 [J].材料工程,2014(8):21-26.
[3] 张伟.特大型旋回破碎机中架体和下架体的铸造工艺优化 [D].沈阳:沈阳工业大学,2015.
作者简介:郭正松(1989.11-),男,汉族,江苏宝应人,助理工程师,硕士,研究方向:电子工艺。
猜你喜欢
汽车工程学报(2016年5期)2017-01-16
佛山陶瓷(2016年12期)2017-01-09
中国医药导报(2016年28期)2017-01-06
中国医药导报(2016年30期)2016-12-28
山东工业技术(2016年23期)2016-12-23
山东农业科学(2016年11期)2016-12-17
安徽理工大学学报·自然科学版(2016年1期)2016-12-14
湖北农业科学(2016年18期)2016-12-08
科技视界(2016年18期)2016-11-03
科技视界(2016年20期)2016-09-29
