
SAN树脂异色点产生因素探究
2019-10-23 07:24孙景超张琦陈伟峰董文慧
天津化工 2019年5期
孙景超,张琦,陈伟峰,董文慧
(天津大沽化工股份有限公司,天津300455)
1 SAN树脂工艺简介
1.1 SAN树脂工艺简介
SAN树脂是通过本体法聚合反应制得苯乙烯丙烯腈的共聚物,生产过程为连续性生产,是生产ABS 产品的主要原料。为ABS 提供流动性,拉伸力,弯曲,硬度和热扭曲特性。其分子量及苯乙烯与丙烯腈的比例的变化能稍稍改变最终产品的特性[1]。SAN 装置工艺流程简图见图1:
SAN树脂的质量指标主要有异色点、熔融指数、残留单体、黄色指数,百粒重等,其中异色点对ABS 的影响较大,本文通过对SAN树脂异色点产生因素分析,寻找有效的控制措施,从而保证SAN 产品质量稳定性。
1.2 异色点检测方法介绍
1.2.1 测试仪器介绍
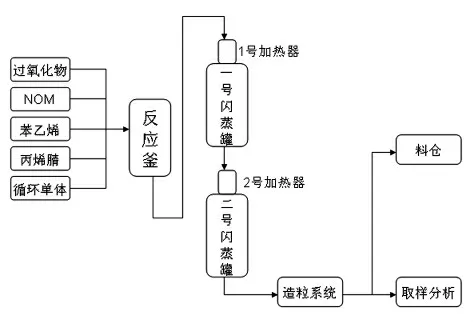
图1 SAN树脂生产工艺简图
SAN 粒子检测采用PS-25C 异色点检测仪,通过对定量SAN 粒子中黑点、黄点和其他异色点进行拍照,数量统计,来达到检测目的。异色点检测仪见图2。

图2 PS-25C 异色点检测仪
1.2.2 异色点测试方法介绍
异色点测试步骤如下:用干净的取样器取100gSAN 粒子,倒入异色点检测仪;实验人员将检测仪参数设定好;
(1)对PS-25C 异色点检测仪进行校准;
(2)程序运行过程检测,防止卡料造成计算错误;
(3)程序运行结束,异色点数量统计。
2 异色点产生因素分析
2.1 生产工艺对异色点影响
2.1.1 反应釜进料的影响
SAN 所用的原料尤其是主原料有变化,会对产品的色差有影响[2],反应釜进料由过氧化物、NOM、苯乙烯、丙烯腈和循环单体组成,其中NOM 主要影响产品的熔融指数,熔融指数影响SAN树脂的流动性,熔融指数高,SAN树脂流动性好,管线压力低,熔融指数低,SAN树脂流动性差,管线压力高。因SAN 装置是连续生产,物料管线及加热器上会有高温碳化的物料,如果管线压力高,会将碳化料带入系统,从而增大了异色点的数量。以下是不同熔融指数、管线压力及异色点情况。
以下是5 号生产线生产牌号AS-103,在7200Kg/h 产量下,不同NOM 加入量对异色点数量的影响。
由图3 可知,熔融指数越高,管线压力越高,异色点数量越大。
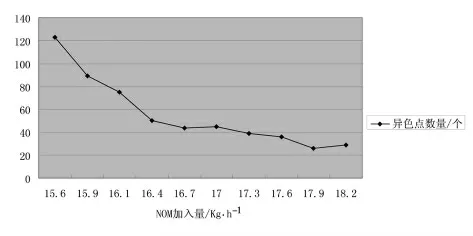
图3 不同NOM 进料量对异色点数量的影响
2.1.2 系统各区域温度的影响
要保持SAN树脂熔融态,系统温度至少要在120℃以上,所以在整个生产过程中,都需要用导热油给SAN树脂伴热。其中一闪加热器和二闪加热器温度较高,对SAN树脂的透明度影响最大,不同产量下,泵的输出不同,加热器的温度也相对应的发生变化。同等输出下,加热器温度高,会使物料发黄,甚至碳化,造成异色点增多;加热器温度低,会使物料温度低,管线压力增大,会使管线及加热器上的碳化料进入系统,造成异色点增多[3]。
以下5 号生产线生产牌号AS -103,在7200Kg/h 产量下,不同温度控制下异色点情况。
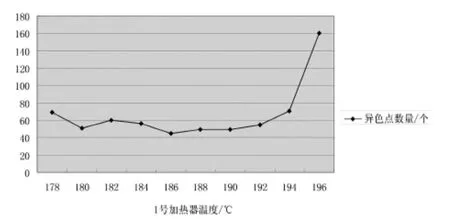
图4 1 号加热器温度对异色点影响
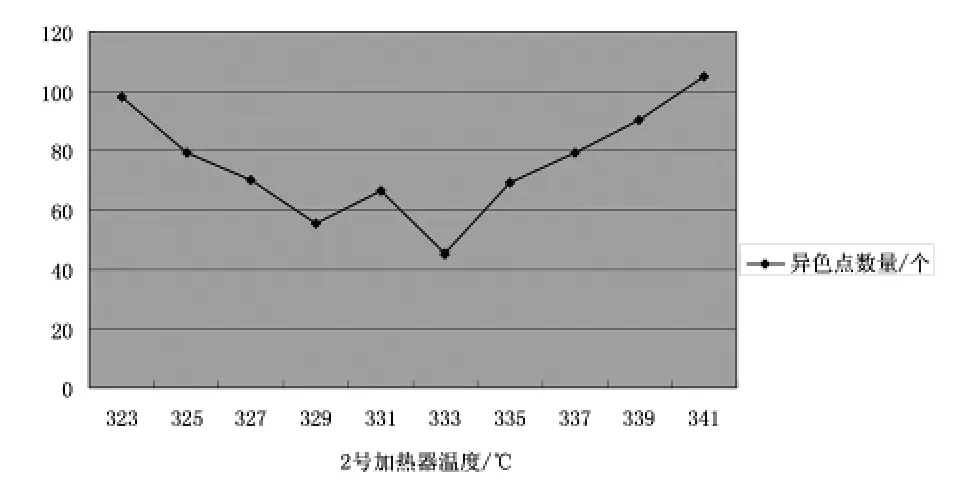
图5 2 号加热器温度对异色点影响
从以上数据可知,加热器温度高或低都会使异色点数量增多。
2.1.3 真空系统的影响
SAN树脂是通过本体法聚合反应制得苯乙烯丙烯腈的共聚物,反应转化率是65%,未反应的苯乙烯和丙烯腈单体需要通过真空系统脱除,真空波动会使物料流动性波动,从而使管线压力波动,将加热器或闪蒸罐壁上黄色料和碳化料带入系统,从而导致异色点升高。
其中真空对异色点数量影响趋势见图6。
从图6 中数据可知,真空波动会使异色点数量增多。二闪真空波动也会对异色点产生影响,但影响程度要比一闪真空影响程度小,再次不再陈述。
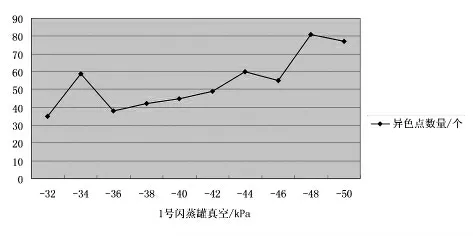
图6 1 号闪蒸罐真空对异色点数量的影响
2.2 设备对异色点影响
2.2.1 长期连续使用设备的影响
SAN树脂生产工序中,长期使用的设备包括马格泵、加热器、造粒机。设备长期连续运行,会使碳化料增多、设备密封泄露以及设备磨损造成系统不稳定,从而使异色点增多。
①马格泵的影响。马格泵长期连续运行,会造成密封泄露,进而使物料从密封处泄露,清理过程需要停马格泵,且清理时间长,这就会造成物料长时间停留在反应釜中,影响物料的形态和系统稳定性,马格泵重新启动后,需要将泵的输出提高来降低反应釜液位,提高泵输出会增大管线压力,管线压力增大会使管线及加热器上的碳化料带入系统,使异色点数量增多。
②加热器的影响。加热器因长期处于高温状态,列管内部会有部分物料碳化,并积聚在列管中,随着碳化料的增多,降低了加热器的换热效率,为了保持系统平衡,需提高加热器温度,但提高温度会进一步增大碳化料的数量,碳化料会随着物料带入系统中,SAN 粒料的黄色指数也会升高,使SAN 粒子异色点数量增大,造成ABS 产品色差变大[4],影响质量。
③造粒机的影响。造粒机运行过程中,切刀与模头通过液压系统紧紧贴合,长期运行会使模头磨损,使SAN 粒子形态不规则,且产生粉末较多,易造成造粒系统停车,停车后物料长期囤积在系统内会使物料形态和颜色发生变化,从而使异色点数量增大。
2.3.2 不稳定设备的影响
①热油炉的影响。1、2 期热油炉不稳定,热油温度需要操作人员手动调节,温度波动范围大,造成热油系统压力波动频繁,生产系统温度波动频繁,对SAN 产品质量的稳定造成影响。而且热油炉每年都要因故障停炉3~5 次,停炉后系统温度迅速降低,会导致生产线迅速降产量,如果热油炉长期点不起来会使物料长时间在系统内无法打出,造成物料发黄,熔指波动,生产的产品异色点数量明显增大。
②老式造粒系统的影响。老式造粒机对物料要求较为严格,在开停车过程中需要大量PIG 料,物料熔融态合格后才能开车成功,且生产过程中容易出皮子和粘连造成停车,开车时间长,导致物料长时间在系统内囤积,生产的产品异色点数量明显增大。
3 降低异色点的措施
3.1 优化工艺控制,加强稳定生产
在控制方面,根据每个班SAN 粒子的分析数据,来调整生产过程中NOM、真空度和各区域温度。例如,生产过程中异色点突然升高,二次送样子排除人为因素的干扰后异色点仍然不降,这说明系统控制出现异常,应检查以下项目:
①如果熔融指数低于正常值,会使物料管线压力高,将加热器或闪蒸罐壁上黄色料和碳化料带入系统,从而导致异色点升高,调节NOM 加入量,将熔融指数调节到正常值,能够有效降低异色点数量。
②检查系统各区域温度,检查马格泵输出对应的加热器温度是否正常,如果温度高于马格泵输出对应的温度,会使物料颜色发黄,增加异色点数量。
③若果真空波动会使管线压力波动,将加热器或闪蒸罐壁上黄色料和碳化料带入系统,从而导致异色点升高。通过倒泵和检查异常情况来调节真空,使真空稳定,从而降低异色点数量。
3.2 优化产能,按需检修
根据生产要求来调节SAN 的产能结构,计划性调配单条生产线的检修时间。异色点高度的生产线优先检修,根据预聚泵同等输出情况下一闪加热器温度来判断加热器是否需要清理,根据换网量和换网时间来判断二闪加热器是否需要清理,根据预聚泵的密封情况来判断是否需要更换预聚泵,根据一闪真空情况来判断是否需要清理一闪冷凝器。根据沫子的数量来判断是否需要更换造粒机模头。通过有效判断和按需检修,保证生产的稳定运行,保证SAN 产品质量。
3.3 设备升级改造,减少停车概率
设备频繁故障会造成生产不稳定、造粒系统停车或者系统频繁的升降产量,这些都会造成产品分析数据波动,从而造成SAN 粒子质量不合格。将设备升级改造后,提高了设备的运行稳定性,能够有效的保证SAN 生产的稳定,从而保证了SAN 产品质量。例如以下实例:
①热油炉升级改造后,热油温度能够实现自动控制,温度波动范围小,保证了生产系统温度的稳定,热油炉停炉次数明显降低,从而有效的保证了生产的稳定性,大大降低了不合格品的产出。
②1、2 线造粒系统改造,造粒系统升级改造后,新式造粒机对物料的要求较宽,降低了PIG 料的数量,且不容易因物料造成停车。停车后开车操作简单,时间短,产生的不合格品少。从而提高了合格SAN 产品的产量和质量。
3.4 定线产料,定向送料
SAN 共9 个牌号,其中SAN1 粘度大,生产过程中管线压力高,容易将加热器及一、二号闪蒸罐壁上的黄料和碳化料挤压入物料中,造成SAN 异色点高,有时会导致生产的ABS 不合格。通过检测各线异色点情况,选取异色点低的生产线进行SAN1 的生产,能够有效的降低SAN1 产品异色点,提高SAN1 产品的质量,从而有效的提高了ABS 的产品质量。
SAN 一期运行2 条生产线,二期运行4 条生产线,每期对应7 个SAN 成品仓。根据每条线产品质量(包括熔融指数、组分、百粒重、残留单体、异色点)选择送入对应仓(例如:6 线异色点较高,送成品3 仓,用于掺混做黑色ABS)。异色点低SAN 粒子用于生产白色ABS,既满足了客户需求,又有效的提高ABS 的整体产品质量,降低了客户的投诉数量,对拓展ABS 市场意义重大。
3.5 措施实施前后异色点数量对比
图7 是5 线2017 年8 月份异色点控制措施实施前后数据曲线。
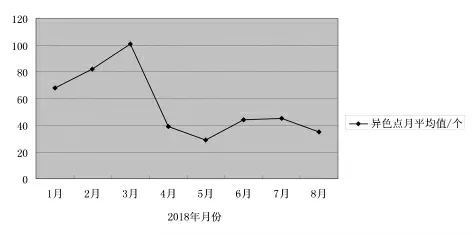
图7 2018 年4 月检修前后异色点数量对比
通过曲线可知,2018 年4 月检修后通过清洗加热器,以及对反应釜进料、加热器温度、闪蒸罐真空的调节监控,明显降低了异色点的数量,并保证了SAN 产品质量的稳定性。
4 总结
通过实验数据分析,SAN 产品异色点的影响因素主要有反应釜进料的影响,系统各区域温度的影响,真空系统的影响,长期连续使用设备的影响,不稳定设备的影响,通过对不同影响因素的分析和有效调试,找到了有效控制异色点的方法,主要有优化工艺控制,加强稳定生产;优化产能,按需检修;设备升级改造,减少停车概率;定线产料,定向送料。要保证SAN 系统温度运行,以上工艺控制需要同步进行,根据生产实际进行实时监控,通过对工艺控制点的监控和分析,及时发现异色点升高原因,通过采取相应的措施来有效控制异色点的数量,从而保证SAN 产品的质量稳定。
猜你喜欢
四川水泥(2022年9期)2022-09-24
钢铁钒钛(2022年2期)2022-08-03
环境卫生工程(2021年4期)2021-10-13
石油沥青(2021年3期)2021-08-05
节能技术(2021年6期)2021-02-25
合成树脂及塑料(2021年1期)2021-01-13
合成树脂及塑料(2020年3期)2020-01-16
北京汽车(2019年2期)2019-05-16
电子制作(2018年10期)2018-08-04
汽车电器(2018年1期)2018-06-05
