
芳烃装置P-505/1 密封泄漏原因分析及改造
2019-10-25 06:46牛春如李淑新
设备管理与维修 2019年11期
牛春如,李淑新,刘 新
(独石化公司设备检修公司炼油钳工车间,新疆独山子 833699)
0 引言
重整加氢联合车间芳烃抽提装置旋壳泵P-505/1 是加氢区域已烷汽提塔底泵,该泵为江苏海狮泵业制造有限公司生产(型号:HXK200-S1)。该泵输送介质为己烷溶剂油,入口温度70 ℃,泵入口压力0.2 MPa、出口压力0.8 MPa。机械密封由西安永华提供的双端面密封,采用PLAN52 的密封冲洗方案。于2011 年9 月大修时更换,至今已运行7 年。期间因出现各类设备问题检修9 次,其中7 次为密封故障。因此密封泄漏故障是影响该泵长周期运行的瓶颈,是急需解决的问题。
1 检修情况统计及存在问题
从表1 可看出P-505/1 自2012 年7 月至2018 年11 月,因密封故障检修7 次占总检修次数77.78%。与旋壳泵机封寿命长(预期寿命25 000 h)的特点不相符。决定机封寿命长短的重要因素是PV 值。虽然旋壳泵的出口压力很高,但机封只需密封压力低的进口压力,泵转速右臂相同参数的高速部分流泵低得多,因此,机封的PV 值也比高速泵低得多。在正常操作情况下,机封的PV 值越低使用寿命越长。

表1 历年检修情况统计
从检修前该泵密封失效表象看,基本为外部密封油罐内进入介质,且液位上升超过警戒位报警。以下分别为工作时介质流向示意图(图1)和密封结构示意图(图2)。
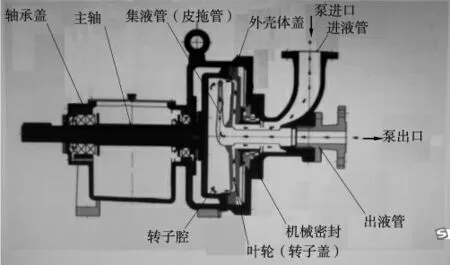
图1 泵内介质流向
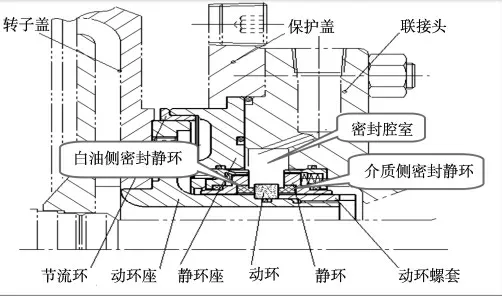
图2 双端面密封结构
该泵采用PLAN52 冲洗方案,密封油罐为无压双端面密封的外部密封提供缓冲油液,循环油液通过内部动环泵送环维持,油罐通常连续向火炬回收系统排气并且维持压力低于密封腔压力。在无介质泄漏的情况下,密封油罐液位显示基本不会变化。结合图1,图2,若密封油罐液位有升高趋势,则可以判定泵进口的压力介质通过介质侧密封处泄漏到密封腔室,泄漏途径:①动静环密封面磨损;②静环密封圈损坏。
2 介质侧密封泄漏的原因分析
2.1 密封拆检情况
从拆检情况看,动、静环密封面正常微量磨损;静环O 形圈两对称部位挤压变形或断裂;其他O 形圈基本完好。通过排除法,确定静环O 形圈两对称部位挤压变形缺陷或断裂是导致密封泄漏、密封油罐液位升高的主要原因。
2.2 原因分析
静环O 形圈两对称部位挤压变形缺陷或断裂之所以会发生,与静环的结构和装配有直接关系。

图3 拆卸的动、静环及O 形圈
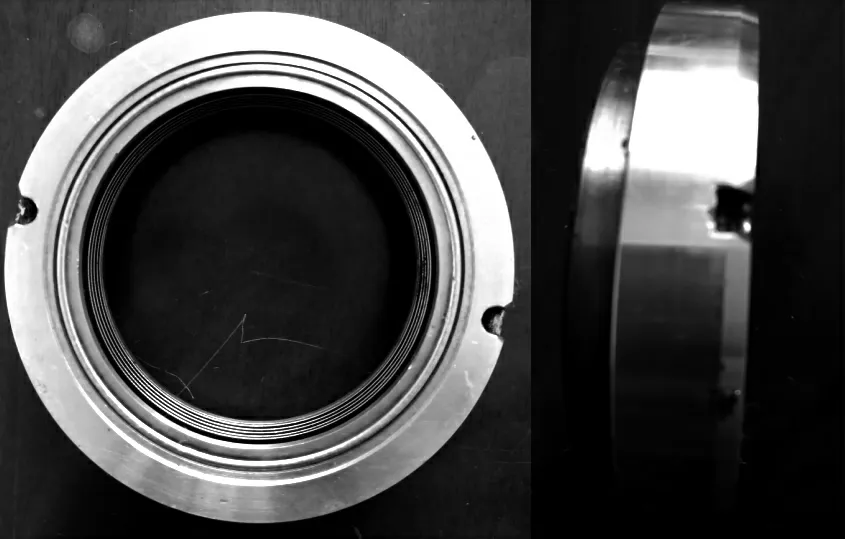
图4 静环底部和侧面图
从图4 可以看出,在静环底部有2 个对称防转槽,防转槽圆周部位车有倒角。静环在装配前,现将O 形圈装在静环座上的凹槽内,O 形圈与静环外圆柱面有一定的过盈,该O 形圈为包覆的氟胶圈,表面弹性相对于橡胶类要弱。在装配时,静环防转槽部位会对O 形圈有个挤压剪切作用,导致O 形圈受损变形甚至断裂,使压力介质从O 形圈损伤部位向密封腔室泄漏,密封腔室与密封油罐油液靠动环泵送环循环,因此,密封油罐液位就会不断升高。
3 改造建议
(1)改变静环现有的防转槽形式,新制作的静环不加工防转槽,将防转销孔直接钻在静环底部,孔径3 mm,深3 mm,配装高度5 mm 的销子。
(2)在静环座上与静环销孔相对应位置钻防转孔,孔径4 mm,深3 mm,装配静环时,做好记号,确保装配的准确性。
4 结束语
针对旋壳泵密封泄漏问题进行原因查找和分析,并提出了密封改进建议。目前已联系丹东克隆密封厂家开展论证和测绘工作。相信改造后的密封一定会取得好的运行效果,为该泵的长周期运行打下坚实基础。
猜你喜欢
润滑与密封(2022年12期)2022-12-28
液压与气动(2022年7期)2022-08-06
核科学与工程(2021年4期)2022-01-12
水泵技术(2021年5期)2021-12-31
水上消防(2020年4期)2021-01-04
润滑与密封(2019年11期)2019-11-27
睿士(2019年12期)2019-09-10
中氮肥(2019年1期)2019-03-14
汽车电器(2018年12期)2019-01-04
好日子(下旬)(2018年1期)2018-05-14
