
转子不平衡故障在诊断中的有效应用
2019-10-25 06:46兴成宏李迎丽
设备管理与维修 2019年11期
兴成宏,李迎丽,张 玲
(中国石油辽阳石化分公司机动设备处,辽宁辽阳 111003)
0 引言
机泵装置是石化行业中的关键设备,保证机泵的完好运行,可提高装置生产率、降低成本、节约能源,对现场机泵的精确监测和故障诊断,可避免设备事故的发生。旋转机械设备事故分为很多种类,转子不平衡是旋转设备经常发生的故障类型之一。
1 转子不平衡故障的种类和机理
转子不平衡是由于转子部件质量偏心或转子部件出现缺损造成的故障,具体原因很多种。按发生不平衡的过程,可以将转子不平衡分为原始不平衡、渐发性不平衡和突发性不平衡3 种情况。
设转子的质量为M,偏心质量为m,偏心距为e,如果转子的质心到2 个轴承连心线的垂直距离不为零,具有扰度为a(图1)。
由于有偏心质量m 和偏心距e 的存在,转子转动时将产生离心力、离心力矩或两者兼而有之。离心力的大小与m,e 及旋转角速度ω 有关,即F=meω2。交变的力(方向、大小均周期性变化)会引起振动,这就是不平衡引起振动的原因。转子转动一周,离心力方向变化一个周期,因此不平衡振动的频率与转速一致。
2 故障诊断实例
某石化公司动力厂公用车间的机组如图2 所示。2018 年8 月28 日上午,对该机组P321A 泵进行振动测试,振值达60 mm/s、已超过报警值(报警值为4.5 mm/s,参照ISO10816—2009)。
从测得的波形频谱图来看,泵负荷端垂直方向频率成分以工频为主导,伴有较小幅值的2×、3×、4×频率成分(图3)。停泵后,现场检修人员对瓦间隙进行了调整,下午再次对该泵进行测试,测得泵负荷端垂直方向振值为115 mm/s 已超过报警值,报警值为4.5 mm/s。从测得的波形频谱图来看,泵负荷端垂直方向频率成分以工频为主导,伴有较小幅值的2×、3×频率成分。由此分析认为,引起泵高振动的主要原因是部件发生磨碰,因此建议立即对该泵进行解体检修。
现场检修后发现,平衡盘与平衡片、第六级叶轮与口环处都有磨碰现象(图4)。
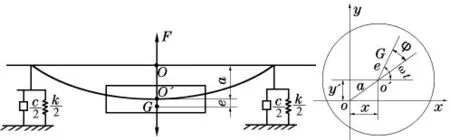
图1 转子力学模型
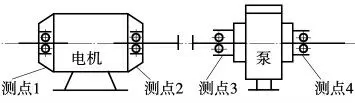
图2 机组概貌
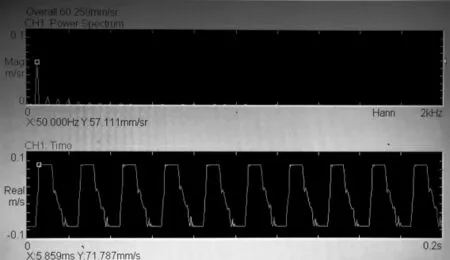
图3 泵负荷端垂直方向波形频谱图
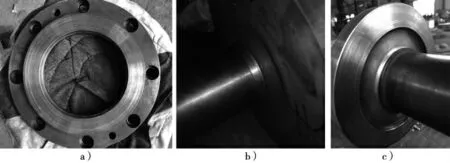
图4 平衡盘与平衡片、第六级叶轮与口环处均有磨碰
现场检修人员对该泵进行了检修,回装后测得泵和电机两端振值均超过报警值(报警值为4.5 mm/s),电机振动大且波动(表1)。现场进行带负荷打闸试验,断电瞬间电机振动瞬间减小到很小,认为电机存在电气故障。

表1 回装后泵和电机两端振动数据mm/s
电机送电修检查,电机基础不平,1 个地脚加垫铁,在平台上空负荷运行,振动值最大2 mm/s。电机回厂安装后,电机单运,振动6 mm/s,现场进行电机单运打闸试验,断电后电机振动逐步减小。为验证是电机还是基础引起的问题,将电机4 个地脚全部松开,电机振动小于2 mm/s,紧1 个地脚振动涨到3 mm/s以上,紧2 个地脚振动涨到3 mm/s 以上,4 个地脚全部拧紧后振动达7 mm/s 以上。而且,随着运行时间的加长,垂直向振动出现上涨趋势。重复试验几次,效果基本一致,重复性很好。4 个地脚紧好后,振动频谱工频占主导,伴有明显的2 倍频成分。根据vm63 测得的数据和频谱图分析认为,该电机基础支撑系统薄弱。
基础二次灌浆层清掉后发现,电机尾端基础地脚螺栓底板与垫铁间不实,基础刚度不够。重做电机基础,检修完回装后该机泵运转正常(表2)。

表2 重做电机基础后泵和电机两端振动数据 mm/s
3 结束语
大型石化企业生产中,保证旋转设备的安全平稳运行,已成为避免事故发生、节约资源的重要手段。因此,提高对旋转设备的故障诊断水平,加强对旋转设备的预知检修、维修,将最终实现生产的安全、平稳运行。
猜你喜欢
空间科学学报(2021年6期)2021-03-09
铁道通信信号(2018年5期)2018-06-28
快乐语文(2018年7期)2018-05-25
人民音乐(2016年3期)2016-11-07
汽车维护与修理(2016年10期)2016-07-10
空间控制技术与应用(2015年2期)2015-06-05
小学生·多元智能大王(2015年3期)2015-05-25
小说月刊(2015年9期)2015-04-23
人生十六七(2015年5期)2015-02-28
汽车维护与修理(2015年6期)2015-02-28
