
《电弧焊和等离子焊接、切割用钨电极》国家标准解析
2019-11-06 02:06王芦燕于月光李曹兵张宇晴
中国钨业 2019年3期
王芦燕 ,于月光 ,彭 鹰 ,李曹兵 ,张宇晴
(1.北京科技大学 材料科学与工程学院,北京 100083;2.北京矿冶科技集团有限公司,北京 100070;3.北矿新材科技有限公司,北京 102206)
1 标准制定的背景和依据
1.1 钨电极行业概况及标准制定背景
钨电极是一类广泛应用于氩弧焊、等离子体焊接、喷涂、切割技术和冶金工业的关键热源材料,用于航空航天、兵器、化工等行业,全球年消耗达2000 t左右,并不断增长。该领域最早采用的是纯钨电极,电子逸出功4.5 eV。1913年,钍钨电极的发明,使电子逸出功降低到2.63 eV,大大提高了钨电极性能,该产品逐渐在全球范围内得到应用。然而钍是天然放射性元素,半衰期长达1.39×1010年,发射的α粒子射程短、电离能力强,若吸入、食入或通过伤口进入人体内,可引起体内污染、中毒或急性放射病,所以钍钨电极在加工和使用时极易对人体和环境造成放射性污染,危害环境和人类健康[1-2]。鉴于此,在小电流焊接等领域中稀土掺杂的钨电极已经取代钍钨电极。但由于钍钨电极的逸出功低,电子发射性能以及耐电弧烧蚀性能优良,在大电流氩弧焊、等离子体焊接中仍然使用钍钨电极,目前市场上70%左右仍使用具有放射性污染的钍钨电极[3]。
替代钍钨电极是国内外科研人员不断努力探索的方向。20世纪60年代国外开始研究单元稀土钨电极,苏联在60年代已有研制新型电极材料的报道,Tashkent大学的Euralnik N.L.等研究了单元稀土钨电极的热电子发射性能。日本从20世纪80年代中期开始在研制新型稀土钨电极材料方面开展了大量的工作,先后研究了单元稀土钨电极、二元和三元复合稀土钨电极材料[4-6]。国外对稀土掺杂钨电极的研究较多,但限于钨与稀土资源缺乏,在产业化方面报道相对较少。
我国钨资源具有优势地位,储量居世界第一,大约占世界储量的47%左右,目前世界上80%的钨消费量由我国供应原料或半成品。钍钨电极的危害一直受人们关注,我国在20世纪70年代开始了稀土氧化物掺杂取代钍钨电极的研究工作,北京钨钼材料厂(现为北矿新材科技有限公司)、上海灯泡厂于20世纪70年代首先研制出铈钨电极;80年代以后,北矿新材科技有限公司率先成功研制La-W电极材料,90年代我国开始生产锆钨等单元稀土钨电极,并部分应用,适用于小电流工况。为了进一步改进稀土钨电极的综合性能,又开始对三元复合稀土钨电极材料进行了研究[7]。21世纪初,多元复合稀土钨电极研制成功,经国家焊接材料质量监督检测中心检测和用户使用证明,比现行钍钨和单元稀土钨电极性能优越,能够满足工业使用要求,无污染,并能在性能和工况条件上全面替代钍钨电极。该电极受到了市场的青睐,主要出口注重环保的欧盟等地区,开始逐渐替代钍钨电极。综上所述,由于市场对钨电极使用性能和环保需求的提升,经过多年研究和产业化工作,钨电极牌号得到大幅扩充。
国家标准《电弧焊和等离子焊接、切割用钨电极》制定之前,钨电极产品相关标准主要有国际标准 ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》和行业标准SJ/T 10743—1996《惰性气体保护电弧焊和等离子焊、切割用钨铈电极》,近年来不断涌现出一批环保钨电极新产品,如钇钨、多元复合稀土钨电极等,在航空航天、冶金、机械制造等领域中得到了广泛应用,但在现行标准均未涵盖到此类新产品。在目前国内外钨电极市场需求日益增加,而钍钨电极逐渐被淘汰的趋势下,制定系列稀土钨电极标准,可以更好地发挥我国的资源优势,规范环保产品的使用,实现我国钨产品的迅速增值化、规范化生产。
国家标准《电弧焊和等离子焊接、切割用钨电极》中汇集钨电极品种齐全,比此前相关的国际标准及我国的行业标准更为全面,能够有效指导国内外钨电极(尤其是新型绿色环保电极)的规范生产和使用,更好地规范和满足我国钨电极的生产和使用要求。因此,该产品标准的制定和推广能够指导产品的生产,保证产品质量,规范供需双方贸易过程,对于大力推广此类产品环保新型号在行业中的应用具有重要的现实意义。
1.2 标准制定依据
国家标准化管理委员会综合 [2013]90号文件《国家标准委关于下达2013年第二批国家标准制修订计划的通知》下达了编制《电弧焊和等离子焊接、切割用钨电极》标准的任务,项目编号为20132100-T-610。确定了北矿新材科技有限公司为负责起草单位,北京工业大学、北京天龙钨钼科技股份有限公司、山东华业钨钼股份有限公司、北京矿冶研究总院(现更名为北京矿冶科技集团有限公司)为参加起草单位。
该标准力求规范、客观、公正、严谨,是在充分调研和广泛协商基础上制定的。标准制定过程主要采用了书面调查和反馈方式,反复征询和协调了国内有关设计、制造和使用的企业、研究院所、高校的专家意见,并由有色标委会组织有关专家进行了多次研讨。国家标准《电弧焊和等离子焊接、切割用钨电极》(GB/T 31908—2015)于 2016年 6月 1日正式实施,成为我国钨电极的第一个全系列产品标准,至今已实施满三年,实施情况良好。
2 主要内容释义及论据
该标准规定了电弧焊和等离子焊接、切割用钨电极材料的要求、试验方法、检验规则、标志、包装、运输、贮存、质量证明书及订货单(或合同)内容。文章将重点介绍产品的要求及其确定依据。
2.1 产品分类及标识
此要求规定了钨电极的分类方法及产品标识方法,相关情况分别说明如下。
2.1.1 按供应状态分类
产品根据目前行业内实际生产、销售情况,按照供应状态,将钨电极分为“光杆”和“黑杆”两种。光杆是采用磨光、抛光等表面处理,表面是金属光泽;黑杆则是在塑性加工后未经过表面处理,表面有氧化层或拉丝石墨乳等。
2.1.2 按化学成分分类
钨电极产品牌号按化学成分分类,共16个牌号,其化学成分及标识应符合表1规定。供需双方需要其他牌号、颜色标识时,由供需双方协商确定后在订货单(或合同)中具体注明。
该分类确定依据主要为国际标准和国内的相关行业标准,以及近年来钨电极领域供需情况。ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》中仅包括钍钨、铈钨、镧钨等传统类型,包含WP、WCe20、WLa10、WLa15、WLa20、WTh10、WTh20、WTh30、WZr3、WZr8共10种牌号。国家标准《电弧焊和等离子焊接、切割用钨电极》与之相比,增加了WT40、WY20、WX10、WX20、WX30、WX40 共 6 个牌号,并分别规定了掺杂类别、含量和颜色标识。SJ/T 10743—1996《惰性气体保护焊和等离子焊、切割用钨铈电极》中仅涉及铈钨电极一种类型,包含WCe10、WCe15、WCe20、WCe30、WCe40 五种牌号。
除这16种牌号成分以外,供需双方也可以根据合同约定,采用其他钨电极牌号的成分要求,体现了标准的开放性。
2.1.3 牌号表示方法
第一个字母表示钨电极的主要元素钨,标识符号为大写字母W;第二个字母表示掺杂的氧化物类别,标识符号一般为掺杂元素名称的首字母大写,纯钨电极不含其他添加物则为P,多种稀土氧化物组成的多元复合稀土钨电极为X;符号中数字表示钨电极中掺杂氧化物含量的千分值。如铈钨电极WC20,W代表主含量为钨;C表示掺杂稀土元素为铈;20说明稀土氧化物掺杂量为20‰左右。

表1 名称、牌号、掺杂类别及含量、颜色标识Tab.1 Name,grade,doping type and content,color identification
2.1.4 标 识
对于光杆钨电极须在其任意一端用颜色标识,色标长度为10.0 mm±1.0 mm。色标长度也可按供需双方协议标识。
SJ/T 10743—1996《惰性气体保护焊和等离子焊、切割用钨铈电极》中未提及颜色标识。ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》中规定色标宽度≤3 mm。根据我国钨电极供需现状,规定为10.0 mm±1.0 mm。与国际标准相比,国家标准《电弧焊和等离子焊接、切割用钨电极》增加并明确规定了颜色标识长度。
2.2 化学成分
稀土掺杂物含量,考虑到钨电极材料,应尽量保证其焊接性能要求,而掺杂物主要作用是提高其焊接性能。因此,应根据国家标准和相关行业标准,并结合广大用户需求,将掺杂物含量3‰、8‰、10‰、15‰、20‰、30‰、40‰的各类钨电极均作出明确的规定。
根据目前广大用户的意见,要求产品有较高的纯度。通过长期生产测试分析的结果,规定了杂质含量值“≤0.1%”。
2.3 产品规格及尺寸公差
此项指标根据实际市场需求和产品生产统计数据,结合国际标准和国内相关标准而确定的。对每一批产品,在出厂前企业都要对产品外形尺寸进行严格的抽样检测。通过随机抽取一定量北矿新材科技有限公司常用规格的合格产品及部分市售产品,进行检测,数据如表2所示。
ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》中规定直径0.25~0.5 mm产品,公差为±0.02 mm;1.0~2.0 mm 产品,公差为±0.05 mm;2.4~10.0 mm产品,公差为±0.1 mm,长度规定见表3。
SJ/T 10743—1996《惰性气体保护焊和等离子焊、切割用钨铈电极》中规定直径和长度公差见表4。
根据表2反映的实际生产控制水平和目前用户使用要求,结合表3国际标准和表4国内现行行业标准,规定产品标准尺寸及允许偏差见表5。

表2 产品直径和长度实际检测数据统计表Tab.2 Statistical data of product diameter and length

表3 国际标准ISO6848—2004(E)中产品长度公差Tab.3 Product length tolerance in international standard ISO6848-2004(E)

表5 产品规格及尺寸公差 mmTab.5 Product specifications and dimensional tolerances
2.4 外观
根据生产实际情况,表面缺陷主要有电极端头有台阶、不平齐;涂头颜色不均匀、长度不一致;表面有毛刺、明显疤痕、划痕、裂纹、夹杂物、凹凸不平、氧化、油脂等,部分缺陷形貌如图1所示,合格产品如图2。

图1 典型外观不合格产品图Fig.1 Picture of typically unqualified product

图2 合格产品图Fig.2 Picture of qualified products
涂头颜色不均匀、长度不一致、断面不平齐,影响产品美观。毛刺、劈裂、疤痕是旋锤、拉丝过程中留下的缺陷,在使用过程中易引起炸裂或局部过熔,影响使用性能。
上述缺陷会影响产品美观、使用性能等问题,一般用户会提出明确要求。
因此,规定电极端面应是平直的切面,光杆钨电极涂头色标颜色及长度应均匀一致。光杆钨电极表面应通过磨光或抛光处理,外观均匀一致,不得有氧化、油脂及因处理而带来的沾污杂质,不允许有毛刺及明显可见的缺陷。黑杆钨电极表面应无不良斑痕、无外来夹杂物、无劈裂断痕、无凹凸不平及其他肉眼可见的缺陷。
2.5 直线度
通过随机抽取一定量北矿新材科技有限公司合格产品及部分其他钨电极厂家市售产品,进行检测,数据如表6所示。

表6 产品直线度实际检测数据统计表Tab.6 Statistical table of actual test data for product linearity
电极产品如果弯曲,易导致电极装卡障碍或焊接弧束偏移,严重时导致没法进行焊接操作。因此,为提高产品的使用性能,该标准规定电极应是平直的,每100 mm长(或长度更短)的电极,其直线偏离度不得超过0.5 mm。
2.6 内在质量
产品加工过程中,易出现疏松、夹杂、断层、裂纹等缺陷。这些缺陷使得电极产品在使用过程中,出现起弧不稳定、焊接抗烧损性能降低等,导致最终焊接成品质量波动或工件报废。因此,需用探伤的方式,对电极产品的内在质量进行检测,并规定电极不应存在内部缺陷(疏松、夹杂、断层、裂缝)。
2.7 焊接性能
钨电极主要应用领域为焊接领域,因此焊接性能是钨电极产品主要使用性能的表征。国家标准参照ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》,对不同直径电极的工作许用负载进行规定。

表7 钨电极工作允许负载表Tab.7 Allowable load table for tungsten electrode operation
3 同类标准对比分析
国家标准制定前,进行了标准的相关性查询,国内外关于钨电极的标准主要有以下几个:
标准制定时,国际标准有ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》,日本、欧盟等国家或地区参照其制定了相关标准。该类标准涉及产品类型较少,仅包括钍钨、铈钨、镧钨等传统类型。因此该标准不能涵盖现行产品牌号,也不能反映行业最新发展趋势。在该标准报批后,国际标准ISO6848进行了第三版修订,新标准为ISO6848—2015(E),对牌号进行了扩充,并进行了部分指标调整[8-16]。
我国现有的关于钨电极产品的技术标准只有1996年发布的行业标准SJ/T 10743—1996《惰性气体保护焊和等离子焊、切割用钨铈电极》,该标准为GB4191—84降级而来。该标准仅涉及铈钨电极,主要规定了含有氧化铈掺杂的钨铈电极的技术要求。
通过比较,以上标准均不能适应钨电极产品现状及发展趋势,主要体现在产品类型不齐全、部分指标要求较低。
钨电极产品类型较多,包括纯钨电极;铈钨、钍钨、镧钨、锆钨、钇钨等单元稀土钨电极;二元及多元复合稀土钨电极。尤其是无放射性的电极领域的新产品,根据文献检索表明,目前国内外还没有相关标准。综上所述,现行标准尤其是我国的行标内容不齐全,未能真实反映当前钨电极行业发展现状和趋势。标准GB/T 31908—2015填补了我国钨电极国家标准的空白,该标准涵盖产品更为齐全,可更好的规范和满足我国钨电极的生产和使用需求。国家标准与相关国际标准、行业标准对比见表8。
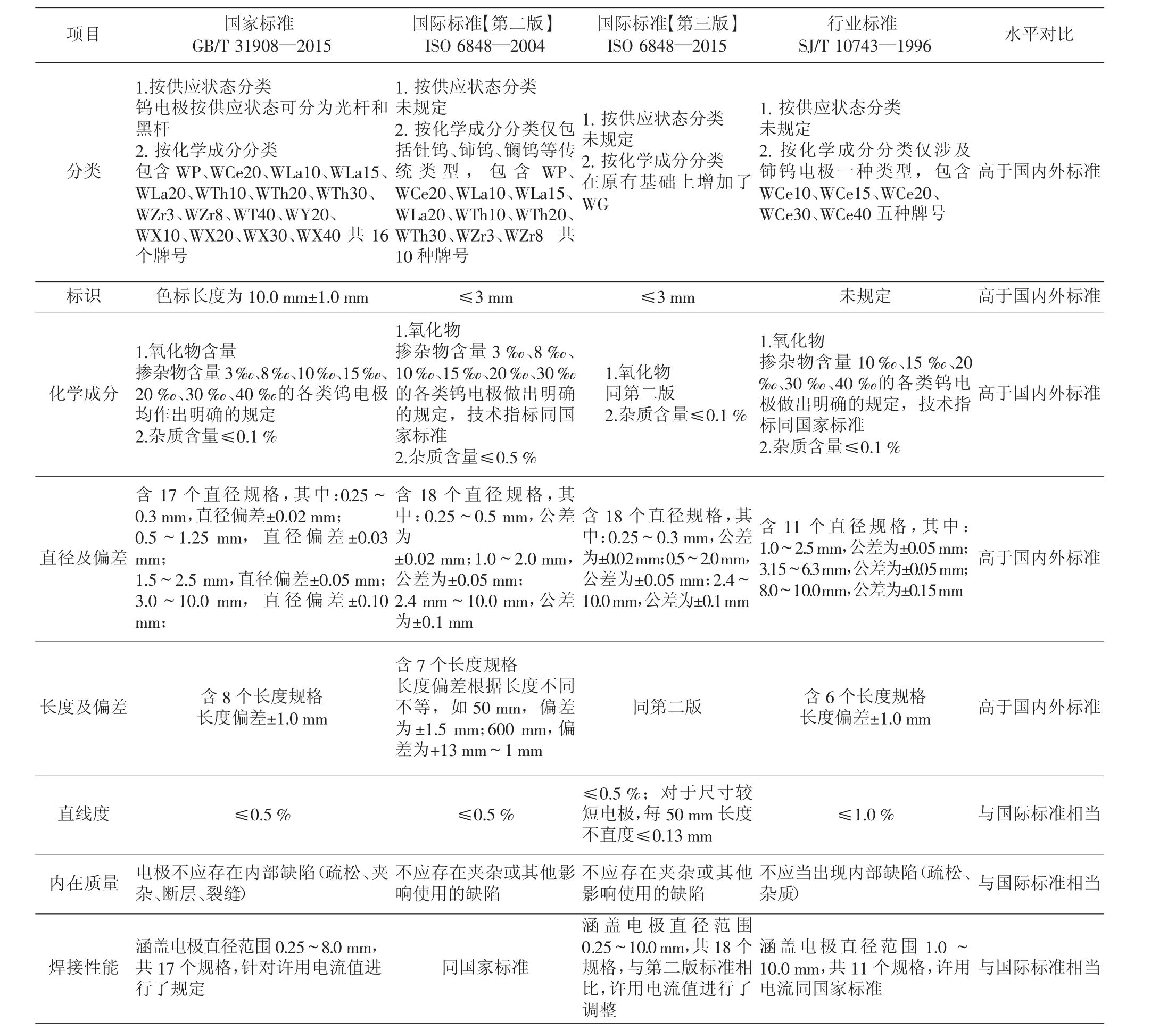
表8 国家标准与相关国际标准、行业标准对比[8-11]Tab.8 Comparison between national standards with relevant international standards and industry standards
4 结语
(1)国家标准《电弧焊和等离子焊接、切割用钨电极》(GB/T31908—2015)在编制时参考了国际标准 ISO6848—2004(E)《电弧焊和切割.非自耗钨电极.分类》和我国行业标准SJ/T 10743—1996《惰性气体保护焊和等离子焊、切割用钨铈电极》,修改了化学成分、产品分类及焊接性能等方面的内容,其技术指标达到国际先进水平。而且该标准具有一定的前瞻性,与ISO6848最新版(第三版)相比,仍具有一定的先进性。
(2)该标准较准确地反映出国内外新材料、新工艺和新技术在产品中的应用,并具有很强的实用性,体现了标准的先进性和实用性,具有对产品设计和制造的指导作用,体现了钨电极的质量控制要求。
(3)该标准为国内首次制定,作为电弧焊和等离子焊接、切割用钨电极的国家标准,该标准的制定与发布将对指导我国钨电极生产和使用起到重要作用,满足我国相关钨电极产品生产质量控制和环保型钨电极产品替代钍钨产品的科研开发工作需求,体现了新型电极的环保理念。
猜你喜欢
钢铁钒钛(2022年2期)2022-08-03
世界科学技术-中医药现代化(2022年2期)2022-05-25
科技研究·理论版(2022年7期)2022-03-23
全面腐蚀控制(2021年7期)2021-10-28
全面腐蚀控制(2021年7期)2021-10-28
纺织科学研究(2021年1期)2021-03-19
山东工业技术(2017年11期)2017-06-13
凿岩机械气动工具(2017年1期)2017-05-17
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
