
基于激光熔覆的矿用截齿性能实验研究
2019-11-27 09:21于计划
大经贸 2019年9期
【摘 要】截齿是煤矿机械常用的切割煤层的刀具,截齿失效问题严重影响采煤效率和工程进度。本文使用激光熔覆技术在截齿表面熔覆铁基合金和镍基合金,增强截齿的表面性能,并分析其强化机理以后对截齿的表面改性提高参考依据。
【关键词】 激光熔覆 截齿 耐磨性能 显微硬度 镍基碳化物合金粉 铁基碳化物合金粉
引 言
采煤机截齿是煤矿机械中的常用易损件[1]。张德强等[3]研究了离焦量对激光熔覆镍基碳化物时的影响,最终得出最优化的工艺参数为:扫描速度为2mm/s,送粉电压8V,激光功率1200W,最佳的离焦量为3mm。在截齿的修复研究过程中,缺少对两种粉末得到的熔覆层的硬度和耐磨性能进行对比,深入研究哪种粉末更适合修复失效的截齿。本文通过对比铁基碳化物和镍基碳化物粉末的熔覆层的各项性能,研究延长截齿寿命的金属粉末与工艺参数。
1.实验结果与分析
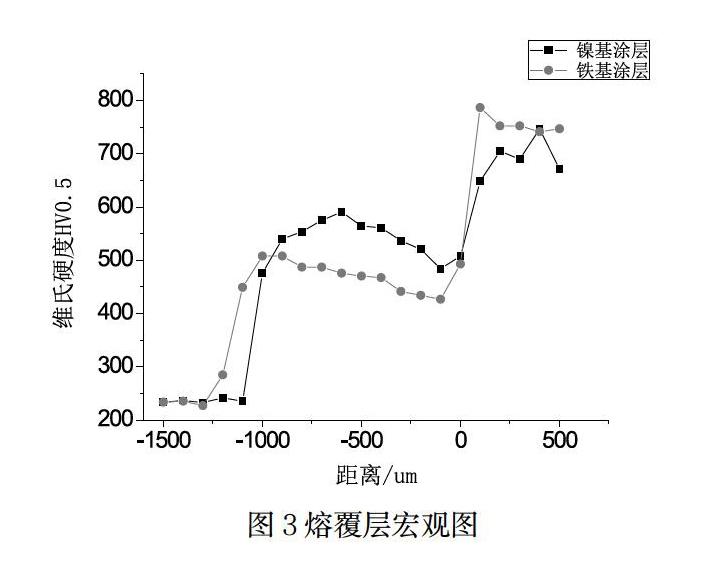
1.1镍基熔覆层的显微硬度
图3为镍基碳化物粉末在不同出粉量条件下的硬度图。由图可知,熔覆层中存在最大值为1350HV0.3左右,除去这个突变点,熔覆层硬度值可达到750HV0.3。热影响区硬度达到620HV0.3。基体硬度240HV0.3。在硬度图的0点处三条曲线均出现明显下降的现象,在出粉量为35g/min的硬度曲线下降幅度最小,出粉量为30g/min的硬度曲線下降幅度值最大。这是由于出粉量为30g/min的熔覆层较薄,无法全部吸收激光的热量,导致基体和熔覆层均熔化并在两者之间发生对流,降低了在0点的硬度,出粉量为40g/min在0点的硬度值低于35g/min的硬度值,是因为出粉量为40g/min时 的熔覆层较厚,在相同功率下产生的热量不足以使在出粉量为40g/min条件下的熔覆层与基体良好的结合,所以,在0点位置, 粉量为40g/min条件下的熔覆层的硬度值低于粉量为35g/min条件下的熔覆层的硬度值。由于互熔并发生对流的范围较小,因此上层的熔覆层中,晶体之间的结合能、晶体键能和内能增加,导致上层的硬度较大。
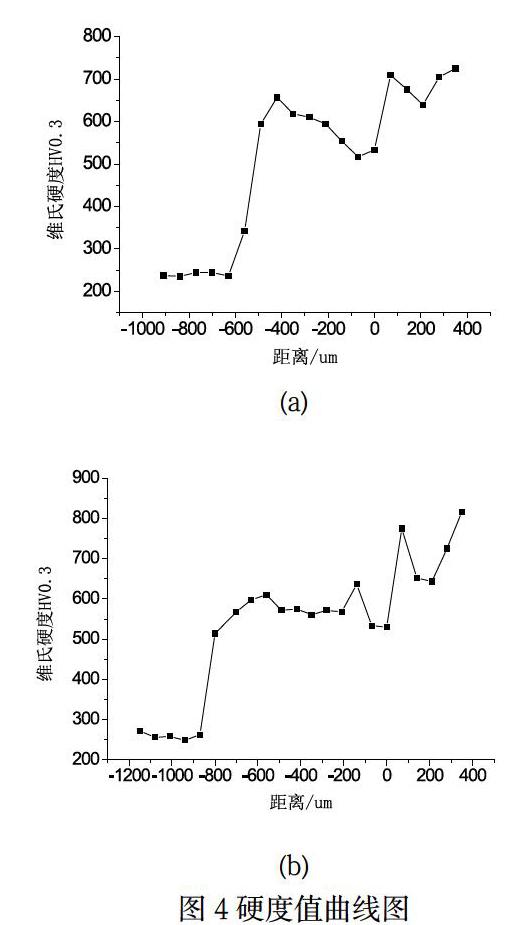
1.2铁基熔覆层的显微硬度
图4(a)是在出粉量为20g/min的硬度曲线图,图4(b)是在出粉量为25g/min的硬度曲线图。
由图4可知,在不同出粉量条件下,熔覆层的最高硬度可达到816HV0.3,热影响区硬度可达到657HV0.3,基体硬度为240HV0.3左右。在0点处,在不同出粉量的条件下,其硬度曲线都有不同幅度的下降,这是由于热影响区的基体和熔覆层均熔化后相互渗透导致硬度值降低。从图中可观察到在25g/min条件下的热影响区范围最广,可能是因为20g/min条件下的熔覆层厚度较小,熔覆后的热量能快速的传入周围的环境,没有对基体进行长时间的能量传递,所以,热影响区的范围较小,也可能是因为在实验时,由于受熔覆出粉量为20g/min的熔覆实验影响,在基体进行出粉量为25g/min实验前,基体已经存在热影响区,或者基体内的热量未被散尽就开始了第二次实验。
3结语
镍基碳化物的熔覆层的硬度普遍达到为750HV0.3,部分区域的硬度可达到1350HV0.3,镍基碳化钨的熔覆层能的硬度普遍是基体硬度的3.1倍,其热影响区的硬度可达到620HV0.3,将基体硬度提高了250%,铁基碳化物的熔覆层硬度为816HV0.3,是基体的3.4倍,其热影响区硬度可达到657HV0.3,将基体硬度提高了270%,铁基碳化物比镍基碳化物粉末能更好的提高截齿的硬度。铁基碳化粉末更适合提高截齿的综合性能。
【参考文献】
[1] 赵文强,苗鸿宾,梁艳.采煤机截齿的激光熔覆修复技术研究[A].煤矿机械.2012, 33(4):175-177.
[2] 张德强,张吉庆,李金华等.离焦量对45#钢表面激光熔覆镍基碳化物粉的影响[A].表面技术.2015,44(12):92-97.
第一作者简介: 于计划(1987-)男,汉硕士,现职于中原工学院机电学院,主要研究领域:纺机测试
