探析热轧带钢翘皮缺陷的成因
2019-11-30 02:31焦瑞涛
市场周刊·市场版 2019年53期
摘 要:热轧带钢的生产过程中,翘皮类缺陷是造成产品质量问题的主要缺陷之一。翘皮类缺陷形成的原因多种多样,发生率较高,且不易控制,严重影响了产品的表面质量。通过对 1580 mm 热轧生产线发生的质量问题的统计,发现翘皮类缺陷总占比17.3%,其中 IF 钢产生翘皮类缺陷的比例占总比例的44.7%,情况比较严重。为了降低翘皮缺陷的产生比例,我们结合1580 mm 热轧生产线的生产条件和缺陷的特征对翘皮类缺陷的成因进行探究分析,讨论可能产生缺陷的几种因素,为后续的生产和质量分析提供参考。
关键词:翘皮;减宽;温降
一、 缺陷的影响因素及预防措施
产生翘皮缺陷的原因有很多,有可能是上游炼钢和连珠工序造成的夹渣、皮下气泡、坯子角裂等,也有可能是轧制过程中由于立辊表面粘钢、侧导板磨损出深沟或者卷箱稳定器和层冷辊道粘钢等因素对带钢造成了剐蹭而导致的。但不同原因造成的翘皮缺陷可以通过位置、形貌进行大致的判断。
(一)连铸工序的影响
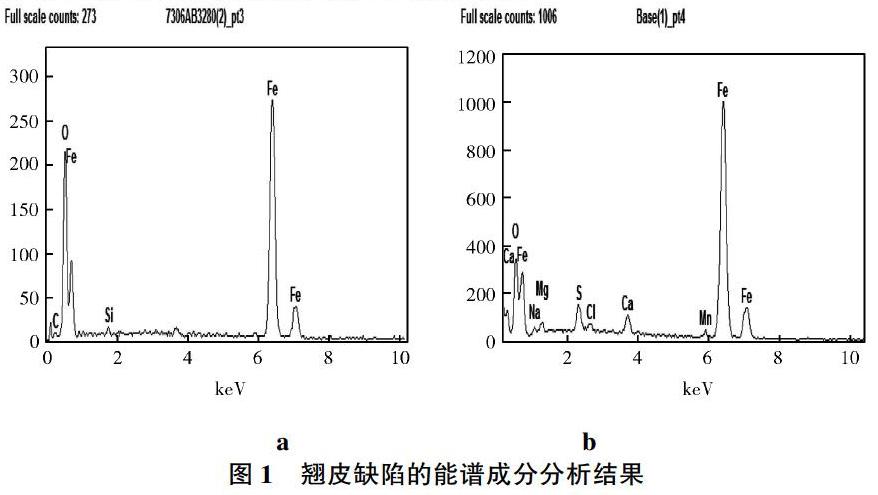
1. 通过图1(b)可以看出,缺陷处的能谱成分主要是 Ca、Mg、Na、Fe 的氧化物,这种缺陷主要产生于连铸生产工序的夹渣,无法通过后续轧制工艺消除此类翘皮缺陷的产生。因此此类缺陷要从连铸 工序进行控制,需要经常检查结晶器水口情况和连铸保护渣的情况,防止因水口的损坏或保护渣质量问题造成的卷渣。
2. 因连铸工艺控制不当造成的铸坯角裂也会导致板带钢翘皮缺陷的产生,这种边角部裂纹在加热炉内加热和保温时,缝隙中残留的空气会与钢坯中的 Si、Mn、Al 等易氧化元素发生氧化反应,因而在氧化铁皮周围出现二次氧化现象,产生氧化圆点,若温度和保温时间足够长的话,在裂纹附近还会出现脱碳现象。对于铸坯的边部裂纹可以通过局部修磨和切除来避免对表面质量的影响。
(二)加热炉工序的影响
有些钢种在轧制时要求开轧温度高,而且要均匀,这就需要提高加加热炉的烧钢温度和延长加热时间,如果操作不当,容易造成板坯在高温区出现两端弯曲,严重时可剐掉固定梁上面的滑块,脱落滑块的固定梁会划伤后续板坯表面,造成成品翘皮缺陷。这种翘皮缺陷一般只发生在带钢表面,而且位置偏一侧,可以和炉内滑块掉落位置对应。
(三)轧线设备的影响
通过图 1(a)可以看出缺陷处的能谱成分主要是 O、Fe,主要是 Fe 的氧化产物,这种情况,缺陷主要是在热轧的生产过程中产生的,多发生在带钢的边部。常见的对带钢边部造成影响的设备主要有飞剪前侧导板、卷箱前侧导板、卷箱稳定器、精轧入口侧导板及立辊等。上述设备经过长期的使用,会产生严重的磨损,若未及时打磨或更换可能会造成粘钢、挂丝,导致带钢边部产生翘皮缺陷。因此要经常对上述设备进行检查,发现问题要及时打磨或更换。
1. 热轧过程中,立辊侧压量同样对带钢边部翘皮有严重影响。使用立辊进行调宽时,由于宽度调节量远小于板坯宽度,因此变形不可能全部传递到板坯的中间位置,就会形成边部偏厚的“狗骨头” 形状,粗轧中间坯边部产生凸起,凸起部位在冷却水的冲击下温度降低,进入低塑性区,在随后的轧制时发生局部撕裂,表现为线性翘皮。调宽量较小或较大时缺陷发生率都比较低,主要原因是:调宽量较小时可以减少边部凸起量;调宽量较大时,变形可进一步的传递到板坯的中间位置,也可以降低边部凸起量;而调宽量在中间某一值时,缺陷发生率比较高。调宽量与翘皮缺陷之间整体趋势呈正态分布。
因此,优化立辊侧压量是解决翘皮问题的一个手段,应针对不同钢种制作立辊道次压下量与边部缺陷等级曲线,优化道次侧压量负荷分配,避开缺陷多发区。
2. 立辊两侧的对中度不一致也会因中心线偏差导致边部翘皮质量缺陷。传统的立辊标定方法是通过立辊夹持标准宽度板坯来进行标定,但无法确定立辊两侧的对中度。为确定立辊的对中度,可以先使用机前侧导板夹持纠正板坯歪斜后,将立辊打到一定开口度,分别测量两侧立辊辊面距离板坯边部的最小距离,两侧测量值加上標准坯一半宽度作为标定值,可提高立辊对中精度。
(四)温度制度的影响
提高轧制温度虽然可以提高板坯塑性,降低轧制力,减少边部翘皮的产生,但是过高的温度会增加加热炉的负担,浪费燃料、增加烧损,还会影响带钢的机械性能;若加热温度过高或者保温时间过长,还有可能会造成过热、过烧等加热缺陷,极大的影响产品质量。因此制订合适的温度制订是提高产品质量的一个重要方法。
1. 板坯的加热温度要控制在一定的范围内,在保证边部温度的前提下不易过高,板坯的加热时间也不宜过长,否则会使奥氏体晶粒粗大,导致带钢性能降低。
2. 选择合理的轧制工艺来减少边部的温降。可以通过减少粗轧冷却水的道次、使用热卷箱、增加保温罩或者边部加热器等设备来进行控制。
二、 结语
文章通过对热轧带钢翘皮缺陷的形貌、能谱成分和生产线的实际状况进行分析,发现了铸坯本身质量、立辊减宽量、板坯加热制度等因素在翘皮缺陷形成过程中的影响。并根据轧线实际情况提出了相应的预防和控制手段,为避免和减少翘皮缺陷积累经验。
参考文献:
[1]徐海卫,于洋,李飞,等.IF 钢热轧薄板边部翘皮缺陷的产生原因及机制[J].钢铁,2017,47(9):53-56.
作者简介:焦瑞涛,德龙钢铁有限公司。