浅谈楔L型密封圈的设计与研究
2019-12-19 09:03
中国设备工程 2019年22期
(葫芦岛渤船机械工程有限公司,辽宁 葫芦岛 125005)
螺纹接头通舱管件是船舶上常用的一种连接管件。伴随着造船精度和质量要求越来越高,零件的制作要求也越来越高,试验压力60MPa的螺纹接头通舱管件就是其中的一项。在接到此项生产任务后,我们技术人员进行了认真的分析和研究,螺纹接头通舱管件机械加工制作通过引进先进的加工设备和提高操作者的技能水平,加工完全可以满足图纸要求,但压力试验是一个难题,没有更多的经验,只能通过实践来验证。
1 利用聚四氟乙烯平垫密封进行压力实验。
1.1 聚四氟乙烯平垫结构
聚四氟乙烯平垫结构简单。用聚四氟乙烯做密封垫的原因是:密封性较好;与橡胶垫圈相比较,变形小,可承受较大的压力;同时加工性能较好;试压时对工件没有损伤;与紫铜密封垫比较,重复利用率高,成本低。
1.2 聚四氟乙烯平垫进行压力试验
利用工装,采用聚四氟乙烯平垫密封进行压力试验,当压力高到40MPa左右,压力表有掉压情况,同时有水从螺纹接头通舱管件和工装密封帽旋合的螺纹处流出,无法继续加压。拆下压力表,打开密封帽,聚四氟乙烯平垫损坏。通过改变密封帽的预紧力,多次试验,结果相近,可以判断,用此密封形式的聚四氟乙烯平垫强度不够,不能满足60MPa压力试压密封要求。
2 利用紫铜垫密封进行压力试验。
2.1 紫铜密封圈结构
聚四氟乙烯平垫密封不能满足压力试验要求,我们将密封垫材料改为强度更高的紫铜。选用紫铜材料作为压力试验密封垫较少,主要原因是,利用率低,成本高。同时若达到密封要求,需要的预紧力更高。为达到较好的密封要求,我们参照管子平肩螺纹接头(CB*56-83)设计紫铜密封圈。
2.2 压力试验
利用工装,采用紫铜密封垫密封进行压力试验,当压力升高到50MPa左右,压力表有掉压情况,同时有水从螺纹接头通舱管件和工装密封帽旋合的螺纹处流出,无法继续加压。拆下压力表,打开密封帽,紫铜垫出现泄漏口。改变密封帽的预紧力,预紧力越大,紫铜垫密封效果越好。多次试验,可达到60MPa压力试压要求的成功率非常低。每试验一次,密封垫报废一次,效率太低,成本太高。所以用紫铜垫密封试压失败。
3 利用楔L型密封圈密封进行压力试验
3.1 楔L型密封圈结构和材料
两次试验均未成功。本人开始查阅各种资料,同时资询相关专业人员,通过深入研究,设计出楔L型密封圈,结构如图1所示,密封形式为轴向和径向双向密封,轴向密封为主要密封方向,采用楔形结构,受力越大,贴合越紧密,密封效果越好,径向密封为辅助密封。通过理论分析,可以判断,用楔L型密封圈可实现用低压密封材料实现高压密封,故选用聚四氟乙烯材料作为楔L型密封圈材料,完成60MPa通舱管件试压密封。
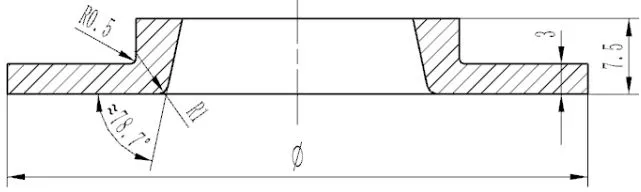
图1
3.2 工装密封帽结构和材料
工装密封帽的结构如图2所示,为避免损伤工件,试压用工装密封帽选用比工件材料强度低又能满足压力试验强度要求的铜作为工装材料。
3.3 试压工装装配
利用楔L型密封圈密封进行压力试验工装如图2所示,试压前,先将螺纹接头通舱管件擦干净,然后放好楔L型密封圈,旋紧密封帽1,同样方法装入密封帽2,利用台钳等工具将其中一密封帽夹紧,通过锁紧另一密封帽,将楔L型密封圈压紧,楔L型密封圈受压变形,最终保证楔L型密封圈与工件和密封帽贴合紧密,达到密封要求。将装好工装的螺纹接头通舱管件装在蓄能罐的工装接口上,输入水,待水从压力表接口流出时,装上压力表,开始试压。
3.4 压力试验
输入10MPa压力,楔L型密封圈先受到轴向A向的压力产生变形,由于轴向采用楔形,越压越紧,A、B、C三处同时受到压力,密封越来越好,承压也相应会有提高。即使有少量密封处有泄漏,楔L型密封圈在径向仍有密封圈起到密封作用(即D、E方向的压力使楔L型密封圈在径向密封),由于径向压力较小,所以径向密封可以满足要求。观察3~5分钟,压力表没有掉压情况,继续加压,将压力加到20MPa,停3~5分钟,压力表没有掉压情况,再次加压,将压力加到30MPa,停3~5分钟,压力表没有掉压情况;继续加压,将压力升高到40MPa,停3~5分钟,压力表没有掉压情况;继续加压,将压力升高到50MPa,停3~5分钟,压力表没有掉压情况;继续加压,将压力升高到试验压力60MPa,压力表没有掉压情况,按试压要求,保压10~15分钟,压力表没有压降,试验成功。
3.5 楔L型密封圈的优缺点
经多次试验,得出采用楔L型密封圈进行密封试压有如下优缺点:
(1)优点:①楔L型密封圈为轴向和径向双向密封,轴向密封为主要密封方向,结构采用楔形形式,密封效果好,径向密封为辅助密封。②由于楔L型密封圈轴向密封结构采用楔形形式,故可适当减小预紧力,同样可实现密封效果,由于减小了预紧力,方便了工装拆装。③楔L型密封圈采用楔型密封可增加密封圈的承受压力,故可采用低压密封材料实现较高压密封。④由于采用低压密封材料实现较高压密封,同时可重复使用,故可大大降低成本。
(2)缺点:①楔L型密封圈和相配合的密封帽加工精度要求高,加工难度大。如果加工达不到要求,密封帽在旋紧力作用下由于受力不均匀而容易损坏,即使在旋紧力作用下未损坏,试压时,由于受压力不均匀,达不到试压要求,密封圈同样会损坏。②在不拆除工装情况下,重复试压同一工件,由于楔L型密封圈受压变形,楔形垫与工装和工件之间产生间隙,加压时,由于侧面进水,楔形密封失去了作用,只有径向密封起作用,所以不能实现60MPa密封要求。因此,再次试压时,必须重新旋紧密封帽。
4 结语
(1)楔L型密封圈的成功设计,解决了60MPa通舱管件类零件的压力试压密封要求,保证了生产的有序进行。
(2)楔L型密封圈的成功设计,为公司生产节约了成本,提高了效益。
(3)楔L型密封圈有一定的推广性。如管路密封,密封材料选用橡胶,由于橡胶变形大,对连接部分要求低,并且双向密封的密封效果好,提高了密封的可靠性。
猜你喜欢
山东纺织科技(2022年2期)2023-01-07
机械工程材料(2022年1期)2022-03-15
煤气与热力(2021年11期)2021-12-21
纺织科学研究(2021年6期)2021-12-02
煤气与热力(2021年4期)2021-06-09
小学生必读(低年级版)(2021年3期)2021-05-12
河南科技(2020年8期)2020-05-19
中国美容医学(2017年7期)2018-02-02
科技创新导报(2016年8期)2016-10-21
科技传播(2013年22期)2013-08-24