双脉冲气体保护焊机研制实践
2019-12-19 09:03
中国设备工程 2019年22期
(1.宁夏民族职业技术学院;2.宁夏点享企业管理咨询有限公司;3.宁夏吴忠市好运电焊机有限公司,宁夏 吴忠 751100)
1 概述
近年来,我国经济持续稳定增长、装备制造业竞争力增强、下游需求结构升级,极大地推动了我国焊接设备逆变技术、智能化、数字化、精确控制技术性能提高和市场应用推广。国家倡导低碳环保、节能降耗、高效低成本等可持续发展理念下,国产品牌高效节能逆变电焊机通用机型、设备焊接性能与国际高端技术设备差距不断缩小,国产数字化逆变电焊机得到了广泛应用。2008~2011年,我国高效节能数字化逆变电焊机全行业销售收入呈快速增长态势,从2008年的49.396亿人民币增长到2011年的86.068亿人民币,其中2011年该行业实现销售收入同比增21.54%。
双脉冲MIG焊是目前国际焊接界研究的热点问题高速焊的核心是短弧长、高能量,短路过渡具有熔深浅、表面余高大、速度快、熔池深、成型好、不容易烧穿板材、不容易产生咬边等特点,焊接速度可以提高48%,而产生较大的成本效益。双脉冲气保焊是我公司近年来重要的技术研发成果之一,填补了国内该领域的空白。具备所有普通脉冲焊接的优点,几乎是无飞溅焊接,低热量的输入、冷过渡。更好的焊接质量和成型、焊接可以使板材最少的变形、最少的填充焊丝合金成分稀释,非常适合焊接合金钢、不锈钢、高强钢、铝合金。双脉冲电弧声较普通脉冲电弧声低约10dB(A)可以显著地提升焊接质量,较强地熔渗深度。
2 研制产品的技术原理
采用双核STM32(64位)CPU全数字化控制,精度高、电弧特性稳定、熔池深、焊接成型好。应用低飞溅波形控制技术、结合高速电子电抗器控制技术和熔滴检测技术,以此来实现无飞溅。同时,可显著提高焊接速度,使焊接速度比同类气保焊速度提升55%以上。在一个单脉冲的基础上叠加一个脉冲,即两个高频脉冲叠加技术,这种波形控制技术增加了熔深、提高了电弧挺度,提高了效率,可以理解为一个能量大的脉冲为融化熔滴,另一个脉冲为熔滴过渡和搅拌熔池,该技术在焊接手法上无须摆动就可实现漂亮的鱼鳞效果。
3 研制产品技术参数(如表1)
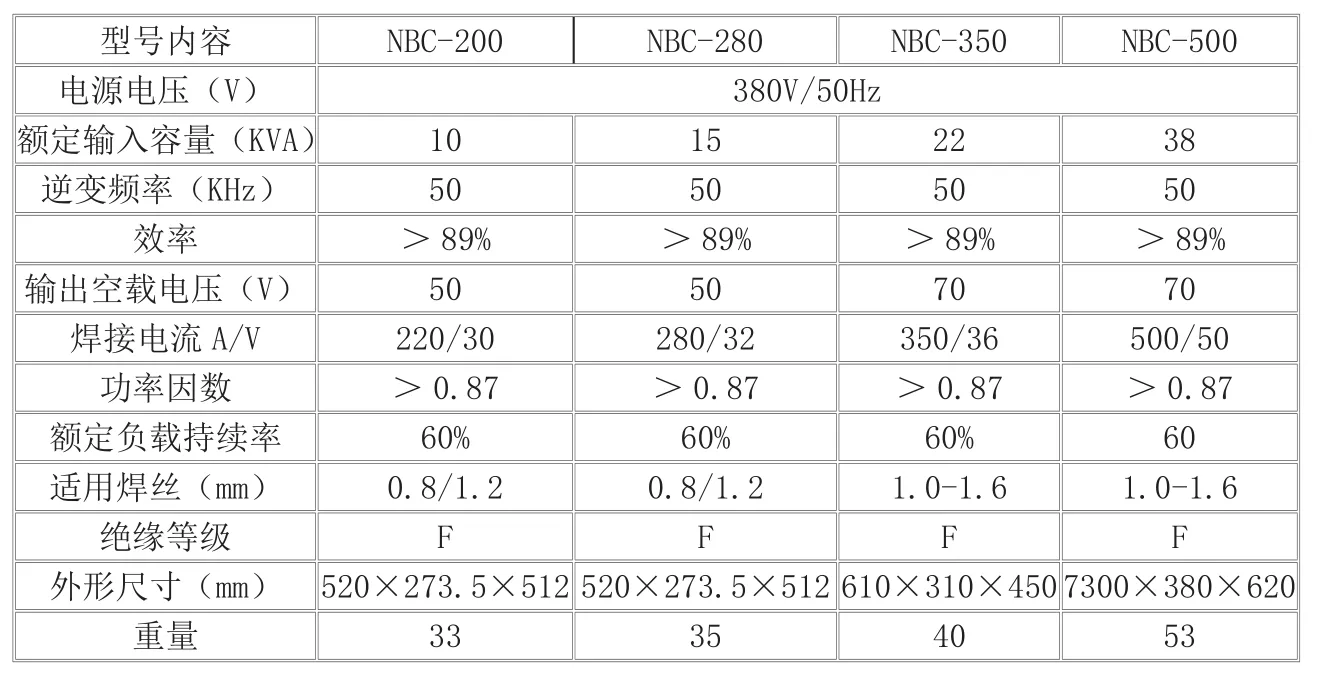
表1
4 研制产品的创新性
双脉冲气体保护焊机创新在于采用双核STM32(64位)CPU全数字化脉冲控制方法,有效实现“一脉一滴”技术,在国内属于领先地位,节能环保,人机设计、操作简便、实用性强、市场竞争力强。
(1)采用双核STM32(64位)CPU全数字化脉冲控制方法。可显著提高焊接速度,使焊接速度比同类气保焊速度提升55%以上。在一个单脉冲的基础上叠加一个脉冲,即两个高频脉冲叠加技术,这种波形控制技术增加了熔深、提高了电弧挺度,提高了效率,可以理解为一个能量大的脉冲为融化熔滴,另一个脉冲为熔滴过渡和搅拌熔池,该技术在焊接手法上无须摆动就可实现漂亮的鱼鳞效果。
(2)无飞溅。通过双核64位CPU全数字化控制精度高,实现高速稳定的电弧、实现更好的焊接成型和焊接质量。非常低的波形控制技术、结合高速电子电抗器控制技术和熔滴检测技术,以此来实现几乎无飞溅。
(3)一脉一滴技术。MIG高速焊接中的熔滴过渡形式主要有大滴过渡、短路过渡、喷射过渡(包括射滴过渡和射流过渡)、亚射流过渡等多种形态,脉冲MIG的所力求实现的过渡与射滴过渡。在射滴过渡的形态中与焊接电流脉冲相对应有多脉一滴、一脉一滴和一脉多滴三种形式,其中一脉一滴是最为理想的过渡形态。而高速双脉冲能有效控制亚射流过渡(介于短路过渡与射流过渡之间的一种过渡形式),能有效实现一脉一滴,提高焊接质量及效率,同时,可实现薄板焊接,实现单面焊双面成型。
(4)人机界面。焊机面板是焊机和用户交互的接口,通过面板用户可以观察和设置焊机的状态、工作模式;选择焊丝、板材、保护气体的类型;调节和存储焊接的工艺参数等。焊机面板将焊接过程中实际的电压、电流等参数显示出来供用户参考,做到智能化人机设计。
5 研制产品设计验证及再优化
根据相关标准,先试制中间型号的NBC-280这个规格的焊机,主要目的是通过试制进行设计图纸、工艺文件、工装等的校验及促进生产条件的完善。根据试验测试结果对焊机的结构进行再优化、改进,最终进行产品结构定型,典型问题如下。
(1)电路板制造。电路板中含有电阻、电容、二极管、三极管、功率管、控制变压器等原件,在设计中存在着各元器件匹配、兼容、电路走向、电阻阻值、功率大小、电容容量等问题需要不断摸索、改进、测试等。在试验成功后,在制造时也出现许多安装问题,例如,二极管方向装反,电阻阻值混装等问题,对此,我们采用流水作业,每道工序只装一个元器件,确认后流转下一道序,从而保证产品正确性。
(2)非晶主变绕制。绝缘层易出现问题,缠绕不均匀,绝缘层易损坏,针对此问题,采用有韧性及高前度的绝缘膜缠绕柒包铜线。匝数易出现或多或少的问题,针对此问题,我们将柒包铜线切割长度定制,从而避免出现匝数问题和缠绕不均问题。
(3)外壳制造。外壳采用冲压技术,主要是模具及冲压设备,为了是产品的外型美观,我们购置数控冲压设备,非常好地解决了普通设备造成造型单一、通用性差的问题。
(4)参数设定与调整。高速脉冲焊机的功能是靠软件实现的,增加焊机功能只需改变其软件即可,各功能模块相互独立,增加新功能完全不影响原有功能和性能,所以数字化焊机功能可以做得很丰富,但是,调整参数及设定的有效性和合理性必须通过不断的实验来获得和修正,为此我们付出了巨大的努力和艰辛,当然这样是我们提高的最好途径,也是公司的核心技术,为后期的机器人开发奠定基础。同时,每种功能都具有很多可调参数,用户既可以采用系统默认的参数非常方便地设置焊机,也可以根据不同的焊接要求精细地调整焊机,使之达到最佳焊接效果。
6 结语
我们研发的双脉冲气体保护焊机创新在于采用双核STM32(64位)CPU全数字化脉冲控制方法,有效实现“一脉一滴”技术,在国内属于领先地位,节能环保,人机设计、操作简便、实用性强、市场竞争力强,引领行业发展。
猜你喜欢
机电安全(2022年4期)2022-08-27
上海金属(2022年3期)2022-06-01
中学生数理化(高中版.高考数学)(2022年1期)2022-04-26
房地产导刊(2022年1期)2022-02-28
东北大学学报(自然科学版)(2020年10期)2020-10-19
焊管(2020年7期)2020-08-18
焊管(2020年12期)2020-02-24
物理学报(2019年4期)2019-03-16
电子制作(2016年1期)2016-11-07
中国科技纵横(2014年7期)2014-12-07