铝合金焊接性能及焊接接头性能
2020-01-07 18:53盛腾飞宁永哲
看世界·学术下半月 2020年9期
关键词:铝合金
盛腾飞 宁永哲
摘要:铝合金特点众多,是工业中不可或缺的轻金属材料。铝合金的使用无法避免焊接过程。铝合金的应用领域非常之广,船舶,工厂,建筑,家具等等。这就需要严格铝合金焊接规范,熟悉铝合金焊接可能遇到的问题。
关键词:铝合金;焊接性能;焊接接头性能
引言:这些年来,铝合金的发展十分迅速,应用领域也十分广泛遍及各个领域。铝合金在实际应用过程中,避免不了需要焊接,这就对焊接性能和焊接街头性能有十分严格的要求,否者会对铝合金成体有非常大的危害影响。下面就铝合金焊接性能及焊接接头性能,展开讨论。
一、铝合金焊接裂纹和特征
铝合金焊接接头受焊接材料的影响所产生的接口有裂纹有会有较大的差异,同时焊接接头还受其他因素的影响,比如说:焊接结构的差异等。因此形成的接头千变万化,按接头形成的部位有两大类:
(一)金属焊接裂缝中的裂纹可以分为:横竖向,发状,弧坑和焊根裂纹等等。
(二)热覆盖区的裂纹种类包括:层状,焊趾以及微热裂纹。其中按照形成裂纹的形成温度可以划分为冷,热裂纹,热裂纹的形成的原因使由于焊接时的高温形成, 由于合成金属的成分偏析还有低熔点金属物质的存在,焊接时由于温度接近焊接金属固相线,金属凝固收缩,而剩余金属液体不足以补充空缺。固相凝固时受到收缩应力的影响以及外界环境的影响下产生金属开裂现象。 主要是因为杂质中碳和钢的成分,小部分铝合金成分占比比较大;液化裂纹则是由于被加热到热影响范围内高温金属晶体临界固体的时候,在收缩应力的影响下形成的。在实际操作过程中,需要被填充物体的表面没有清理干净,就有可能导致焊接表面以及焊接裂缝中存在较多的杂质成分和些许微小气泡。在实际实验操作过程中,铸组织为焊接填补物质,里面含有熔点较高的材料,焊接完成后仍会留有焊缝;还因为铸造组织过于稀疏,气孔比较多,比价容易吸附外界环境中含有的油脂和结晶水组分,它们是形成气孔的决定性因素。如果有拉伸应力作用于焊缝上之时,其含有的杂质和气孔就是经常成为裂缝形成的部位。。在条件准许的情况下,我们可以利用显微镜观察到,那些气孔和杂质和裂缝之间相互有融合的趋势。但是,夹杂物所表现出来负面作用还无法判断到底是由于物质的应力集中缘还是脆性,还有待实验探究。还有,通常认定,铝镁合金焊缝里面的气孔对焊缝金属的拉伸能力并不会造成严重影响。在实验样品中,我们可以发现焊缝试验样品中夹杂和气孔现象同时存在,气孔到底是不是决定微裂纹诱发的关键因素,还是寒焊缝强度减弱的关键因素之一,还需要深入调查。
二、焊接接头的裂纹趋向和气孔趋向
(一)裂纹趋向的决定因素
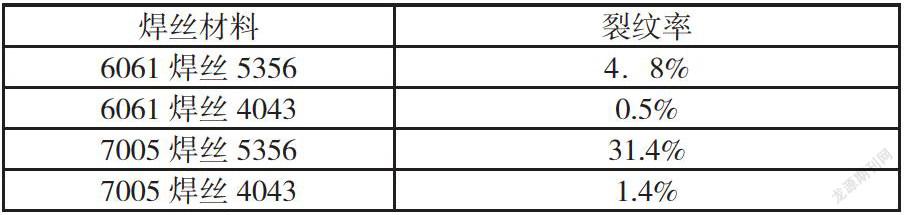
焊接材料的差异决定了裂纹趋向的不同。有大量的鱼骨形变约束裂纹的实验数据可以参考,这实验过程中,采用相同焊接方式,操作步骤也完全一样。
实验数据表明,6061合金与7005合金与同样的5356焊丝,4043焊丝焊接时,6061的合金在焊接时比7005合金裂纹趋向要小很多。从另一种角度来看,焊丝4043要比焊丝5356的裂纹趋向小得多,并且焊丝4043与6061合金,7005合金焊接时,两者的裂纹趋向相差并不是很大,所以在特殊情况下两者是可以进行替换的。
(二) 气孔倾向的决定因素
利用X光线放大焊接部位内部的气孔,用显微镜观察细微的气孔,观察结果比较可以得出,焊丝4043与焊丝5356在同样的焊接时,焊丝4043的微小气孔较少,焊丝5356的内部较大气孔较多。
三、铝合金防止焊接时裂纹产生的措施
从铝合金焊接时的焊接机理可知,对于热烈恩的处理方法我们可以从两方面着手进行改进:冶炼原因和工程工艺方面,降低热裂纹产生的概率。
在冶炼原因方面,我们主要是通过改善冶炼系统,在里面加入变质剂。改善焊缝的着眼点,从其他角度上来看,像增强抗裂能力的话,可以从控制合适剂量的易熔共晶,并减小晶体发生结晶的温度范围。铝合金的结构是最典型的共晶型,最大的裂纹趋向与合金凝固温度范围相互对应,而些许的易熔共晶晶体的会增大裂纹倾向。通常情况下,把变质剂中混合一些钛,锆,钒和硼等微量元素,可以通过细化晶体来改善金属的在可塑性,柔韧性,以至于达到预防热烈问的产生。例如:锆的含量为0.15%,钛+硼的含量为0.1%。可以明显的看的出来加这些微量元素后,焊接时的抗裂能力得到了提高。其这些元素都可以与铝发生一系列化学反应生成难溶性化合物质,在凝固的时候这些微小颗粒发挥自己的作用,细化晶体成为凝固时的晶核。
工艺方面主要是从焊接应力上进行预防,焊接操作,预热操作,接头形状和焊接时操作顺序,从这些方面着手改善裂纹。焊接操作工艺的数据可以表现出来凝固时的不平衡性以及实时的物质状态,参数的选择可以影响凝固时的应变的速度,导致裂纹的产生。当焊接方法的热能比较集中的时候,有利于加快焊接速度,可以预防产生颗粒较大的粗壮柱晶,因而就能改变抗裂能力。在焊接时候采用小的焊接电流,放缓焊接速率,可以降低过热,也可以改变抗裂能力。而焊接时速率的提高,增加焊接部位的应变能力,近而使热裂的趋势升高。综上所述,增大焊接時的速度和焊接时候的电流都可以导致裂纹增大的趋势。经过预热,能够减小焊接时候的膨胀量,焊接应力也随之减小,降低了所受脆性温度范围应力;尽可能使用开坡口和间隙较小的对接焊,尽量不要发生采用十字型焊接接头及其不恰当的位置,焊接方式,焊接前后顺序。当焊接停止,必须立即把弧坑填补,随后在移去热源,不然的话很有可能形成弧坑裂纹现象。
结束语:
铝合金的焊接看是简单,但实际操作起来有很多不尽人意的地方,这就需要我们提前了解铝合金的性质,熟悉铝合金的焊接流程,熟练掌握铝合金的操作工艺。提高操作人员自身的专业技能能力,对加工的铝合金焊接性能及其焊接街头的性能得到保证,生产的品质得到提升。
参考文献:
[1]段金龙.铝合金焊接性能及焊接接头性能的研究[J].世界有色金属,2020(01):275-276.
[2]卢书媛,张波,王卫忠,俞璐.铝钢异种金属焊接性能的研究[J].金属加工(热加工),2019(09):38-40.
猜你喜欢
新材料产业(2021年3期)2021-07-21
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
中国建筑金属结构(2019年4期)2019-05-15
有色金属材料与工程(2018年2期)2018-11-25
名城绘(2018年12期)2018-10-21
有色金属材料与工程(2017年4期)2017-09-18
汽车工程学报(2016年6期)2017-01-11
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年12期)2016-05-25