活性炭吸附蒸汽脱附回收乙酸乙酯工程分析
2020-01-16 09:52吴晓薇
资源节约与环保 2019年12期
吴晓薇
(江苏科易达环保科技有限公司 江苏盐城 224051)
引言
某大型化工企业主要产品为三氯蔗糖,三氯蔗糖由英国Tate &Lyle公司与伦敦大学教授Leslie Hough共同研制,1976年申请相关技术专利,并于1988年投入市场[1];是唯一以蔗糖为原料生产的功能性甜味剂;经过长时间的毒理试验证明其安全性极高,现已有美国、加拿大、澳大利亚、俄罗斯、中国等三十多个国家批准使用。在生产过程中,脱乙酯工段的真空泵机组及压滤机等设备排出的有机废气主要成分为乙酸乙酯。乙酸乙酯是无色透明液体,浓度较高时有刺激性气味,易挥发、易燃、沸点77℃,蒸气能与空气形成爆炸性混合物。在车间的产气源处对废气进行收集,收集的废气经回收装置可回收乙酸乙酯再次用于生产工艺。
1 工程概况
三氯蔗糖生产过程中,在脱乙酯工段有有机废气排放,废气中主要污染物为乙酸乙酯,排放点为真空机组和压滤机。经过对现场监测数据可知,本项目废气中主要成分为乙酸乙酯,废气流量峰值为9000m3/h,冷凝预处理后乙酸乙酯浓度峰值为9400mg/m3。
本工程对各真空泵排口产生的高浓度有机废气先经过冷凝回收后,再接入回收装置;对压滤过程中产生的有机废气,在压滤机正上方安装集风罩,进行抽风,引入同一回收装置进行乙酸乙酯的回收。
2 工艺流程及设计参数确定
2.1 有机废气常用净化工艺[2][3]
(1)燃烧法
燃烧净化时所产生的化学作用主要是燃烧氧化作用及高温下的热分解。因此,该法适用于净化可燃的或在高温下可分解的有害气体。有机气态污染物燃烧氧化后产生CO2和H2O。因而该法不能回收有用物质,但是由于燃烧时放出大量热,所以可回收热量。
(2)催化燃烧法
催化燃烧法是在氧化催化剂作用下使废气中的有机成分完全氧化成CO2和H2O的废气净化技术。催化燃烧温度要求低,大部分烃类和CO在300~450℃之间即可完全反应,故辅助燃料消耗少,但是存在催化剂中毒等问题。
(3)吸收法
吸收法是采用低挥发性溶剂对废气中的有机成分进行吸收,再利用有机分子和吸收剂之间物理性质的差异进行分离的控制技术。该法适用于浓度较高、温度较低和压力较高情况下有机废气的净化;但由于吸收剂本身的性质不理想且吸收剂的再生与处理还存在一些问题,因此应用上受到较大限制。
(4)吸附法
吸附法是利用吸附剂表面与有机废气分子间相互引力的作用产生物理吸附,从而将废气中的有机成份吸附在吸附剂的微孔内,使废气得到净化的技术。广泛应用于苯系物、卤代烃等有机溶剂蒸汽的吸附处理。常用的吸附剂有活性炭颗粒、活性炭纤维、沸石分子筛等多孔结构物质。吸附法在不使用深冷、高压等手段下,可以有效的回收有价值的有机组分。
(5)冷凝法[4]
冷凝法是利用有机物在不同温度下具有不同饱和蒸汽压的性质,将废气冷却到低于有机物的露点温度,使有机物冷凝成液滴而从气体中分离出来的技术。该技术多用于处理高浓度、低风量的有机废气。冷凝净化法对废气中有机物的净化程度受冷凝温度的限制,处理低浓度废气时,需要将废气冷却到很低的温度,经济上不合算。
(6)生物法[5]
生物法是利用微生物的生长代谢作用将废气中的污染物质转变为简单的无机物或同化为细胞体本身的组成成分,使废气得到净化的技术。主要过程为:含挥发性有机物的废气通过与水接触或溶解于水,在浓度差的推动下扩散到生物膜表面,经微生物的生物化学转化和自身的代谢过程,将它们作为能源和营养物质分解和消耗掉,从而达到处理的效果。
另外近年来又发展出低温等离子法、光催化法、膜分离法等技术,对有机废气也有一定的净化效果。
本项目废气污染物乙酸乙酯浓度较高,综合考虑各技术的安全可靠性和经济性,本项目选择使用活性炭吸附回收乙酸乙酯的技术路线。
2.2 工艺原理及流程说明
首先将收集的有机废气,通过循环风机引至活性炭吸附装置进行吸附回收。吸附饱和的活性炭通入饱和水蒸气进行脱附,解吸物乙酸乙酯经过冷凝器冷却,再到分层槽分离,通过泵输送至储罐。
整个装置包括尾气输送系统、吸附系统、脱附回收系统和自动控制系统。有机废气依次通过循环吸附风机、吸附控制阀、颗粒炭吸附罐后由排放口排放。任何时刻都有一个颗粒炭吸附罐处于一级吸附状态、一个颗粒炭吸附罐处于二级吸附状态、另一个颗粒炭吸附罐处于再生或者等待状态。
吸附过程中,有机废气在吸附罐内通过炭层时的气速大大降低,乙酸乙酯被吸附到活性炭颗粒的孔道之中。
吸附结束后通入饱和水蒸气进行脱附,利用水蒸气的热量及吹扫作用将吸附饱和的活性炭床层中的乙酸乙酯脱附下来,混合液和混合蒸汽进入冷凝器和深冷器进行降温,变成温度较低的混合液后,流入分层槽进行分离,乙酸乙酯在分层槽中位于上层,溢流入计量槽,再通过磁力泵输送至企业的粗乙酸乙酯储罐。分层水位于下层,送入污水处理装置。
脱附蒸汽停止吹扫后,吸附罐床层在不停地向下淋冷凝的热水。若马上进行干燥降温,则需要较长时间。本项目先进行间歇淋水让水自然控干,再进行干燥降温。当间歇淋水完成后,吸附床层上的温度很高、湿度很大,不利于吸附,因此,本项目采用真空泵对其进行抽真空,达到对吸附床层降温和干燥的目的,同时残留在活性炭表面的乙酸乙酯也会被进一步去除。
整个废气净化及物料回收过程通过PLC程序自动控制,按dIIBT4进行防爆设计;吸附、脱附过程在吸附罐之间交替进行。
工艺流程如图1所示:

图1 吸附回收装置工艺流程图
2.3 主要设计参数确定
(1)废气成分及处理要求:该废气中污染物为乙酸乙酯,主要来自真空机组(真空机组废气在车间已经过冷凝预处理)及压滤机,其中乙酸乙酯最大排放质量浓度约为9400mg/m3,最大废气流量约为9000m3/h。
(2)设计工况:根据乙酸乙酯性质、废气流量及浓度,考虑最不利情况的存在,吸附装置的设计处理能力按9000 m3/h计,同时采用二级吸附回收大量的乙酸乙酯。
(3)空塔气速:根据HJ 2026—2013《吸附法工业有机废气治理工程技术规范》:固定床吸附装置吸附层采用颗粒状吸附剂时,气体流速宜低于0.6m/s[6],为了提高吸附效率,本项目空塔气速为0.25m/s。
(4)系统阻力:系统阻力包括管路系统和吸附罐本身的阻力,根据计算和实际经验,可知整个系统的阻力〈3000 Pa。
(5)吸附结束后通入饱和水蒸气进行脱附,脱附蒸汽压力≤0.4MPa、温度〈150℃。
(6)根据郭昊的《活性炭吸附回收VOCs的过程研究与工程设计》可知,活性炭对乙酸乙酯的吸附容量在18%左右,本项目吸附容量设计时保守取值为10%[7]。通过计算该设备工作周期按每天4个周期,每个周期6h设计。
3 设备参数和安全保障
3.1 主要设备参数
主要设备的规格尺寸及相关参数见表1。

表1 主要设备规格及相关参数
3.2 安全保障措施
为了保障吸附回收装置能安全高效的运行,需注意以下问题:
(1)考虑含乙酸乙酯废气的爆炸极限。乙酸乙酯的爆炸极限为2.2%~11.2%。因此,本项目进入废气处理装置的乙酸乙酯体积分数应〈1.1%,则该项目废气浓度满足需要。
(2)考虑到整个系统始终处于频繁切换之中,因此在需密封处选用了特殊结构的密封垫来确保系统良好的密封,满足设备安全运行。
(3)本项目采用全自动的PLC控制,交替进行着吸附、脱附、抽真空,避免了操作人员可能发生的失误,提高了安全系数。在设计中,将吸附时间、脱附时间、抽真空时间设计为可调式,这样可以方便企业根据工程条件的变化进行调节。当出现运行故障时,程序自动报警并转入待机状态,有机废气通过三通放空阀紧急排放,保障了设备的安全。
(4)系统温度的控制。吸附过程是一个放热过程,在连续吸附操作进行时,床层温度会持续升高,导致吸附效率下降,同时给系统的安全运行带来隐患。因此系统采用了床层温度报警装置,当温度超过设定值(150℃)时,系统会自动报警并自动切换到安全位置;同时启动降温装置,保证系统正常安全运行。
(5)系统压力的控制。在连续抽真空操作进行时,系统内压力会逐渐减小,给系统的安全运行带来隐患。系统采用了压力报警装置,当压力低于设定值时,系统会自动进行补新风,并停止抽真空,保证系统正常安全运行。
4 运行效果及动力消耗
活性碳吸附回收乙酸乙酯装置已完成调试,正式稳定运行,回收的乙酸乙酯满足企业生产要求。由于废气中乙酸乙酯含量偶尔会达到峰值,故净化后的有机废气存在不符合排放要求的情况,因此还需进一步采取治理措施以使其达标排放。
该套装置在运行过程中主要的能耗为电和蒸汽等,其使用情况见表2:
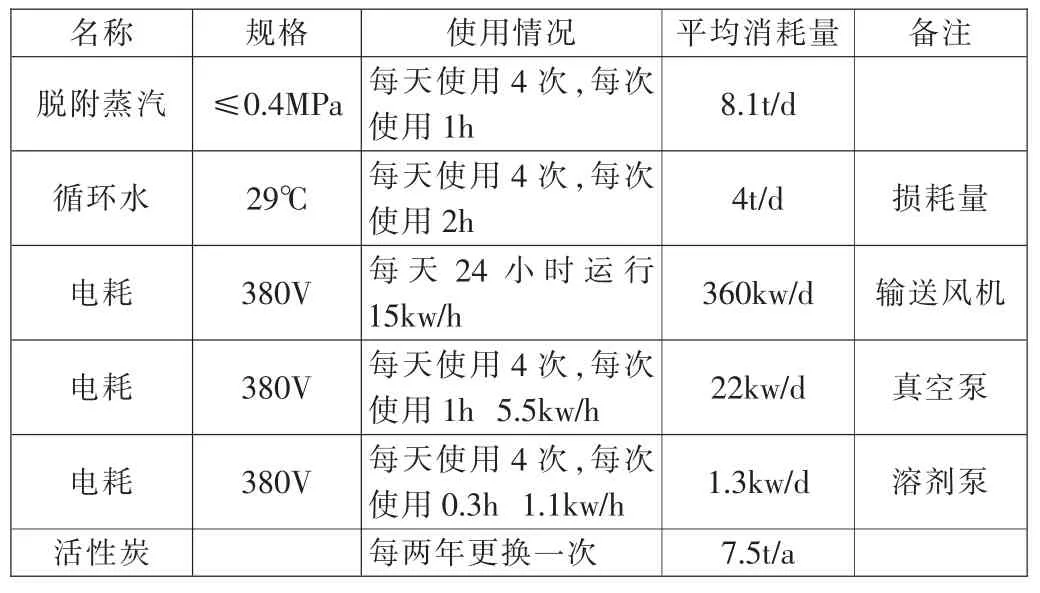
表2 运行过程的主要能耗参数
结语
此项目现已稳定运行,处理效果稳定。项目总投资84.59万元,吸附回收装置每天可回收乙酸乙酯约为650kg,市场价格为4000~6000元/t,由于回收的乙酸乙酯溶液中含有一定的水分和杂质,故每吨价格按4000元估算;一年按300天工作日、每天生产24小时计,每年可回收甲苯195t,约合78万元。因此,采用活性炭吸附法回收三氯蔗糖产品生产过程中产生的高浓度乙酸乙酯废气中的有机溶剂是可行的。
猜你喜欢
东北林业大学学报(2022年12期)2022-12-28
中国药学药品知识仓库(2022年10期)2022-05-29
油气田地面工程(2022年2期)2022-03-01
中南大学学报(自然科学版)(2021年12期)2022-01-26
昆明医科大学学报(2021年8期)2021-08-13
山西教育·招考(2020年3期)2020-05-14
兵工学报(2019年6期)2019-08-06
中南林业科技大学学报(2018年12期)2018-04-08
中成药(2017年8期)2017-11-22
科学与财富(2017年17期)2017-06-16