
角焊小车的应用与推广
2020-02-22 10:07付伟龙
金属加工(热加工) 2020年1期
付伟龙
豪氏威马(中国)有限公司 福建漳州 363122
1 序言
为了应对行业的变化,自动化焊接快速发展。焊工逐渐变成焊接操作工,焊接的技能逐渐转变为操作焊接设备的技能,手上功夫逐渐弱化。相对于昂贵的焊接机器人、焊接专机等设备,角焊小车投资小,效率高,在船舶、海工等行业广泛使用。角焊小车不仅能焊接角焊缝,稍作调整,也可以焊接坡口焊缝。
2 角焊小车简介
我公司大量使用国产华威HK-6A标准型小车。该小车的特征有:①小车底侧安装有高强度磁铁,行走过程稳定。②小车两侧安装导向轮,能够实现仿形跟踪。③小车的夹枪装置能实现上下调整,前后调整,尤其是焊枪倾角360°旋转却不需要复位。④导向轮和夹枪装置都是螺丝固定,容易改造。⑤小车行走动力强劲,可以额外增加负载。我公司也有其他品牌小车,结构基本相似(见图1 和图2)。

图1 HK-6A角焊小车

图2 焊枪调节装置
3 角焊小车常规使用
角焊小车最常规的使用就是横角焊(2F),小车水平放置,导向轮顶住立板(见图3)。单道焊脚尺寸不宜超过7mm, 否则铁液下趟,焊脚不对称。小车不仅能焊长直角焊缝,也能焊弧形角焊缝。
如前所述,小车行走动力强大,可以增加额外负载。当工件要预热时,可以将烤枪固定于小车上,边行走,边预热。

图3 角焊2F
4 角焊小车侧吸式使用
在实际应用中,发现该小车磁性强大,能够侧吸式使用。小车吸住T形的立板,导向轮顶住水平板,靠着小车的磁力,小车也能焊接弧形角焊缝。
必须要注意的是,小车侧吸式焊接中,导向轮的作用是支撑小车于水平状态。小车磁铁与立板的吸力才是弧形焊缝仿形跟踪的基础。
5 角焊小车平焊
焊枪夹枪装置可以360°旋转,因此能够实现坡口焊缝平焊,配合导向轮的仿形跟踪,可以焊接弧形焊缝。如弧形梁的焊接,在底部贴上陶制衬垫,焊接小车直接打底,填充及盖面(见图4)。

图4 弧形梁
6 角焊小车横焊
当角焊小车侧吸式行走时,完全可以实现横向的焊接。焊接前,需要在坡口的下侧点焊支撑,通过导向轮使小车一直水平。
一个φ15m的筒体对接焊缝,筒体壁厚90mm,K形坡口(见图5)。注意导向轮的安装方向:原始的小车,导向轮和焊枪放置位于同侧,而横焊中,小车导向轮与焊枪方向相背离。角焊小车横焊时,只需将小车导向轮与小车的螺丝松掉,然后反向紧固就行。

图5 筒体对接横焊接头
7 角焊小车横焊
许多的筒体和法兰,由于客观条件的限制,只能采用气体保护焊,焊接位置为横焊。焊接过程中需整体预热,并且要求焊缝维持最低的层温要求。
角焊小车焊接筒体与法兰T形接头如图6所示。为了观测电弧,焊枪固定到小车导向轮的外侧,而原始角焊小车,焊枪位于两个导向轮之间。
筒体与法兰焊接常见两个问题:一是在持续高温作用下,小车的磁性逐渐减弱,导致小车与筒体脱离。二是小车在筒体内侧容易剥离,小车与筒体的吸力取决于小车内部磁铁和筒壁的距离。如图7所示,当小车与筒体外侧的距离(W)小于小车与筒体内测距离(N)时,小车在筒体外侧吸力更大,筒体内侧吸力不足。当筒体直径足够大或者直焊缝时,不用考虑小车吸力的问题。
面对小车内侧吸力不足,需给小车增加额外的磁铁。具体办法如下:首先给小车底板点焊一块延伸板,此板应尽量薄;然后在延伸板上放置磁铁,磁铁无需固定。外置磁铁的磁性能透过延伸板,并随小车同步移动。采用外置磁铁办法,有效避免了小车与筒壁的剥离。
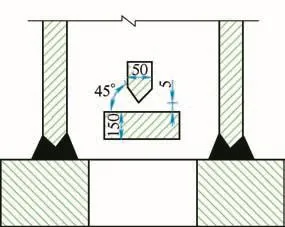
图6 接头大样

图7 小车中心与筒体内外侧的距离
8 角焊小车的优势
角焊小车焊接过程中,行走稳定,焊缝外观均匀,大大减少焊缝外观处理的时间。在焊接坡口时,只需要用钢丝刷清除层间的焊渣,而人工焊接,需要磨机打磨每条焊道。
对于长直焊缝,或高温环境,手工焊接需要多次中断休息,而小车却可以连续工作,提高纯焊接时间。实际上,采用角焊小车焊接,操作者只需要观察焊缝的位置,及时微调焊枪的指向,这样可使劳动强度大大降低。
9 角焊小车与全位置焊接小车的比较
我公司也曾经采用过全位置焊接小车焊接平焊和横焊,但是效果不理想。在平焊位置,全位置焊接小车只能焊接直焊缝坡口对接,无法焊接角焊缝和弧形焊缝;而焊接直缝,人们往往采用埋弧焊小车,效率更高。采用角焊小车,不仅可以焊角焊缝,也可以焊接坡口对接焊缝以及弧形焊缝,前提是角焊小车的导向轮必须有支撑。
全位置焊接小车配备软轨。在横焊位置,小车轨道受到重力的作用,容易往下打滑;受到偏心力矩的作用,容易外涨;小车齿轮行走过程中与轨道啮合有顿挫感,因此实际应用效果不佳。经测试,无论轨道放置于焊缝上方还是下方,轨道端头都需要额外固定。如果是直焊缝,可以采用硬轨,效果更好,但硬轨又无法实现弧形焊缝的焊接。
总之,在平焊和横焊位置焊接,角焊小车能实现一台机器,多种用途,有效提高设备利用率,具有全位置焊接小车无法比拟的优势。
10 结束语
角焊小车能够一机多用,不仅可以水平放置,也可以侧吸放置;既可以焊接角焊缝和焊接坡口焊缝;也可以焊接直缝和焊接弧形焊缝。另外,角焊小车还能在T形焊缝中发挥巨大的作用。
上述各种优势,说明角焊小车值得在行业推广。尤其是横焊位置的对接焊缝,或者T形接头坡口焊缝,角焊小车具有全位置小车无法比拟的优势。
猜你喜欢
选煤技术(2022年3期)2022-08-20
现代农机(2022年3期)2022-07-11
化工管理(2022年11期)2022-06-03
科学大众(2021年8期)2021-07-20
好孩子画报(2020年10期)2020-11-02
组合机床与自动化加工技术(2019年11期)2019-11-27
中国海上油气(2017年5期)2017-11-06
智能制造(2017年4期)2017-07-24
少年科学(2015年7期)2015-08-13
制造技术与机床(2015年8期)2015-04-24
