水压机操纵系统的发展
2020-02-26 13:45杨国强
设备管理与维修 2020年1期
杨国强
(宝鸡钛业股份有限公司锻造厂,陕西宝鸡 721014)
0 引言
液压传动技术是17 世纪根据帕斯卡提出的液体静压力传动原理发展起来的,而锻造液压机是20 世纪50 年代发展起来的一种锻压设备,是利用液体压力来传递能量的全液压控制设备。与机械压力机相比,其压力和速度在广泛范围内无级调整,公称压力大、流量高、液压冲击大。通过理论研究结合实践、总结经验,国内外科技工作者对锻造液压机的传动系统进行了深入的研究,逐渐形成3 种主要的液压传动形式。
1 水压机操纵系统
水压机是利用液体的压力能将工件加工成想要形状及性能的一种锻压设备,其操纵系统通过手柄、控制元件、接力器、反馈装置等环节去操纵各种分配器的阀开或闭,来控制水压机工作,保障水压机完成一个由锻造工艺确定的工作周期。这个周期是:①动梁空行程向下并能停止在该行程的任意位置上;②工作行程(上砧接触锻件后的加压行程)并能停止在该行程的任意位置上;③动梁回程并能停止在该行程的任意位置上;④实现快锻即在单位时间内进行行程小和次数多的锻造,用于精整、倒棱工序;⑤将锻件钳制在上下砧之间。
为了完成上述工作周期,操纵系统有多种不同的形式,但它们都应具有以下5 个特点:①使动梁有尽可能快的行程速度;②操纵轻便、灵活、准确、安全可靠;③经济地利用高压水或其他辅助能源;④操纵系统本身结构简单、适用、易于制造和维修;⑤优先采用标准化的零部件和液压元件。
2 水压机操纵系统的发展及形式
(1)水压传动的随动操纵系统。其特点是利用泵站的高压水做为系统本身的动力源,它通过大手把、二级分配器(控制元件)、齿轮齿条接力器,苏式连杆反馈机构去操纵凸轮式分配器的凸轮轴回转,实现阀的开或者闭。宝钛集团1250 t 水压机的操纵系统最早也是如此,此种操纵系统,劳动强度大,系统精度差,可靠性差,维修保养困难,现在大都淘汰不用予以改造。
(2)电液传动的闭环操作系统。动力源为辅助油泵站供给的压力为6.5 MPa 的矿物油,该系统在电气系统的配合下形成电液伺服系统,其实际是一个液压传动系统,因为液压系统有易然、易漏且其伺服阀对油液要求较高的缺点,所以其安全性较差、故障率高,在发展过程中被慢慢地淘汰了。
(3)电气传动的闭环操纵系统。宝钛集团3150 t 水压机在2008 年对其进行了改造,其主要工作过程如下:在操作台台上搬动小手把(连接一个编码器),这时会有一个信号传送到PLC,其将信号转换成伺服电机可以接收的信号,该信号传给伺服电机,电机会有一个摆角,经过蜗杆减速器带动分配器的传动轴;传动轴上检测轴摆角的传感器会将信号传到PLC,与手柄发出的信号作对比;使轴一直转到手柄所给定的信号“位置”(轴上有正、负两个极限限位保护,伺服控制器中还有过载及温度保护);轴使与其连接的凸轮推动顶杆,使阀开启或关闭。该系统工作稳定,采用无触点元件经久耐用,易于实现自动控制和检测锻件尺寸,甚至实现与操作机联动。其最大的特点是水压机操纵已经实现部分自动化(按编程),而且可以实现完全自动化。另外,该系统还有机械结构简单可靠、易于维护保养、使用效果良好等特点,为今后水压机的设计和改造指引了一条新途径。
从现在使用的设备控制方案可知,这是一个闭环系统,控制精度较高,反应灵敏能达到现场的使用要求(图1)。
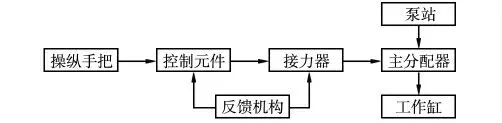
图1 设备控制流程
3 水压机操纵系统常见故障
操纵系统主要由分配器、充水系统、管道及连接附件、伺服系统等组成。对于水压机而言,操纵系统就像人的大脑一样、不可替代,其重要性不言而喻。下面主要来分析伺服系统及主分配器方面的组成、工作原理及常见故障。
目前主流的水压机操纵系统多数为电气闭环系统,主要包括伺服电机、摇杆轴、(进、排)水阀、顶杆及顶杆套、位置传感器、PLC 伺服控制器等。在实际工作中,系统会发出伺服电机过载等报警提示。
伺服电机过载故障是比较常见也容易判断处理的。首先,要了解该报警是否是系统检测到伺服电机电流等工作参数得到的。先检查最容易判断的顶杆及套、滚轮等,滚轮是否完好、顶杆与顶杆套配合间隙是否合理、有无卡滞。实践统计,过载报警类故障有80%是由上述零部间失效引起的。为了尽量避免此类故障的发生,可以采取如下措施:顶杆及顶杆套要加强规范润滑措施,落实润滑的相关要求;滚轮在加强巡检力度,失效后要及时更换。因为部分滚轮位置的滚轮失效后,不但能引起过载类故障的发生,而且能引起操纵系统动作“失灵”。这一点要特别引起技术人员的注意。
伺服系统是压机的“中枢”,要从其组成、工作原理等方面去熟练掌握他。另外,常见的故障还有输入(手柄给定数值)、输出(摇杆轴编码器返回值)不一致。这类故障大多数是由于输出编码器(摇杆轴上的)联轴器松动或者损坏引起的。处理时应首先检查该联轴器,因为其松动可导致摇杆轴“零位”跑偏,如果有问题可根据实际情况处理修复或更换新件。另外,偶尔有线路故障发生要具体甄别。宝鸡钛业股份有限公司锻造厂在2018 年就出现一例故障,压机在加压完成后要提升时,伺服控制器经常就进入“保护状态”,导致设备“失控”。这种故障是很危险的,伺服报警器英文显示已到位置。刚开始处理这类故障时,技术人员因为未遇到类似问题,误认为这是“过载”保护,拆开进、排水阀数次,故障始终排除不了,这给相关技术人员带来了极大压力。在压机提升时,技术人员偶然发现摇杆轴上的限位感应装置指示灯在故障时间点亮了,这才理解压机“失控”的原因:原来是摇杆轴上限位感应装置发生了周向转动,固定感应装置的定位键失效。通过恢复定位键后即可正常工作。对于类似问题的解决,技术人员一定要注意要具体问题具体分析,才能准确、快速地处理故障。
除了伺服系统报警类故障之外,还有一大类是阀门的故障,如主分配器内部密封损坏、阀口关水不严、阀芯卡滞等。单独密封失效类故障比较好处理,根据相应的动作情况就可以判断。但是在处理过程比较烦琐,需要拆开螺塞,用专用工具将密封座、阀杯、阀座等零件取出,并更换相应的密封件。随着现代工业的发展,人们对环保的要求日益严格,而工厂将液压机原本使用的乳化液用工业用水替代这样的做法,就给设备的操纵系统造成部分故障。因为乳化液有一定的润滑性能,不容易腐蚀阀杯、阀座等零件,使拆装工作进行得比较顺利,使用效果也比较好,而换做工业用水后,不但加剧了相关零部件磨损、锈蚀,还给检修工作带来了困难。所以,技术人员要注意寻找解决上述困扰的平衡方案。
由阀门引发的故障一般要拆解各分配阀芯,除了要关注显而易见的问题外,应当注意到一大类问题的存在,即阀芯2 mm泄流通道的角度问题。正常情况下,在顶杆将阀杆微微顶起(2 mm)左右时,主阀上腔就会迅速泄压,形成一个泄流通道、平衡上下两腔的压力,主阀芯随即就能轻松打开。如果该角度不对,在阀杆被顶起2 mm 后阀芯孔就会被堵上,主阀上腔就有很大的压力,主阀芯也就无法打开。此类问题可引起多种类型的故障,如动作失灵、设备发抖等。
4 结论
综上所述,一台设备的操纵系统异常复杂,应该从其构成原理入手来掌握,使其为工业更好地服务。操纵系统是水压机控制的中枢,只有不断研究相关技术,才能使水压机控制得更加可靠、准确、智能,才能使设备发挥出更大的潜能。
猜你喜欢
模具技术(2021年5期)2021-10-13
南方农机(2021年3期)2021-02-07
演艺科技(2020年5期)2020-11-29
湖北农机化(2020年17期)2020-11-02
锻造与冲压(2020年13期)2020-07-09
农业装备技术(2020年3期)2020-07-06
三联生活周刊(2017年33期)2017-08-11
中南大学学报(自然科学版)(2016年2期)2017-01-19
火控雷达技术(2016年1期)2016-02-06
船海工程(2015年4期)2016-01-05