FOCKE401 透明纸包装机长边终封烙铁的改进
2020-02-26 13:45徐启勇
设备管理与维修 2020年1期
徐启勇,赵 安,胡 涛
(红云红河集团会泽卷烟厂,云南曲靖 654200)
0 引言
在烟包外表面包裹透明纸,一方面为了达到防潮和防止水分和香气散发,另一方面是对烟包的外观进行美化。因此,透明纸的包装质量与烟支防霉保质关系甚大,小盒透明纸包装质量不稳定不仅会造成烟包外观质量不达标,还会使物耗增加,使卷烟生产成本升高,经济效益下降[1]。FOCKE401 小盒透明纸包装机主要由透明纸供给系统,拉线供给系统,透明纸裹包成型热封系统等组成。透明纸裹包成型热封系统主要完成烟包的传送、透明纸裹包,并在传送过程中完成透明纸的初次预封和最后热封。其中,堆积塔内的长边终封烙铁主要完成对已预封过的透明纸长折页的最后热封[2]。在实际生产过程中,小盒透明纸侧面长边容易出现热封不牢、长边侧封皱褶,拉线反卷等质量缺陷。此外,由于不同品牌卷烟的商标纸、透明纸等包装材料在表面摩擦系数、收缩性能等方面存在差异,导致更换牌号后小盒透明纸包装的外观质量不稳定,特别是换牌生产后,小盒透明纸的侧长边包装质量差异较大,不能满足现代卷烟生产企业提高生产效率和保障产品质量的要求。因此必须设法解决该问题[2]。
1 存在的问题及原因分析
1.1 有效烫封面积小
FOCKE401 小盒透明纸包装机透明纸侧长边热封质量主要由长边预封烙铁和长边终封烙铁决定。在此之前,已经对长边预封烙铁进行了改进,改进前后如图1、图2 所示,即原401 转塔侧缝烙铁只有一个位于转塔正上方,改进后是利用上半圆弧区的宽度差调整尺寸,增加一个长边预封烙铁,对烟包侧长边透明纸进行两次预封,从而达到增加预封次数的目的。但是,通过改进长边预封烙铁后,侧长边透明纸的热封质量并没有达到预期效果,在生产过程中仍然出现长边透明纸热封不牢、长边侧封皱褶,拉线反卷等质量缺陷,特别是长边侧封皱褶,拉线反卷两个问题并没有明显改善。因此,影响小盒透明纸包装机透明纸侧长边热封质量的主要原因应该是长边终封烙铁。
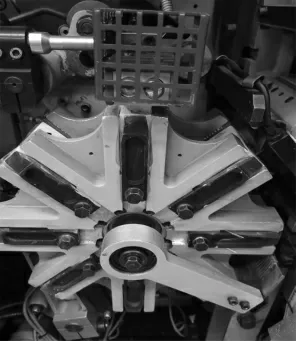
图1 长边预封烙铁改进前实物图
FOCKE401 小盒透明纸包装机长边终封烙铁如图3 所示,原有长边终封烙铁的尺寸和表面形状如图4、图5 所示。通过测量计算,堆叠塔处小盒透明纸包装机透明纸长边终封烙铁的总面积为8.125 cm2,由于长边终封烙铁发热面呈梯形,则长边终封烙铁能与烟包的接触面积为4.101 cm2,即有效烫封面积仅为4.101 cm2,而烙铁表面其余4.024 cm2的发热部分没有对烟包进行热封。

图2 长边预封烙铁改进后实物图

图3 长边终封烙铁实物图
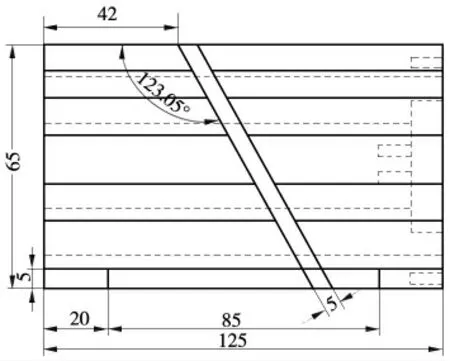
图4 原有长边终封烙铁
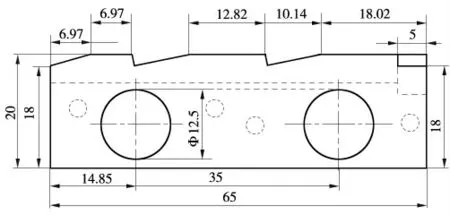
图5 原有长边终封烙铁
1.2 烙铁的表面形状不利于稳定透明纸长边搭口的热封质量
针对烟包拉线反卷这一常见质量缺陷来说,由于长边终封烙铁发热面呈梯形,意味着烟包在经过长边终封烙铁进行烫封的过程中,烟包的侧长边是间歇性进行烫封的。长边终封烙铁首先与烟包侧长边透明纸进行接触烫封时拉线的U 形切口处并未有完全熨烫牢固,随着烟包的运动,拉线的U 形搭口在间歇性烫封的过程中可能存在熨烫不充分而导致拉线接头打开的情况。基于原有的长边终封烙铁表面形状,如果U 形切口处的拉线接头在烙铁表面的“凹槽”处打开,随着烟包运动到平面处,U形切口处的拉线接头就容易被反折并熨烫,如此反复,便造成拉线接头反卷质量缺陷。
此外,烟包在堆叠塔内进行侧长边烫封的过程中,透明纸烟包之间可能出现相对运动,这就容易造成长边侧封皱褶的质量缺陷。特别是在换牌生产后,由于不同商标纸和透明纸的表面摩擦系数不同,透明纸与烟包之间的运动不稳定,在烫封过程中容易出现相对运动,这就更加容易造成长边侧封皱褶的质量缺陷。而原有烙铁表面的梯形结构不利于透明纸与烟包的同步稳定运动,加剧了透明纸与烟包之间产生相对运动的风险。
在烟包侧长边透明纸熨烫不充分的情况下,就会产生小盒透明纸长边热封不牢的质量问题。在实际生产过程中,虽然升高烙铁的温度有利于长边搭口热封牢固,但烙铁温度过高也会带来一些弊端,例如在长边搭口处形成“死皱纹”、烟包过度熨烫变形、透明纸内起雾等质量缺陷。因此,针对小盒透明纸长边热封不牢这一质量缺陷,也应该从烙铁表面结构进行改进。
2 改进措施
由以上分析可知,造成FOCKE401 小盒透明纸包装机长边透明纸热封质量不稳定的原因主要是因为长边终封烙铁的有效烫封面积小,以及烙铁的表面形状不利于稳定透明纸长边搭口的热封质量。围绕这两个原因寻求解决办法,通过综合分析,决定采用增加烙铁与烟包的接触面积来增加烙铁的有效烫封面积,通过将烙铁表面改为摩擦更为稳定的平面,以达到稳定透明纸长边搭口热封质量的目的。
2.1 改进后烙铁的尺寸确定
通过查阅《FOCKE350 包装机组》等相关技术文件和试验观察发现,当烟包到达提升器顶端时与透明纸长边终封烙铁的截面接触面积最大,此时是调整透明纸长边终封烙铁截面的最佳位置,通过测量,烟包的长边侧封搭口截面长度为88.48 mm,高度为19.3 mm。为了准确改进透明纸长边终封烙铁的截面,应尽量增大其与烟包侧面的接触面,同时烙铁长度要求至少能容纳5个工位的烟包,由于设备基准设置,最多不能超过7 个工位的烟包。如果过短达不到增大有效热封面积的效果,过长会导致材料浪费,因此透明纸长边终封烙铁截面应尽可能大一些。所以,透明纸长边终封烙铁截面的长度5×19.3 mm<L<7×19.3 mm。烙铁的宽度须大于烟包的长度且须小于外墙板到设备基准面之间的距离,并为两墙板及墙板的活动留出余量,所以宽度88.4 mm<d<100 mm。
因此,FOCKE401 小盒透明纸包装机透明纸长边终封烙铁的截面尺寸取整为:长度为115 mm,宽度为95 mm,高度为20 mm。如图6,图7 所示。
2.2 烙铁表面形状和材料确定
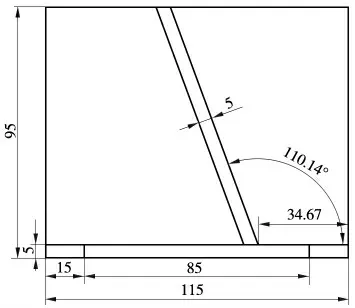
图6 改进后长边终封烙铁
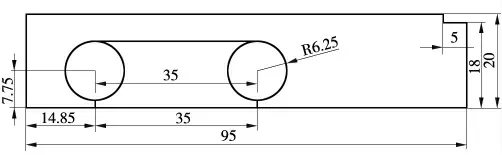
图7 改进后长边终封烙铁
为了稳定透明纸长边搭口的热封质量,必须使烟包侧长边在烙铁表面向上运动的过程中保持相对稳定的摩擦力,因此长边终封烙铁的表面要避免突变的形成,综合考虑后决定选取垂直平面作为烙铁的表面形状。为了避免烟包侧长边搭口在烫封过程中产生气泡,决定保留在烙铁表面开槽的设计,有利于使烟包在烙铁表面运动过程中逐步形成挤压排除气泡。透明纸长边终封烙铁为外热式烙铁,对烙铁材料从成本、加工难易程度、导热性能、耐磨性能,热变形等方面对综合评估,最终决定采用铝合金作为烙铁的材料。
3 改进后效果
改进后的透明纸长边终封烙铁能有效保证烙铁面与烟包充分接触和烫封,烟包在紧贴烙铁表面运动的过程中摩擦稳定。烟包侧长边透明搭口在烫封过程中无“泡皱”、“死皱”等现象,烟包侧长边拉线的U 形切口处拉线接头平整。对透明纸长边终封烙铁的改进有效减少烟包小盒透明纸长边热封不牢、长边侧封皱褶,拉线反卷等质量缺陷,在一定程度上保障和提高产品质量。
猜你喜欢
河北农机(2020年10期)2020-12-14
小猕猴学习画刊(2019年4期)2019-05-08
中国新技术新产品(2019年2期)2019-04-12
中国科技信息(2016年7期)2016-09-06
中国设备工程(2013年9期)2013-12-07
中国新技术新产品(2013年20期)2013-11-16
中国蜂业(2012年13期)2012-08-15
知识窗(2010年7期)2010-05-14
中国乡村医药(2010年3期)2010-02-09
职场(2009年11期)2009-11-11