
电芬顿氧化法在工业污水处理中的应用进展
2020-03-04 05:16李浩苏敏茹宁波职业技术学院化学工程学院浙江宁波35800通标标准技术服务有限公司宁波分公司浙江宁波35000
化工管理 2020年2期
李浩 苏敏茹(.宁波职业技术学院化学工程学院,浙江 宁波 35800;.通标标准技术服务有限公司宁波分公司,浙江 宁波 35000)
0 引言
芬顿氧化对难降解有机污染具有很高的去除能力,使其在废水处理中具有很广泛的应用,其实质是二价铁离子和双氧水之间的链反应催化生成具有强氧化能力的羟基自由基,无选择氧化水中的大多数有机物。除了传统的芬顿氧化法外,目前研究应用较多的均为类芬顿氧化法,包括电芬顿氧化、光芬顿氧化、微波芬顿氧化和超声芬顿氧化等。
1 芬顿氧化法作用原理
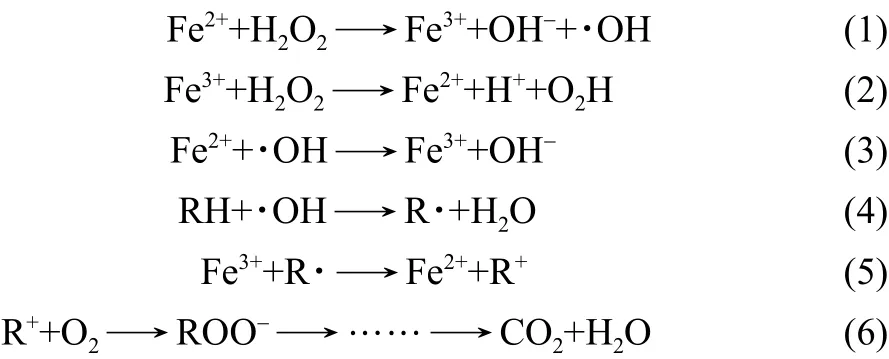
芬顿氧化法通常是在酸性条件下,H2O2在Fe2+存在下生成强氧化能力的·OH,并引发更多的其他活性氧,以实现对有机物的降解,其氧化过程为链式反应。其中以·OH产生为链的开始,而其他活性氧和反应中间体构成了链的节点,各活性氧被消耗,反应链终止。其反应机理较为复杂,这些活性氧仅供有机分子并使其矿化为CO2和H2O等无机物,从而使芬顿氧化法成为重要的高级氧化技术之一。芬顿氧化的链反应通常包含以下反应[1,2]:
2 电芬顿氧化处理工业污水
与传统芬顿氧化法不同,电芬顿氧化法利用电化学法产生Fe2+和H2O2作为芬顿试剂,具有化学药剂添加量少、电解过程可控性强(控制参数主要为电流和电压)、易于实现自动化、污泥产生量少、二次污染少等优点[3],使其更受研究者的青睐,在工业污水处理上同样具有较广的应用。
2.1 印染废水
Alcocer等人[4]基于硼掺杂金刚石(BDD)阳极,研究了阳极氧化、电芬顿氧化和光电芬顿氧化对三种含不同工业染料(蓝BR、紫SBL和棕MF)的污水的处理效果。结果显示,存在Na2SO4电解质的情况下,可以实现几乎100%的脱色,且依据脱色效率和溶液中溶解性有机碳的降解趋势判断,光电芬顿的氧化效率最高,阳极氧化的效率最低。这项研究证明了在适当的条件下,基于BDD电极的电芬顿氧化法在降解工业染料废水中的潜在价值。
Bedolla-Guzman等人[2]采用BDD阳极和空气扩散阴极,对比了阳极氧化(包含电生成的H2O2)、电芬顿氧化和光电芬顿氧化处理偶氮染料活性黄160的氧化效率。在电化学作用下,活性黄脱色速率较慢,而存在芬顿反应后,氧化速率则明显提升,且经过约6h电芬顿氧化处理后,溶液中主要有机物为草酸、乙酸、甲酸等小分子酸类物质。
2.2 酒厂废水
酒厂废水具有高COD、TOC、颜色和低pH值等特点,对环境造成较大影响。Díez等人[5]报道了LED光辐射辅助电芬顿氧化法处理酒厂废水,他们以石墨板为阳极,对模拟废水,在最优条件下实现了较高的脱色率和TOC去除率,且整个过程能耗较低,仅为1kWh/g TOC。与此同时,还将其应用于实际酒厂废水的处理中,验证了该方法的适用性。
Moreira等人[6]将生化处理技术和电化学高级氧化技术结合处理酒厂废水,并对比了多种不同的电化学高级氧化技术处理效率。他们采用了BDD阳极和碳-聚四氟乙烯空气扩散阴极,其结果同样显示电芬顿氧化的处理效率明显优于阳极氧化,而紫外光、太阳光等光能作用又能进一步促进电芬顿氧化效率。
2.3 医药废水
García-Montoya等人[7]研究了电化学氧化处理含醋氨酚和双氯芬酸的医药废水的降解效果。以BDD电极为阳极,不锈钢板为阴极,外加电流从1.56~6.25mA/cm2变化,当采用阳极氧化时,其矿化效率仅接近50%,而当采用电芬顿氧化处理时,矿化效率提升至了80%。
Helena等人[8]采用一种新的生物电芬顿氧化法处理城市污水中常见的非甾体抗炎药。在工艺中,强氧化性的羟基自由基的生成主要利用了细菌氧化有机底物产生的电子。在最优条件下,酮洛芬的去除率为59%~61%,双氯芬酸的去除率为87%~97%,布洛芬的去除率为80%~86%,萘普生的去除率为75%~81%。然而,将该法应用于实际废水处理中时,其降解速率和效率均略有下降,但是该研究结果还是为微污染废水处理技术的发展提供了新的思路。
2.4 城镇污水
Komtchou等人[9]采用电芬顿氧化法降解处理城镇污水中的卡马西平,分别研究模拟废水(12mg/L)和浓缩城镇污水(60~70μg/L)的降解情况。对于模拟废水,在最优条件下,溶液的TOC去除率和卡马西平去除率分别可达52%和73%,同时该方法还作为城市污水处理厂的三级处理工艺,测定实际废水,结果显示卡马西平几乎被完全去除。
Ren等人[10]开发了一种基于石墨烯改性阴极的直流电芬顿技术,同时实现了城镇污水深度处理和消毒处理。对于城镇污水二级出水中的磺胺嘧啶,首次实现了同时降解和消毒作用,且整个过程的电能耗很低,仅为0.21kWh/m3。这主要是得益于在电化学剥落石墨烯修饰的新型石墨毡阴极表面,能以3.08kWh/(kg H2O2)的超低电能耗产生4.41mg/h/cm2的过氧化氢。该工艺为城市二级出水的一次处理和回用过程中的消毒和抗生素降解提供了一种新的选择。
2.5 垃圾渗滤液
Fernandes等人[11]采用BDD阳极和碳毡阴极,对初始COD为42g/L的垃圾渗滤液反渗透浓缩物进行电芬顿氧化处理。通过对比外加电流、溶液pH和初始Fe浓度的影响发现pH对降解效果影响最大。而铁浓度则保持73mg/L,溶液中铁浓度为61mg/L,即可保证芬顿氧化彻底完成。在最高的电流强度,最适的条件下,经过8h降解后,能去除16.7g/L的COD。
Mohajeri等人[12]则采用铝电极同样研究了电芬顿氧化法对半好氧垃圾渗滤液的处理情况。结果显示,电芬顿氧化法是处理垃圾渗滤液非常有效的方法,但是要求双氧水和Fe2+均不能过量存在。在最优条件下,最高的COD去除率和脱色率分别为92%和93%。
3 展望
尽管电芬顿氧化技术在难降解有机污染物的处理中已经取得了较好的结果,并在多种工业污水处理中均有应用。但是该法依然存在电流效率低,反应pH值较低,反应生成的铁泥会造成二次污染,增加后处理的难度和成本等缺点,限制了其大规模应用。因此开发高效的电极材料,提高电流效率和电化学降解效率,是未来研究的重要方向。就阳极材料而言,BDD电极是目前氧化性能极为优异的电极,但是它依然制造成本高、难以工业化应用等缺点,还需进一步开发寻找同样高性能低成本的其他阳极材料。而对于阴极材料,其主要功能是曝气生成过氧化氢,同时在阴极表面还原Fe3+为Fe2+,形成芬顿反应区,因此同样需要需要开发耐用、低成本、能稳定生成高浓度过氧化氢的新型阴极材料。
猜你喜欢
有色设备(2022年2期)2022-08-06
城市道桥与防洪(2022年5期)2022-06-25
农产品加工(2022年9期)2022-06-17
包装学报(2022年2期)2022-05-13
中国油脂(2022年1期)2022-02-12
辽宁化工(2021年3期)2021-12-29
节能与环保(2021年9期)2021-10-19
粮食与食品工业(2021年4期)2021-08-19
军民两用技术与产品(2021年10期)2021-03-16
