
提高梗丝掺配质量水平
2020-03-08 15:30马楠
装备维修技术 2020年19期

摘要:制丝是卷烟生产的核心流程之一,决定了卷烟的内在品质,其加工过程的稳定与否将直接影响到产品质量。因此,及时解决设备出现的问题能有效提高产品的稳定性和生产效率,从而有效地减少质量事故。制丝车间掺配工序对烟丝品质影响较大且工序较为复杂,是制丝生产和工艺的重要关注点。为有效解决梗丝掺配质量水平不高的问题,以提高梗丝掺配质量水平为目标,运用科学方法,寻找解决方案,力求推进车间精益管理不断迈向新高。
关键词:制丝;掺配工序;梗丝掺配质量
自设备技改以来,12 吨线梗丝掺配均匀性存在问题,最终影响到了掺配过程稳定性,造成产品质量波动,在 MES 系统里直观的表现为“单位时间梗丝掺配比例”得分较低。12 吨混丝处理线过程质量评价报表中掺配工序“单位时间梗丝掺配比例”得分较低,仅为 91.35 分。为有效解决梗丝掺配质量水平不高的问题,立足于实际,以提高梗丝掺配质量水平为目标,寻找解决方案。
1、现状调查
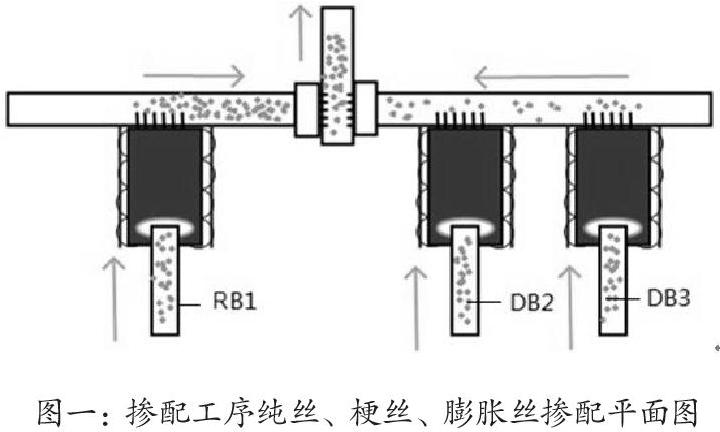
掺配工序是烘丝段一个重要的组成部分,它是将叶丝、膨胀丝和梗丝通过运输带的运输,按照规定要求以一定的比例混合,混合后进入混丝柜储丝。由于掺配比例控制的好坏将直接影响到卷烟的吸感,梗丝和膨胀丝掺配比例的合格率一直是质检部门考核制丝车间的指标之一。因此,保证梗丝和膨胀丝按照质量标准的比例添加到叶丝中对于制丝车间来说具有十分重要的意义。
2原因分析
预填充后梗丝堆积不饱满和掺配过程中料头“掺配比例”冲高是导致“梗丝掺配比例”关注项批次多的主要问题。造成此现场的主要原因是:a、皮带表面摩擦力小,随机观察十批梗丝预填充过程电子秤皮带拉料情况。b、料头时电子秤调节不稳定,对 12 吨线发生过预填充的梗丝掺配电子秤在料头添加时单位时间梗丝掺配比例曲线进行跟踪记录。c、梗丝预填自检标准不完善。梗丝在料头时掺配稳定要求预填充后梗丝达到一定的高度且高度均匀。
3、详细技术内容
3.1使用摩擦力较大的皮带更换电子秤皮带
a、咨询技术人员是否可以更换摩擦力较大的电子秤皮带;小组成员在电子秤皮带选型之前对用摩擦力较大的皮带替换现有皮带是否可行进行了探讨;b、电子秤皮带的选型;为了有效增大电子秤皮带表面的摩擦力,需要选用皮带表面有花纹的皮带;c、电子秤皮带的安装与调试;皮带选型完成后,小组成员利用设备检修的空余时间对电子秤皮带进行了更换、校准与调试。d、跟踪调查统计测试结果,小组成员随机的抽取十批次发生过梗丝预填充的生产批次,对电子称皮带表面的摩擦力重新进行调查。
3.2完善现有电子秤掺配控制程序
a、分析现有程序存在的缺陷; b、选择易于实现的适当方案, 解决存在的问c、根据所选方案,进行措施实施过程;d、检验实施措施是否有效。
3.3完善梗丝预填自检标准
a、以压辊高度为参照依据,收集分析预填充物料高度信息,得出物料预填高度自检标准;b、将自检标准纳入烘丝 SOPS,生产过程中严格执行标准;c、检查自检新标准执行情况。
4. 效果检查
4.1关注项批次统计
梗丝掺配比例每月质量水平得分都高于车间内控质量考核值 97 分,“梗丝掺配比例”受关注项批数平均值为 1.25 次,但关注项最多的月份达到了 2 次。
4.2考核报表得分
从考核报表中可以看出,单位时间梗丝掺配比例得分为99.25 分,较对策实施之前的 93.64 分,已经有了相当显著的提高。
5. 成本及效益分析
此次改进更换了电子称皮带,该设备处于质保期内,未产生器件更换成本。项目实施后取得了较好的质量效果,梗丝掺配质量水平由改进前的 93.64 分提高到改进后的 99.25 分,减小了出现质量缺陷的概率,有效降低了关注项批次,减少了烟丝批不合格的风险,提升了烟丝内在品质,保证了卷烟吸感,降低了质量劣质成本。
6.总结
回顾本次活动,在小组成员的共同努力下,活动取得了明显的成效,目标得以圆满完成。在专业技术水平方面:对制丝工艺、控制程序和设备工作原理等方面的知识有了更为深入的了解;掌握了程序设计、优化的方法以及设备生产工艺参数之间深层次的联系,对关键工序点的质量管控标准有了更为全面的认识,并进行了深入的学习。
作者简介:
马楠(1988-),男,回族,云南省玉溪市,职务/职称:采购管理员;学历:本科,单位:红塔烟草(集团)有限责任公司玉溪卷烟厂;研究方向:烟草包装和制丝机械、工程项目管理、设备采购维护管理。
(红塔烟草(集团)有限责任公司玉溪卷煙厂,云南 玉溪653100)
