
电机测温假信号的滤除技术
2020-03-08 00:14陈晓
装备维修技术 2020年19期
摘要:在工业生产中常有带测温保护的电机因假的测温信号产生故障跳停。本文通过原因分析,提出整改措施。通过一段时间的实际应用证明整改措施合理,效益明显。
关键词:主电机;假信号;滤除技术
1.前言
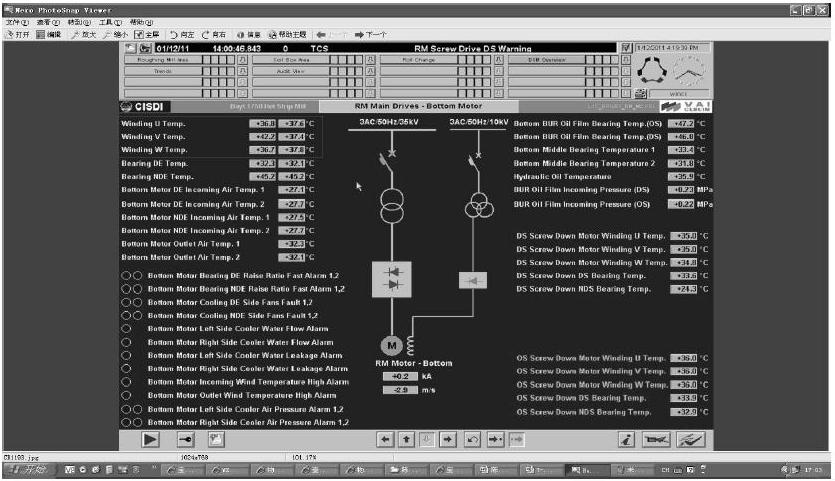
在冶金行业一些比较重要而较大型的电机一般都有定子线圈温度监控,电机线圈温度监控的点与电机的功率大小有关,一般电机线圈测温每相都有3个测温点,但实际接入控制的大多取每相两个点,也有大型电机接入取三个点进行保护,但在电机保护时程序中三相任何一相的一个测温点信号异常即为重故障跳电,造成有些产线急停废品增多,但有时测温信号异常不一定是电机线圈温度异常,列如:某个测温点的测温元件断线、虚接或损坏而实际上主电机的线圈是完好的并不需要主电机跳停,实际生产时由假信号引起的不必要的跳停占80%以上,不必要的跳停给生产造成较大损失。如何滤除这些假信号的影响就显得尤为重要。如八钢热轧厂粗轧同步电机HMI三相线圈温度监控显示:
2.现场调查和改进:
结合我厂实际调查发现主电机每相线圈测温点实际有三个,但接入回路监控的只有两个,有一个作为备用闲置,接入的两个点的热电偶有一个自身损坏、端子处螺丝松虚接、外部接线损坏断线和短路就造成该电机跳电停止,大多数此类故障都造成热轧薄板生产线堆钢及产生热停。如何消除因某个测温点的信号由断线、虚接或损坏的假信号造成的跳电堆钢,在不改变其保护功能的情况下在程序控制上改进优化,滤除热电阻断线或损坏等这类假信号,达到稳定生产的目的,现八钢热轧厂主电机均采用此种控制方式。
实施具体内容:
2.1.为保险起见,硬件上首先把每相备用的测温点也接入PLC内,保证将主电机定子线圈每相三个测温点均接入PLC 测温输入。
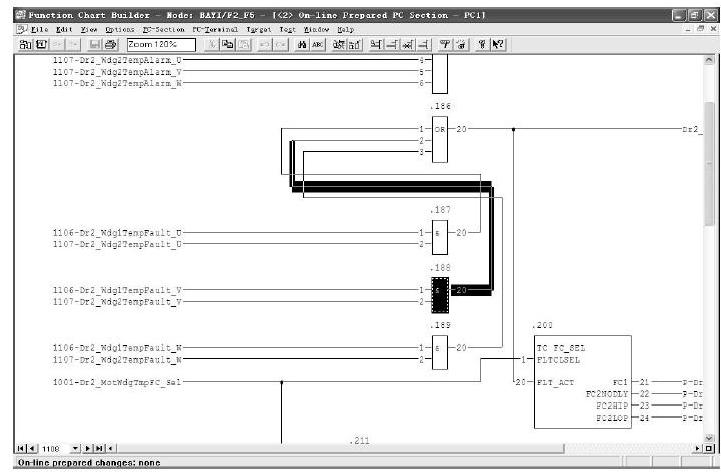
2.2.程序上进行优化控制,将每相三个测温点两两先与后或,也就是每相若有一个测温点信号异常只报警不跳电,若一相上有两个测温信号同时出现异常才跳电并报故障,从而滤除因测温元件断线、虚接或损坏而产生的假信号,如下图我厂ACS6000 传动控制主电机已修改程序(AC80):
3.改进后实施效果:
3.1.我厂现场轧线主电机一般震动较大、粉尘较多,螺丝松动线虚接、测温线断、测温元件坏也时有发生,以前每年因该问题造成故障平均在10 起以上。该技术在我厂主轧线主电机保护中使用后再未发生此类事故。
3.2.由于增加了显示和报警就可有计划的进行硬件修复。
4.经济效益
我厂改进后实施后的效益:
4.1.事故时间造成损失:
0.5 次/月*1 小时(更换时间)*480 吨*260 元(工序费用)*12(月)=3744000 元/年
4.2.轧费损失: 0.5 次/月*12 月*25 吨*3000 元/吨=450000 元/年
4.3.轧辊报损: 精轧一次损失4 毫米*3000 元=12000 元
粗轧一次损失15 毫米*6000 元=90000 元
平均计算: 0.5 次/月*12 月*(12000 元+90000 元)/2=306000 元
总的效益:3744000+450000+306000 元=450 万元/年
5.同类企业实施该技术的可能性
该技术方案已在本机组推广,由于同类企业也有大型电机,所以此方法可借鉴。此技术在大型重工业企业应用效果值得期待。
参考文献:
[1]沈标正电机故障诊断技术北京机械工业出版社.1995 年
[2]吕锋.王秀青電机设备故障诊断技术的新发展上海海运学院学报. 2001年
作者简介:
陈晓(1968-)男,本科,电气工程师。宝钢集团新疆八一钢铁有限公司热轧板厂。
(宝钢集团新疆八一钢铁有限公司热轧板厂,新疆乌鲁木齐 830022)
