
并排式三金片绣自动送片装置改进设计与仿真分析
2020-03-19 03:49余为洲周俊荣胡晨星刘光辉钟永华
现代纺织技术 2020年2期
关键词:仿真分析
余为洲 周俊荣 胡晨星 刘光辉 钟永华


摘 要:为提高三金片绣花机的工作效率,针对三金片绣送片装置存在的实际问题,开发设计一种并排式三金片绣自动送片装置。通过设计出一种仿形换位机构和可控离合机构,实现三个送片槽并排式布置。利用Creo三维建模软件建立实体模型,将其导入ADAMS软件中建立虚拟样机模型进行仿真分析,获得了关键机构的运行参数,绘制出了机构的运动特性曲线。结果表明:该送片装置改进设计的机械结构合理及可行,达到了预期的效果。
关键词:并排式;三金片绣花机;送片机构;改进设计;仿真分析
中图分类号:TS941.56
文献标志码:A
文章编号:1009-265X(2020)02-0089-08
Abstract:To improve the work efficiency of three-layered tinsel embroidery machine, an automatic feeding mechanism of side-by-side three-layered tinsel embroidery device was designed and developed on the consideration of overcoming the problems of existing three-layered tinsel embroidery feeding mechanism.Side-by-side arrangement of three feeding grooves was realized by designing a copying transposition mechanism and a controllable clutch mechanism.A solid model was built with Creo 3D modeling software, which was imported into ADAMS software to establish a model of virtual prototype for simulation analysis.The operating parameters of key components were obtained, and component motion characteristic curve was developed.Results show that the innovated mechanical structure of the mechanism is reasonable and feasible, and achieves the desired results.
Key words:side-by-side; three-layered tinsel embroidery machine; feeding mechanism; innovative design; simulation analysis
电脑金片绣花机(又称电脑亮片绣花机)是一种特种绣花机。它的出现扩展了服装行业传统的加工工艺,解决了绣花一直只能用线的限制,使服装的样式变得更加丰富多彩。五彩缤纷的金片因具有独特的装饰效果,使金片绣服饰广受追求个性时尚消费者的青睐。又因为只需操作人员简单地用手辅助操作,可以完成高质量的缝制品,所以电脑金片绣花机得到广泛应用[1]。
目前市场有许多种电脑金片绣花机,根据金片装置的安装位置和数量不同,分为单金片、左右双金亮片、叠加双金片、左双右单三金片、叠加三金片、左双右双四金片等6种不同的形式[2],均能实现输送一种或多种规格金片进行刺绣。但仔细研究绣花机结构就会发现,都是基于单金片送片装置的简单衍生,即将单金片送片机构叠加n次,每一个送片机构输送不同规格型号的金片,这样就变成了一种n金片绣送片装置[3]。图1为传统三金片绣自动送片装置,结构上主要包括送片机座和安装其上的3个送片推脚装置、3个止回棘爪、3个金片入口和1个金片出口,以及换片装置和切片装置,其中送片推脚装置包括推臂及其铰接的推脚。3种规格不同的金片从大到小从底层往上叠置,然后从送片槽底板经同一个出口输出。
这种金片绣花机装置因结构设计存在缺陷,在工作过程中经常会出现各种问题,其可靠性有待进一步提高,金片最底部的送片槽较长,不同金片叠加在一起,导致金片在高速工作中容易堵塞送片槽,并且堵塞后清理麻烦,影响工作效率,另外装置结构体积也比较大。鉴于这种机构的设计缺陷,本文对该机构进行改进设计,采用送片槽并排式布置的方法,设计出一种新型的并排式三金片绣自动送片装置,解决了高速工作中的金片容易堵塞送片槽,并且堵塞后清理麻烦的问题,也缩小了装置体积。
1 并排式三金片绣装置结构分析
金片绣是在电脑平绣机的基础上加了金片装饰物以及金片送片装置[4],从而可将金片刺绣在纺织品上形成美丽的图案。一般来说,金片绣装置由四大部分组成,分别是升降裝置、针杆架、机座和送片装置。该并排式三金片绣装置也由这四大部分组成,如图2所示。
其中,针杆架与绣花机机头相连,针杆架内的针杆与机座内的旋梭配合完成织线的刺绣工作,是绣花机的主体部分[5]。送片装置则根据针杆的运动状况,以适当的节拍将金片不断送入刺绣位置,从而完成金片的刺绣工作[6]。升降装置则用于送片装置的自动上升和下降,以便绣框的自由运动[7]。在这四部分当中,所有电脑刺绣机都有针杆架和机座这两部分,并且这些部分结构以及控制原理都有许多的研究[8],故在这里不做讨论。
2 并排式三金片绣送片装置改进设计
2.1 改进型机构结构与工作示意
图3为改进型三金片送片装置的结构示意图,它主要包括以下三大部分:a)仿形步距调整机构;b)曲柄滑块可控离合机构;c)送片槽。在这三部分中,a)、b)部分是该新型送片装置的改进之处和难点。送片槽的作用是输出3种不同规格的金片。
该装置设计难点一是要保证绣针与金片中心同心,二是在保证同心的同时能正确的切换工位,实现步距调整机构和曲柄滑块机构的联动。并列金片的排布方式如图4(a)所示,因为绣针是处于F不动的,要绣E(G)金片,装置的运行轨迹是从E(G)到F,这包含了步距e和滑块位移x两个分动作。这就要求仿形步距调整机构的靠模轮廓要设计的准确,曲柄滑块机构的曲柄和连杆要设计的合理。图4(b)
是装置实行步距调整和切换工位的联动原理示意图,假设靠模在C点,曲柄在A1点,绣F金片为装置的初始位置,此时离合拨叉与离合接口M1相接,绣针与金片中心对齐。绣G金片时,靠模从C点转动到B点,步距已调整,与此同时曲柄转动到A2点,连杆带动滑块和送片槽,使离合拨叉与离合接口M2相接,绣针与金片中心对齐,实现了步距调整与切换工位的联动。同理可得绣E金片时的运动原理。
2.2 仿形步距调整机构的设计
图5为仿形步距调整机构,它由切换电机驱动,作用是调整送片机构的位置以达到调整步距的目的,即保证切换金片后,金片中心仍然能够与绣针的针尖重合。
切换电机驱动仿形靠模与靠轮接触,从而使送片机构根据仿形靠模轮廓调整步距,而仿形靠模的轮廓及其切换电机转动的角度θ决定了步距调整是否准确,故设计好转角便可以调整送片机构位置。为了保证金片步距调整和工位切换能完全同步,在设计金片步距调整机构时,仿形靠模和工位切换的动力源为同一个切换电机,共用其转子轴。
仿形靠模的轮廓曲线直接决定了送片机构的运动规律,靠轮与仿形靠模相切等同于一对凸轮机构[9]。而凸轮的轮廓设计过程通常是在其他零件结构尺寸确定的情况下,将运动件的运动规律代入到机械结构中进行反求[10]。因此,在设计仿形靠模轮廓时,借鉴设计滚子从动件凸轮机构时的反转法思想原理。
当仿形靠模以等角速度绕轴心逆(顺)时针转动时,靠轮在仿形靠模的推动下沿导路上、下往复移动实现预期的运动。现设想将仿形靠模和送片机构整体以公共角速度绕轴心顺(逆)时针旋转时,显然这时靠轮与仿形靠模之间的相对运动并不改变。假若仿形靠模此时固定不动了,而靠轮将一方面随着导路一起以等角速度绕仿形靠模轴心旋转,同时一方面又按已知的运动规律在导路中反复相对移动,这样即可用作图法绘制出仿形靠模的轮廓。
实际上,在该步距调整机构中,靠轮是固定不动的,当仿形靠模以等角速度绕其轴心旋转时,其自身会带着送片机构按已知的运动规律反复相对移动。鉴于仿形靠模的主要作用是为了限制三个固定的点位置,在此忽略靠轮的具体运动路径,只需保证到达的点位置准确即可。
不失一般性,假设进行刺绣的3种金片直径分别为3、5、7 mm,如图6所示安装顺序为:左位7 mm,中位3 mm,右位5 mm。当绣针从3 mm金片中心到5 mm金片中心时,步距为1 mm;当绣针从3 mm金片中心到7 mm金片中心时,步距为2 mm。
根据其他结构的设计,在此选择的靠轮采用内径5 mm、外径14 mm的滚子轴承标准件。根据空间限制,仿形靠模的外形轮廓设计为16 mm。仿形靠模的基圆半径为2倍的切换电机转子轴,即为5 mm。假设绣针在中位(靠模与靠轮也处于中位),此时靠轮中心轴与仿形靠模的中心距为12 mm,设为i,如图7(a);当仿形靠模顺时针转动45°,靠轮中心轴与仿形靠模的中心距为i+1,即13 mm;当切换电机逆时针转动45°,靠轮中心轴与仿形靠模中心距为i+2,即14 mm。以O点为圆心,分别画与OA成±45°的两条射线OB、OC。再以O点为圆心,以12、13、14 mm为半径分别画圆交于射线OA、OB、OC于P点、M点、N点,再分别以P点、M点、N点为圆心画直径为14 mm的圆,分别交射线OA、OB、OC于G、F、E点,这3点即是需要保障的3个限位点。然后再以O点为圆心,以16 mm为直径画圆,将其仿形靠模表面设计为卡槽型,其余部位平滑连接即可,如图7(b)所示。
2.3 曲柄滑块可控离合机构的设计
图8为曲柄滑块可控离合机构,三维模型如图8(a)所示,因为不同偏距对曲柄滑块机构的滑块位移没有影响[11]。为了简便分析及计算,将偏置曲柄滑块机构(如图8(b))等价为对心曲柄滑块机构,如图8(c)所示。
该曲柄滑塊可控离合机构由切换电机驱动,作用是实现3种不同工位的切换。如图8(c)所示,切换电机驱动曲柄连杆,连杆带动滑块继而带动离合接口。当滑块处于A位置时,离合接口A1与离合拨叉D相接触,此时工位处于中位;当曲柄滑块机构处于B位置时,离合接口C1与离合拨叉D相接触,此时工位处于左位;当曲柄滑块机构处于C位置时,离合接口B1与离合拨叉D相接触,此时工位处于右位。
通过分析,不难得出滑块运动位移x与偏心转角θ的关系为:
x=L2-d2-L2-(dcosθ)2+dsinθ(1)
根据机构设计,已知偏心转角转过45°时,滑块运动位移为7.0 mm,故取x=7.0,θ=45°,给定若干个L参考值,代入式(1)中,运用Matlab编程迭代计算,可得到连杆长度L与偏心轴长度d的关系曲线,如图9所示。
从图9可以看出,在位移和转角一定时,连杆L与偏心轴长度d几乎成线性正比关系,鉴于结构空间限制,在此取其连杆L的长度为19.5 mm,可以得出偏心轴长度d的值为9 mm。
3 并排式三金片绣送片装置工作原理
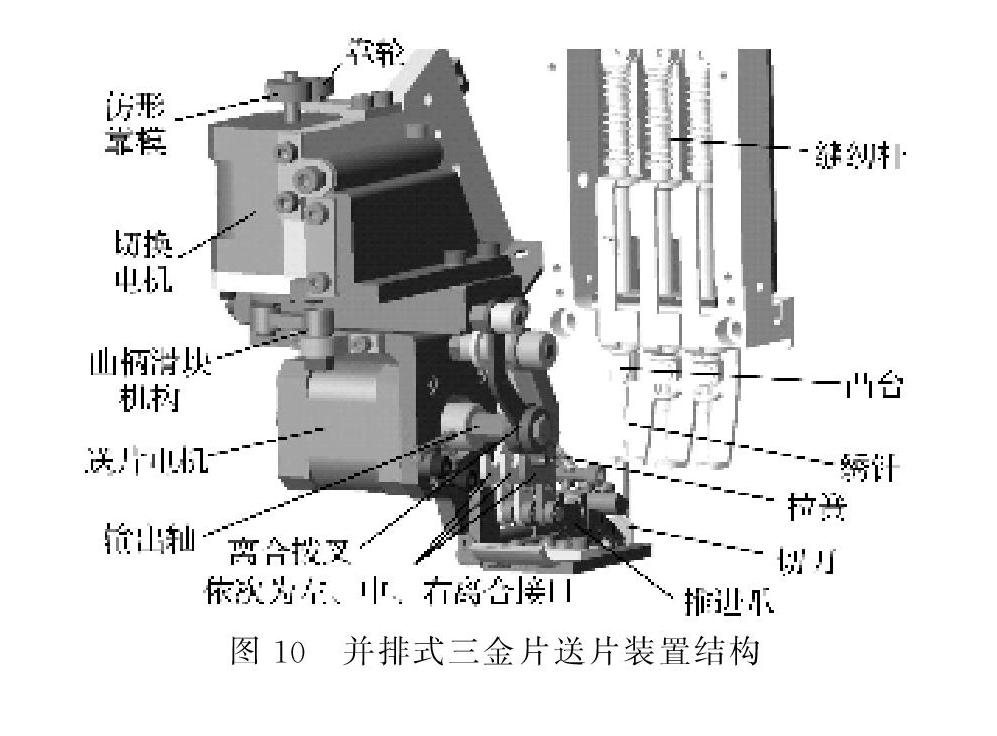
如图10所示,金片绣装置左、中、右3个送片槽安放的金片直径依次为7、3、5 mm。
假设金片绣装置处于中位3 mm时为初始状态,此时中位离合接口与离合拨叉接触,靠轮与仿形靠模中位接触,绣针针尖与3 mm金片中心对齐。送片电机带动输出轴顺时针(从右侧看向送片电机)旋转一定的角度,从而带动离合拨叉顺时针也旋转一定角度,离合拨叉带动离合接口一端的推进爪向后移动,连接在离合接口上的拉簧被拉伸;然后拉簧复位,离合接口逆时针旋转一定角度,将离合接口一端的推进爪向前推移,将3 mm金片推出至绣针下停止,等待绣针将金片绣在纺织物上,与此同时缝纫杆下降,缝纫杆上的凸台压下切刀将金片切下;缝纫杆上升后,切刀通过切刀轴弹簧复位,至此完成一个金片的刺绣。循环往复进行这个工作状态,就能不断输送3 mm金片到绣针下工作,直至不需要该中工位3 mm金片时,切换电机切换到另一种工位进行工作。
猜你喜欢
科学与财富(2016年18期)2016-12-22
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
科技视界(2016年15期)2016-06-30
科技视界(2016年8期)2016-04-05
科技视界(2016年7期)2016-04-01
中国市场(2016年8期)2016-03-07
光学仪器(2015年1期)2015-07-30
