功率型锂离子电池的研制
2020-03-27 06:48冯联友景慧娟高星亮
通信电源技术 2020年22期
冯联友,景慧娟,王 丫,高星亮
(安徽天时新能源科技有限公司,安徽 宣城 242000)
0 引 言
锂离子电池因具有能量密度高、循环寿命长以及绿色环保等优点而得到广泛应用。传统消费电子产品领域对电池功率性能要求不高,但在电动工具、电动自行车以及扫地机器人等领域对锂电池的功率放电有较高要求。面对快速增长的市场需求,功率型锂离子电池的研究成为一个重要方向,许多研究人员从新材料应用和结构设计等方面不断进行探索[1-6]。锂离子电池在大倍率放电时,内部极化大,电化学性能变差,同时受内阻影响电池整体温度升高,容易造成电池热失控,甚至影响电池的安全性能。本文采用镍钴锰酸锂材料制备2 000 mAh的18650型锂离子电池,研究导电剂配方、极耳数量以及电解液体系等内容,并对电池进行相关电性能及安全性能测试,总结相关因素对高功率锂电池的影响,为锂电行业设计和生产高功率电池提供参考。
1 实验部分
1.1 电池制作
实验制作18650型2 000 mAh锂离子电池,正极配比为镍钴锰酸锂(NCM523):导电剂(自制):粘结剂(PVDF)=95:3:2,负极配比为石墨:导电剂(SP):分散剂(CMC):粘结剂(SBR)=93.5:2:2:2.5。将正负极原料按比例混合制浆,均匀涂布在14 μm铝箔(正极)和6 μm铜箔(负极)上,经烘烤、辊压以及分切后制成相应尺寸极片,与陶瓷隔膜(基膜10 μm,双面陶瓷层各2 μm)卷绕制成圆柱电芯,组装和烘烤后,注入电解液(自制),再经过封口、清洗、静置、化成以及分容等工序后制成单体电池。
1.2 导电剂对电极性能的影响
采用导电炭黑、碳纳米管以及石墨烯复合导电剂,考察不同配比对电池内阻和倍率放电性能的影响。
1.3 极耳数量对电池性能的影响
正极使用铝带,负极使用铜镍复合带,考察正、负极不同极耳数量对电池内阻和倍率放电温升的影响。
1.4 电解液对电池性能的影响
通过对比自制电解液和常规电解液,考察电解液对电池低温放电和倍率放电的影响。
1.5 电池性能测试
采用实验中获得的最优工艺制备单体电池,测试电池容量、高低温放电以及循环性能,并参照GB/T 31485-2015对电池进行相关安全性能测试[7]。
2 结果与讨论
2.1 导电剂对电极性能的影响
目前锂离子电池中常用的导电添加剂有SP、S-O、KS-6、KS-15、350G、乙炔黑(AB)、气相生长碳纤维(VGCF)以及碳纳米管(CNT)等。近年来,石墨烯(GR)的高电导率和优异的化学稳定性倍受关注。将导电炭黑、碳纳米管和石墨烯复合使用,可以优势互补,形成“点-线-面”充分接触的导电网络。实验设计不同导电剂配方,结果如表1所示。

表1 不同导电剂配比对电池性能的影响
从表1可知,在保持导电剂含量不变的情况下,随着复合导电剂各组份的变化,电芯内阻发生变化,2号方案电芯内阻最低,克容量发挥最高。这可能是因为导电剂与活性物质的“线-点”和“面-点”接触模式更充分,“长程”和“短程”导电模式搭配更合理。构建具有良好协同作用的导电网络,提高正极材料的电化学性能。
2.2 极耳数量对电极性能的影响
极耳是连接电池内外部能量传输的桥梁,对于卷绕结构的倍率锂离子电池,极片长宽比例大,单极耳内阻较大,充放电时极化严重。通过多极耳设计,可以降低内阻,减小极化,提高电池性能。实验正极使用铝带,负极使用铜镍复合带,考察极耳数量对电池性能的影响,结果如表2所示。

表2 极耳数量对电池性能的影响
从表2可知,正负极采用双极耳时内阻最小,表面温度最低。这是因为充放电首先在极耳附近区域进行,多极耳相当于多个小电池并联组成大电池,电池整体内阻会显著降低,同时电化学反应通过多个极耳进行,各极耳通过的电流密度变小,减小了极化,缓解单极耳情况下的剧烈反应,减少了热量,降低温升[8]。但对于圆柱电池采用多极耳会增加焊接难度,容易出现虚焊,不良率上升,同时也会降低电池的额定容量。
2.3 电解液的选择
实验自制电解液配置为碳酸乙烯酯(EC):碳酸甲乙酯(EMC):碳酸二甲酯(DMC)=1:1:1(体积比),1.0mol/L六氟磷酸锂(LiPF6)+0.1mol/L双氟代磺酰亚胺锂(LiFSI),再加入2%的氟代碳酸乙烯酯(FEC)。并与常规电解液碳酸乙烯酯(EC):碳酸甲乙酯(EMC):碳酸二甲酯(DMC)=1:1:1(体积比),1.0mol/L六氟磷酸锂(LiPF6)加2%碳酸亚乙烯酯(VC)进行对比,结果如表3所示。
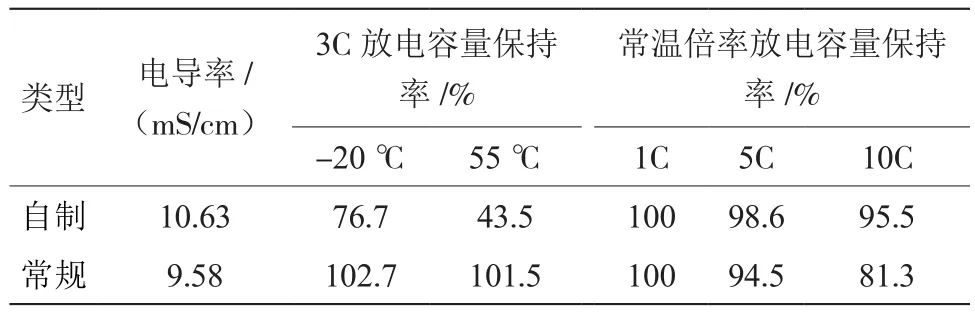
表3 不同电解液电池性能对比
从表3可知,自制电解液在电导率、低温以及倍率性能较普通电解液有较大提升。这主要因为双氟代磺酰亚胺锂在具有较高的电导率,降低电极表面膜阻抗,形成稳定的、导离子性较好的钝化膜[9]。氟代碳酸乙烯酯可以使负极SEI膜更加稳定,有利于锂离子的脱嵌,降低阻抗,同时可抑制电解液的分解[10]。
2.4 电池性能测试测
2.4.1 容量测试
电池1C放电容量2 088.4 mAh,5C和10C放电容量保持率为98.48%和95.72%。随着放电倍率的增大,电池容量呈下降趋势,但容量衰减并不大。电池不同倍率放电曲线如图1所示。

图1 不同倍率放电曲线
2.4.2 高低温放电测试
电池在55 ℃和-20 ℃下3C放电容量保持率为101.98%和77.69%(与25 ℃放电相比),显示出电池较好的高低温放电性能。电池在不同温度下放电曲线如图2所示。

图2 不同温度放电曲线
2.4.3 循环性能测试
电池在室温下1C、5C以及10C放电(1C充电)500次循环后容量保持率分别为92.19%、86.84%以及79.52%,表现出良好的倍率循环性能。电池在不同倍率放电的循环曲线如图3所示。

图3 不同倍率循环曲线
2.4.4 安全性能测试
参照GB/T 31485-2015对电池进行过充、短路、跌落、挤压、加热以及低气压等安全测试,评估电池的安全性能,在测试过程中检测电池表面温度的变化。实验条件及测试结果如表4所示。
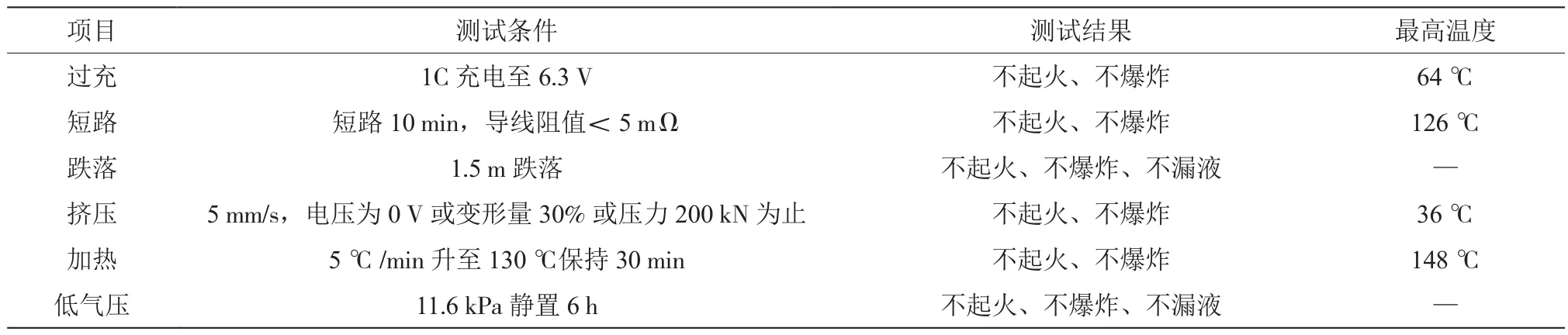
表4 电池安全性能测试结果
3 结 论
通过SP、碳纳米管及石墨烯复合使用,采用双极耳设计、电解液引入双氟代磺酰亚胺锂以及氟代碳酸乙烯酯等手段设计优化,制备了容量2 000 mAh的三元/石墨体系18650电池,10C放电容量和500周循环容量保持率为95.72%和79.52%,-20 ℃时3C放电容量保持率为77.69%,电池通过过充、短路、跌落、挤压、加热以及低气压等安全测试,可满足电动工具、电动自行车以及扫地机器人等领域对高功率电池的要求。
猜你喜欢
物理之友(2022年1期)2022-04-19
能源工程(2022年1期)2022-03-29
小天使·二年级语数英综合(2021年5期)2021-07-11
中国新技术新产品(2021年23期)2021-02-19
中学物理·高中(2016年12期)2017-04-22
中学化学(2017年2期)2017-04-01
数学学习与研究(2016年17期)2017-01-17
福建轻纺(2016年7期)2016-10-14
中学生数理化·教与学(2016年6期)2016-06-15
中学物理·高中(2016年2期)2016-05-26