
一种汽车换热器平行集流铝扁管挤压模具
2020-03-29 04:03王先鹏王浩吕其晔曲兆金袁童安
中国金属通报 2020年18期
王先鹏,王浩,吕其晔,曲兆金,袁童安
(龙口市丛林铝材有限公司,山东 龙口 265705)
随着时代的发展,大众对于汽车舒适度的要求越来越高,其中汽车换热器平行集流铝扁管作为汽车行驶过程中散热驱动和空调功能运行的必不可少装置,传统的汽车换热器集流铝扁管装置复杂,并且直接连接汽车内部的各个工作装置,集流铝扁管一旦发生故障,整个汽车就会处于瘫痪状态,在一定程度上影响了汽车的使用体验。本文通过研究一种汽车换热器平行集流铝扁管挤压模具,优化换热器平行集流铝扁管的结构,提高汽车的使用体验。
1 汽车换热器平行集流铝扁管挤压模具结构设计
为了突破传统的汽车换热器平行集流铝扁管挤压模具工作的局限性和结构复杂性,本文研究新型的一种汽车换热器平行集流铝扁管挤压模具,分别由上模、下模、导流板、模芯等组成,使用挤压机进行铝扁管挤压生产。以下对各个结构点的功能和工作原理进行细致的介绍研究。
上模的工作任务是在热换器平行集流铝扁管挤压生产过程中固定模芯及承受巨大挤压力的部件,与下模匹配工作,完成挤压操作。汽车换热器平行集流铝扁管挤压模具的工作温度在480 摄氏度和520 千摄氏度的范围内,为了保证挤压模具能够适应高温高压的热挤压环境,降低温度对模具材料的影响,选择20~600℃线性热胀系数为的H13 热作模具钢,在保证强度的基础上,减少上模热胀冷缩的反应。上模镶嵌入平行集流铝扁管本文采用斜面接触的方法,因为模具工作过程中模具会出现热胀冷缩的现象,所以斜面镶嵌方法一方面可以忽略热胀冷缩的误差,另一方面上模对于平行集流铝扁管的切入点小,可以很好地控制上模在铝扁管的平衡状态,防止出现上模固定不稳定,压力分布不均匀,铝扁管出现裂痕,使模具出现故障。上模的外表形状是一个凸边形,上模采用斜面镶嵌的方法,保证了上模与模具各个孔位的百分百匹配,在铝扁管挤压运作过程中每个孔位的正确匹配,会减少挤压模具的运转阻力。为了减少上模与铝扁管的摩擦阻力,上模的模管道要延长0.3 毫米的长度。具体的汽车换热器平行集流铝扁管挤压模具的结构示意图如图所示:
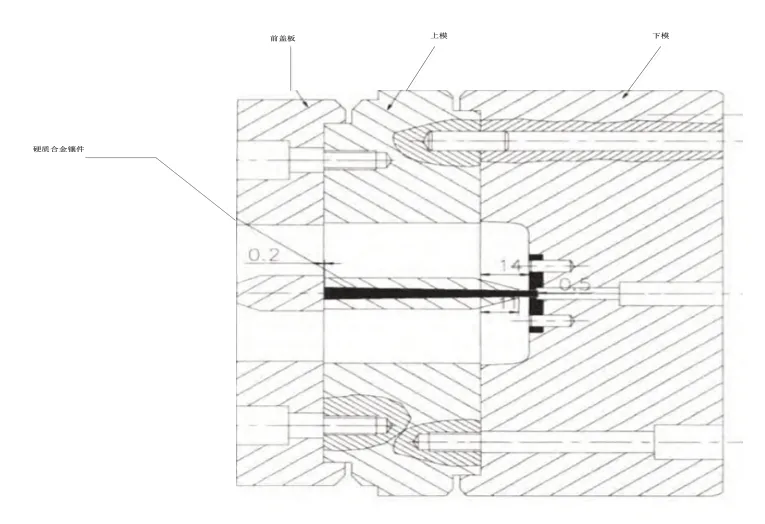
图1 汽车换热器平行集流铝扁管挤压模具结构示意图
模具的下模的工作任务多半是为了匹配上模,另外保证汽车换热器平行集流铝扁管挤压模具的整齐性,下模由销柱、焊合室、型腔、部分嵌入零件以及连接螺丝扣构成。为了保证下模的稳定性,本次设计了四个销柱,分别支撑并平衡下模装置。因为集流铝扁管是由铝制品制作成的,虽然对汽车换热器的散热效果比其他材质好,但是为了提高汽车换热器的性能,本次模具的下模采用部分零件嵌入的方式工作。嵌入缝隙必须控制在0.01毫米误差的范围内,如果缝隙较大,下模运行不长时间后,零件就会松散,影响挤压模具的工作。因为汽车换热器挤压模具工作时,温度高达500 度,销柱不会产生热胀冷缩效应,可以更好地匹配下模零件之间的嵌入,保证下模的工作效率。
汽车换热器平行集流铝扁管挤压模具的导流管本文采用锻造的一个立体的长方形结构,导流管的作用是输送挤压模具运转过程产生的废物以及转换汽车换热器排放的气体,因此本文设计的导流管具有两个通道,分别完成以上的操作,避免出现排出气体与一些废物材质发生反应,对模具的结构零件造成破坏。如果导流管的周期输送规模达不到要求,造成汽车换热器的气体内置在挤压模具中,气体积攒就会对模芯造成压力压迫,长时间不缓解或者多次压迫,模芯就会出现断裂,影响挤压模具的使用。因此导流管根据汽车启动的排放量设定不同规模的导流管,保证模具的性能。
汽车换热器平行集流铝扁管挤压模具的模芯是模具运转的精密零件,模芯质量的级别直接影响了挤压模具的工作周期和模具价格,因此为了保证模具的使用寿命和性能,本文选择半整式锥平角度为400 的模芯。半整式模芯的优势首先是将一个模芯分为两个密闭的空间,为汽车换热器的挤压模具提供两个密闭的空间,传统的模芯是整体式的,模具的导流操作、挤压操作都混在一个空间内,容易出现故障,所以半整式模芯将一个大的空间分为两个空间,有序的将导流和挤压流程分开,保证模具的正常运行。模芯大小的选取是取决于模具及产品断面的大小,为了保证模芯的强度,必须采用加强式的模芯结构,并且对模芯强度进行准确校核,保证实际强度优于理论强度。
汽车换热器平行集流铝扁管挤压模具的挤压器是模具生产使用的关键,只有挤压器功能多、质量高,才能提高挤压模具的工作性能和使用体验。挤压器质量和性能的评估都由换热器平行集流铝扁管的挤压比决定,模具的挤压比不是固定的一个常数,是根据不同汽车的承重对模具的挤压比进行调整,如果一个汽车换热器挤压模具的挤压比过大,汽车换热器平行集流铝扁管在工作过程中受到超出承受范围的挤压力,经过长时间的挤压受力,就会导致模具内部的模芯等小型零件发生破损,影响模具的使用周期。如果为了增加挤压模具的抗压强度,使模具的外壁厚度过于厚,也会导致汽车换热器平行集流铝扁管挤压模具失去运行的稳定性和灵敏性,会干扰模具内部其他零件结构位置。如果挤压比过小,则汽车挤压器带动的挤压力不会促动汽车换热器挤压模具内部零件的运转,使模具失去意义,因此要选择合适的挤压比,才能保证挤压模具的正常运转。挤压器的挤压比是通过计算挤压器的挤压筒面积与生产的汽车热换器平行集流铝扁管截面积的比值,比值在挤压器合理的性能参数范围内,就是合适的挤压比。
2 汽车换热器平行集流铝扁管挤压模具的加工工艺分析
为了保证模具的高性能,上文研究设计的一种汽车换热器平行集流铝扁管挤压模具的各个结构都具有每个零件范围最优化的零件,因此接下来,本文分析各个结构的工作工艺过程。
一种汽车换热器平行集流铝扁管挤压模具的外形主要分为导流板、上模、下模三部分,以上分析的结构点都是存在于这三个部分里面,进行工作运转的。挤压模具的导流板是一个圆形形状,内置四个长方形的分流孔,具体的制作工艺首先是将导流板等制作材料进行煅烧,本文选择的材料是耐高温并且散热能力强的材料,有利于性能的发挥,锻造材料成为一个钢坯后,进行真空热处理。放置一段时间后,将钢坯分别切割出一个导流板的圆形切面,根据不同型号的汽车,然后以挤压模具的分流孔为中心,对各个导流板内部的倒桥、沉淀孔、空气排放孔进行铣削加工,挤压模具的结构初加工完毕后,进行高温固定。为了保证导流板口的平稳性,对接口要进行磨平以及抛光处理,并最后嵌入一层荧光涂料。以上就完成了挤压模具的导流板的制作,最后与上模与下模进行总组装。
本文研究的汽车换热器的挤压模具上模结构的加工工艺过程首先是选择合适的铝制品材料进行下料,在一定锻造条件下进行材料的加工锻造,形成一个圆柱形的坯料,达到要求后将圆柱形的坯料降温固定,铣削加工一个适合汽车型号的车外圆断面、模具的分流孔、螺孔、销孔、工艺孔以及工作槽位,加工各个工作口完成后,通过真空热处理,完成挤压模具结构的初步定型。对于不同的汽车,汽车的换热器平行集流铝扁管挤压模具的各个结构和工作孔的对应位置会出现一定的偏差,因此在制作过程中对于结构工作孔的位置进行特殊设定,保证挤压模具的性能。各个工艺接孔确定后,将特殊的切线镶嵌在各个结构孔中,使平行集流铝管插入分流孔中,挤压模具的导流板加工后,根据导流板的位置分别加工出挤压模具的导流管以及模芯,为了确保导流管与模芯在工作过程中出现静电反应,需要对两个结构进行抛光和棱角的磨平处理。以上完成后一种汽车换热器平行集流铝扁管挤压模具的上模就制作成功了,然后将上模与导流板进行总装。
虽然汽车换热器挤压模具的上模和下模是对应的,但是为了适应挤压模具的工作原理,上模和下模的加工工艺存在一定的偏差。汽车换热器平行集流铝扁管挤压模具的下模加工工艺初步模型制作的步骤是相同的,但是在钢坯料降温固定时,进行模型接口的加工方法增加了一个焊合方法,并且加工的接口是分流孔、焊合室、铝合镶嵌口,经过热处理后,挤压模具的下模各个结构接口也需要抛光操作,并且根据上模的形态,进行磨销对应处理,提高模具各个结构之间的匹配度。因为挤压模具的焊合室和工作带是影响产品质量的决定性因素,所以在模具加工制造方面需要特别的注意,保证尺寸,硬度及表面粗糙度等要求。以上为一种汽车换热器平行集流铝扁管挤压模具下模的制作工艺,完成后与上模和导流板进行总装。
3 结束语
以上通过研究一种汽车的换热器平行集流铝扁管挤压模具的上模、下模、导流板、挤压模孔以及模芯,设计了全新高效的挤压模具结构,然后分析各个结构的工作原理和流程,完成汽车换热器平行集流铝扁管挤压模具的研究。相信通过本文的研究,在一定程度上会提高汽车换热器挤压模具的工作性能和使用寿命,并保证挤压生产扁铝管型材具有较好的外形尺寸、表面质量、使用性能等,较少产品故障率,提高使用安全性,极大的提升生产效益。
猜你喜欢
中国钼业(2022年3期)2023-01-04
舰船科学技术(2022年20期)2022-11-28
新高考·高一数学(2022年3期)2022-04-28
思维与智慧·上半月(2022年4期)2022-04-08
煤气与热力(2022年2期)2022-03-09
能源工程(2021年3期)2021-08-05
天津科技(2021年7期)2021-07-29
小哥白尼(神奇星球)(2021年4期)2021-07-22
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
制冷与空调(2020年6期)2021-01-12
