
无缝弯头超声波检测
2020-03-29 04:04程寒亮潘学铭贾景胜
中国金属通报 2020年18期
程寒亮,潘学铭,贾景胜
(浙江无损检测工程技术有限公司,浙江 杭州 311200)
无缝弯头在化工、火电、核电等各个行业中被广泛应用,无缝弯头是以无缝钢管为原材料,通过冷弯或热弯加工成所需要的形状。在弯管制作过程中,裂纹是最常见也是危害最大的弯管缺陷,它的存在给火力发电厂、核电站的安全运行带来了严重的隐患。对中大口径无缝弯头的体积检测,特别是对裂纹的检测,超声波检测是最常用也是最有效的检测方法,根据现场的实际情况,通常采用手工A 型脉冲反射法横波检测,在无缝弯头外表面分别进行正反两个方向的纵向检测和周向检测以发现横向缺陷和纵向缺陷[1]。
1 探头的选择
1.1 频率的选择
由于波的绕射,使超声波检测灵敏度约为λ/2,提高检测频率,超声波波长短,有利于提高检测灵敏度,发现更小的缺陷。但频率越高,衰减越大,信噪比下降。因此检测时需要根据所检测的无缝弯头的材质和壁厚选择合适的频率,对于厚度不大的工件或细晶粒的碳钢、低合金钢等无缝弯头,可选用频率为5MHZ的探头进行超声波检测,对于厚度较大或晶粒粗大的奥氏体不锈钢等材料可选用频率为2.5MHZ 的探头进行超声波检测[2]。
1.2 探头晶片尺寸的选择
探头晶片尺寸越大,半扩散角越小,声束指向性越好,超声波能量就会越集中,有利于声束轴线附近的缺陷的检出。并且晶片尺寸越大,辐射的超声波能量也就越大,探头未扩散区扫查范围也将变大,发现远距离缺陷的能力会增强。但由于检测无缝弯头,当弯头弯曲角度较大时,较大晶片尺寸会造成在无缝弯头内弯处和背弯处扫查时探头与弯头耦合不良,当弯管管径较小,探头尺寸较大时同样会造成耦合不良,影响检测灵敏度,因此应根据弯头管径和弯曲角度选择合适的晶片尺寸。
由于做周向检测时,探头与弯头耦合效果不佳,会影响检测灵敏度,因此需选择带曲率探头或手工将探头斜楔进行修磨,使探头与弯头表面曲率一样或具有接近的弧面。修磨需在所检测弯头或与弯头具有相同管径的管子上进行,在管子表面垫上砂布,用选好的斜探头先沿管子的轴向磨,在沿周向磨,不断调整直至耦合良好。修磨时需不断观察探头,不能过度追求耦合致使斜楔修磨太大而损坏晶片。
1.3 探头折射角的选择
弯头沿外圆作周向检测时,通常希望管材中只存在纯横波进行检测,且需保证声束轴线能够扫查到弯管内壁以保证检测灵敏度且不会造成漏检。
(1)纯横波检测条件。当声束入射角(α)在第一临界角和第二临界角之间时,管材中只有折射横波,即:
arcsinCL1/CL2 <α <arcsinCL1/CS2
其中CL1 为有机玻璃中纵波声速(CL1=2730m/s),CL2 为弯管中的纵波声速(CL1=5900m/s),CS2 为弯管中横波声速(CS2=3230m/s)。
可得:27.6°<α<57.7°,此时折射角β 需满足β>33.2°。
(2)声束轴线到达内壁的条件。图1 为超声波声束轴线与内壁相切时的声束路径示意图,当超声波声束进入弯管(壁厚为t,外径为D),折射角为β。声束按锯齿形路径传播,入射到弯管内壁时,入射角为β1 ,声束轴线与弯管内壁相切时,为声束到达内壁的临界状态,此时折射角β 满足下列关系:
Sinβ=r/R=1-2t/D,因此可推出声束轴线到达内壁的条件为Sinβ <r/R=1-2t/D,折射角β需满足:β <arcsin(r/R)=arcsin(1-2t/D),由折射定律入射角α需满足:α <arcsin(0.845r/R)=arcsin[0.845(1-2t/D)]。

图1 超声波声束轴线与内壁相切时声束路径示意图
所以,超声波检测时弯管中为纯横波的条件下,声束轴线能够到达内壁折射角需满足的条件是:33.2°<β <arcsin(r/R)=arcsin(1-2t/D)。
2 试块
2.1 标准试块
标准试块可用与被检弯头材质相同或相近的CSK-IA 试块。标准试块用于轴向检测时,探头入射点、折射角、零偏的测定和声速的校准。
2.2 对比试块
对比试块的制作应符合相关标准文件的要求,一般选取与被检钢钢管规格相同,材质、热处理工艺和表面状况相同或相似的钢管制备;或选取一根与待检管材的公称直径、壁厚、材质、表面光洁度和声学性能完全相同的一段管材制作。所选取的试块的材料不应有不均匀性或其他可产生影响标准槽口检测显示的其他情况,对比试块的长度应满足相关要求。
检测纵向缺陷和横向缺陷所用的人工反射体应分别为平行于弯管轴线的横向槽和垂直于弯管轴线的横向槽,人工反射体的加工应满足相关标准文件的要求。
3 灵敏度调节
3.1 轴向检测
在弯管外表面平行于管轴线做正反两个方向的扫查以发现横向缺陷。检测开始前先在标准试块上测定探头的前沿、探头入射点、探头折射角和声速校准,然后利用对比试块上垂直于弯管轴线的人工反射体调节灵敏度,将内表面人工反射体直射波最高回波调至满屏的80%,然后找到外表面人工反射体的一次反射波和内表面人工反射体的二次反射波,三者波峰的连线为距离-波幅曲线,该曲线为基准灵敏度。一般在基准灵敏度的基础上提高6dB 作为扫查灵敏度。
3.2 周向检测
在弯管外表面垂直于管轴线做正反两个方向的扫查以发现纵向缺陷。由于做周向检测的探头已经修磨为与弯管曲率半径相同的曲面,此时探头的入射点、零偏和折射角均已发生变化,并且此时探头斜楔表面为曲面,不能用常规方法测定入射点、零偏和折射角。
(1)曲面探头入射点的测定。利用棱角反射法测试曲面探头的入射点。如图2,将探头斜楔的圆弧置于试块的棱角上,前后移动探头,使棱角发射波最高时试块出对应的点为探头入射点。测量出此时的前沿距离。
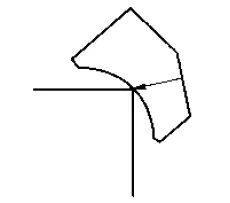
图2 入射点的测定
(2)曲面探头折射角的测定。折射角的测定是保证修磨后的探头折射角满足1.3 的要求。曲面探头的折射角利用已经制作的对比试块来测定。如图2,在试块外表面周向移动探头,先找出内壁人工反射体直射波的最高回波,记录此时仪器示波屏上显示的声程记为a;然后找出外壁人工反射体的最高回波,记录此时仪器示波屏上显示的声程记为b,设探头的零偏为δ,试块中的一次波声程为Ws,则有:a=Ws+δ;b=2Ws+δ,所以Ws=b-a。
在如果图3 所示的OBA 中,有余弦定理得探头折射角为:


图3 折射角的测定
计算所得折射角β 需满足:

折射角越小,对应的可检测壁厚越大,理论上讲,β=33.2,K=0.65 时,可检测的壁厚最大为t/D=0.2262,r/R=0.5476。但由于这时的横波声压往复透射率低,容易漏检(如图3.2-3),因此实际检测中折射角应选的大一些。
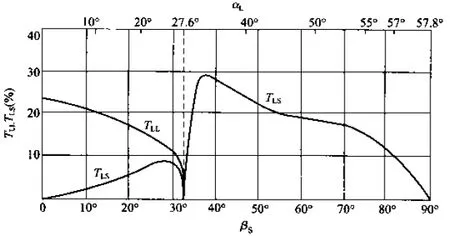
图4 有机玻璃/钢界面上的声压往复透射率
(3)灵敏度调节。由于周向检测时缺陷的定位与平面不同,故不采用常规的灵敏度调节和距离-波幅缺陷的制作。仪器调节采用手动调校,在参数中输入探头修磨前在标准试块上测得的声速,输入3.2.1 中所测得的前沿,按仪器调校键,输入
3.2.2 中所测得的零偏δ。
在对比试块上找出内壁人工反射体的最高回波,调节仪器中折射角数值,使仪器中显示的深度数值和试块人工反射体的深度数值相等,虽然此时仪器显示的深度并非真正的试块人工反射体的深度,但数值的相等有利于检测时缺陷深度方向的定位。
将内表面人工反射体直射波最高回波调至满屏的80%,测量记录此时探头至人工反射体的弧长L,然后找到外表面人工反射体的一次反射波和内表面人工反射体的二次反射波,三者波峰的连线为距离波幅-曲线,该曲线为基准灵敏度。一般在基准灵敏度的基础上提高6dB 作为扫查灵敏度[3]。
4 缺陷定位
曲面检测对缺陷准确定位的难度较大,检测时仪器上显示的深度数值,即为缺陷的实际深度HQ,若对比试块人工反射体的深度为H,探头至人工反射体的弧长L,则检测时探头至发现缺陷的弧长LQ 进行近似计算:LQ=HQ×L/H。
5 结论
实际检测工作中周向检测相对于纵向检测难度较大,检测时首先要选择合适的探头,根据相关要求制作对比试块。周向检测时仪器中的折射角数值不一定非为探头的实际折射角,为了深度方向缺陷的判定和定位方便,可将折射角调至所需要的数值。无缝弯管制作缺陷以裂纹居多,且如果发现超标缺陷弯管直接报废不进行返修,所以无需对缺陷进行很精确的定位。可根据公式HQ×L/H 大致计算缺陷的水平位置。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
科学技术创新(2022年1期)2022-02-19
北京测绘(2021年7期)2021-07-28
文物季刊(2021年1期)2021-03-23
科学技术创新(2021年3期)2021-01-22
房地产导刊(2020年12期)2021-01-14
房地产导刊(2020年12期)2021-01-14
无损检测(2020年12期)2020-12-25
铸造设备与工艺(2019年2期)2019-07-25
汽车与新动力(2013年3期)2013-03-11
