
焊接机器人在侧架支撑座焊接中的应用分析
2020-03-31 12:21吴传利郝君李强朱相磊
工程建设与设计 2020年6期
吴传利,郝君,李强,朱相磊
(泰安航天特种车有限公司,山东泰安271000)
1 引言
转向架由多个重要部件组成,其中包括交叉杆装置,它的存在促进了抗菱刚度的增强,而支撑座又是组成交叉杆的受力点,一般情况下通过焊接连接支撑座与侧架,在车辆正常运行下,焊缝需要承受的动载荷较大,因此,这就对焊接的质量提出了更高的要求。实行机器人焊接,如果不按照要求应用焊接机器人,焊接过程中将会出现偏焊、气孔、咬边等现象,应结合焊接机器人的特点,对焊接程序进行合理编制,以确保焊接质量。
2 IGM 焊接机器人系统及焊接特点
2.1 焊接机器人系统
主要由焊接设备、控制系统、外部轴、机器人本体和轨道轴组成焊接机器人,如图1 所示。
轨道轴主要包括Z、Y、X轴,它的作用是让机器人顺着Z、Y、X做直线运动;机器人本体是六轴联动的机器人,且具有柔性,不仅能实现六轴联动的直线运动,也可以做单轴运动,同时,焊枪还能顺着圆点在空间位置内做任意转动[1]。在各种运动方式的应用下,机器人逐步实现对焊枪姿态的调整以及对焊接动作的完成;垂向旋转与水平旋转是外部轴的运动方式,外部轴的作用是与机器人运动相配以及调整工件位置;计算机组合形成了控制系统,该系统与人的大脑有异曲同工之处,主要通过发出指令,达到操控机器人的目的,让机器人自动调整参数、完成各项任务。产品的焊接质量在很大程度上取决于焊接电源是否完好,特别是对机器人的焊接,IGM 公司大多采用Fronius TPS 系列焊接机作为焊接电源进行机器人焊接,该系列焊接为逆变电源,具有智能化、数字化的特点。
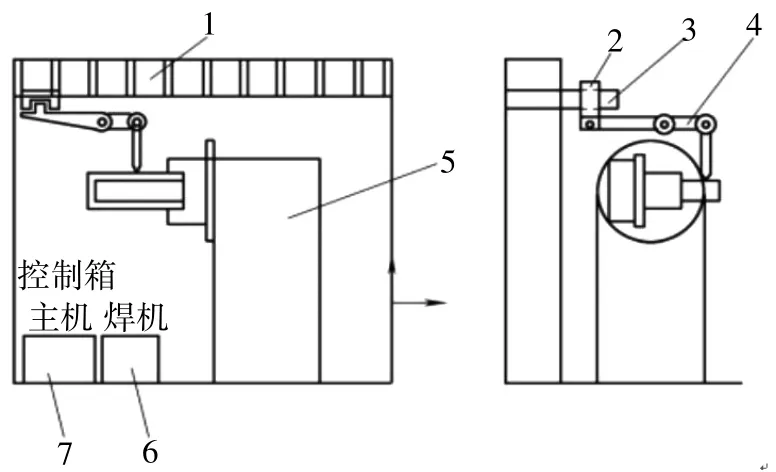
图1 IGM 焊接机器人示意
2.2 焊接特点
焊接特点主要包括:
1)焊接质量稳定。在对不规则或长焊缝进行焊接时,利用手工焊焊接很难连续不断弧,如果焊枪不断抖动,最后也很难成形,这种方式较容易被环境和人为因素所影响。而利用机器人进行焊接,则不容易受到外界因素的影响,在对批量产品实施焊接时,因运动姿态与参数具有一致性,这也就确保了机器人焊接质量的稳定。
2)焊接位置最佳。利用机器人实施焊接时,机器人外部轴和本体进行联动,以此将工件安放在方便后期操作的位置上,在工件位置和焊枪角度相互配合下,呈现出最佳状态。
3)焊接效率高。利用机器人进行焊接效率较高。焊接工作能够持续不断的开展,这样不仅能避免消耗更多的工时,且能够输出较大热量,加快焊接速度,缩短焊接时间;因最后成形的焊缝较好,也极大地减少了焊后清理工作[2]。
3 K6 侧架支撑座焊接结构
在左支撑座、保持环、右支撑座以及侧架等部件的组合下,最终形成了K6 侧架。Q235 锻造件作为支撑座,B+钢铸造件作为侧架。左右2 种支撑座组合安装在侧架的安装面上,由此和侧架形成了4 条焊缝。该焊缝为T 型,由一圆弧段和两直线段组成,从图2 可以看到,焊缝位置不处在同一平面上[3]。
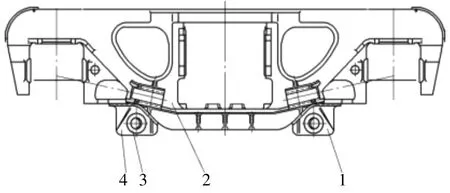
图2 K6 侧架组成示意
4 K6 侧架支撑座焊接程序编制
4.1 焊接质量要求
焊缝的缝脚约8mm,焊接质量与GB 47014—2011《焊接规程》要求相符,完成焊接24h 后,再将磁粉悬浮在载液中进行磁粉探伤[4]。
4.2 焊接程序编制分析
将侧架垂直向上进行摆放,这种方式下焊缝位置将不处在同一平面上,焊接过程中容易出现上坡焊或下坡焊的情况,进而造成焊缝难以成形、溶合不良、溶深浅等现象。如果将侧架按水平方向进行摆放,焊缝位置将处在同一平面上,平角焊由此形成,但焊接过程中也容易出现焊缝凸起、咬边、偏焊等现象[5]。而借助外部轴和机器人所具备的联动功能,采用工件的坐标系,将支撑座与侧架的焊缝转动到船型位置,然后进行焊接,这样呈现出的焊接接头是平滑美观的。
组装好支撑座的K6 侧架后,因装配误差和工件误差的产生,可能会导致焊缝的实际位置与示教的编程步点出现一定偏差,这样在实施焊接时,焊缝就很难按照当初的轨迹完成焊接。通过IGM 机器人所具备的电弧传感以及喷嘴传感功能,可以对焊接位置可以实现过程跟踪和精确定位。
两支撑座与K6 侧架组合而成后,4 条T 型的焊缝也由此形成,在焊接顺序编制过程中,在考虑焊接质量的同时,也要考虑到焊接效率。B+钢铸造件作为K6 侧架,Q235 锻造件作为支撑座,因母材的强度偏高,带有一定淬硬性,编程过程中,可以实施2 条焊缝、1 个支撑座的连续焊缝,这样有利于缓慢冷却、避免急热,从而降低淬硬性。
4.3 焊接程序步点设置
利用机器人进行焊接时,通过寻找组对起始位置进行明确。在编程过程中,要求必须输入工作步点、运动模式和焊接参数等。焊接时,焊缝的过程跟踪主要根据电弧摆动来实现的,以保障机器人与焊接方向保持一致。
4.4 机器人姿态控制
在焊接过程中,机器人本体主要维持着六轴联动的运动方式。机器人的各个关节都围绕着一定范围运动,运动期间为了防止机器人发生限位,编程过程中要加强对轴参变化的监控,以确保手臂姿态能够随意舒展,这也有利于焊枪在焊接期间进行角度变化。
焊接质量会受到多种因素的影响,包括焊接过程中焊枪的角度。除了要选择正确的焊接参数,也要保证焊枪角度的精确度。焊接K6 侧架时,工件与焊枪之间的夹角应维持在约45毅,焊丝与焊缝中心相对,以防止出现偏焊情况。另外,工件与焊枪之间的倾角应维持在80毅~90毅,一旦焊枪的倾斜度过大,熔化铁液就很容易被电弧吹力往焊缝前方推动,这种情况下焊接根部自然就很难熔合。
5 结语
综上所述,利用机器人对侧架支撑座实施焊接,焊接机器人所具备的效率高、质量稳定以及焊缝位置佳的优势得到了充分发挥,确保了侧架焊接质量的稳定,焊接接头平滑美观,探伤达到了100%的合格率,使转向架更加可靠。
猜你喜欢
现代农机(2022年3期)2022-07-11
少先队活动(2021年2期)2021-03-29
哈哈画报(2021年10期)2021-02-28
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
组合机床与自动化加工技术(2019年11期)2019-11-27
智能制造(2017年4期)2017-07-24
制造业自动化(2017年2期)2017-03-20
制造技术与机床(2015年8期)2015-04-24
