
机组启机后抗燃油发黑的原因分析及探讨
2020-04-18 11:28白文广胡耀斌孙晓东
电力安全技术 2020年2期
秦 佳,白文广,胡耀斌,孙晓东
(1.华电宁夏灵武发电有限公司,宁夏 灵武 751400;2.宁夏东部热电股份有限公司,宁夏 银川750000;3.西安热工研究院有限公司,陕西 西安 710032)
0 引言
抗燃油系统主要作用是为主汽轮机、给水泵小汽轮机及高压保安系统提供安全稳定的动力用油和控制用油,完成阀门驱动及快速遮断汽轮机等功能。抗燃油的油质好坏直接影响机组的运行安全和抗燃油的使用寿命。某电厂多次发现启机前油质正常,启机后约一周抗燃油颜色变黑、不透明,并且油中含有油泥。采用选择性强极性硅铝吸附剂对运行油进行脱色、除油泥再生。该厂抗燃油经再生处理后,在机组连续运行期间可以保证油质正常。
1 油质劣化原因分析
1.1 油质分析
对油样几项重要指标进行分析测试,试验结果如表1所示,油样外观如图1所示,油泥析出试验结果如图2所示。
由试验结果可以看出,该机组抗燃油酸值、电阻率指标均符合标准要求,但颜色为黑色、不透明,油中含有较多油泥。
1.2 原因分析
抗燃油的主要成分为三芳基磷酸酯,在高温的环境中容易发生氧化劣化,产生大量有色物质,使颜色变深,甚至碳化。
抗燃油系统的局部过热是致使油品老化的原因之一,更是抗燃油短时间发生颜色变深,产生油泥的主要原因。因此,通过油样分析可判断,油系统存在过热问题,运行油因高温发生劣化。
为了解决目前问题,需要对抗燃油系统进行分析排查,找出系统局部过热点。

表1 抗燃油油质分析试验结果
1.2.1 油箱加热器勘查
某些电厂曾出现过油箱加热器局部过热,引发油质急剧劣化从而造成颜色变深、油质老化的问题。因此,对该机组抗燃油油站加热系统进行勘查。
经勘查,该厂抗燃油油站加热为加热泵加热,原理是通过油泵对油进行做功,产生的热量使油温上升,避免局部过热问题。因此,可排除油站加热器过热这一因素。
1.2.2 抗燃油系统管路勘查
某些电厂曾出现过抗燃油系统管路与蒸汽管道位置非常接近,管道保温未做好,使抗燃油系统管路局部过热,引发油质发生急剧劣化从而造成颜色变深、油质老化的问题。因此,需对该机组抗燃油系统管路进行勘查。
经现场勘查,发现抗燃油系统管路有1处与蒸汽管道接近,电厂技术人员此前已发现该点问题,并已进行整改,整改后对管路温度进行监控测量,无超温现象。
管路其他位置均不受蒸汽管道影响,因此,可排除管路存在过热点这一因素。
1.2.3 油动机位置勘查
大部分油动机均接近汽机本体高温区,若保温出现问题极易使油动机发生过热,引发油质发生急剧劣化从而造成颜色变深、油质劣化的问题。因此,对该机组油动机部分进行勘查。
经现场勘查,发现其中1台油动机深入机组保温层,打开保温层外侧,对油动机进行测温,温度达96 ℃,若该处油流不畅足以使抗燃油发生严重劣化,造成颜色变深、产生油泥。并且油动机结构复杂,油动机内侧靠近机组高温区的部分温度虽无法测量,但可以推测出温度会更高。因此,可以判断该机组油质变黑、不透明,产生油泥的问题是该区域超温引起的。
1.2.4 综合分析
油动机与机组高温区距离较近并且温度高,在机组运行过程中油动机中的抗燃油置换量非常小,基本可以看作是不流动的,这就造成这一部分油长期处于高温状态,发生氧化劣化,使油质发黑、产生油泥和积碳。
但由于油动机中抗燃油置换量小,劣化发黑的抗燃油基本不参与循环,对循环中的油质产生不了明显影响,因此,在机组正常运行过程中没有发现抗燃油已严重劣化。
在机组停机过程中,油动机上腔的抗燃油不会回到油箱,因此,在停机后也不会发现抗燃油已严重劣化。
机组有10个汽门,在机组启机时汽门动作较大,使油动机残留的严重劣化的残油全部回流进入油系统,这些油动机的残油同时回到系统,造成运行油污染。而且劣化产物还会对运行油起催化劣化作用,因此,一直到机组启机后才发现油质严重劣化变黑。
2 油质恢复处理
该厂发现抗燃油发黑、不透明、含有油泥后,使用选择性强极性硅铝吸附剂抗燃油再生净化装置对运行油进行在线处理,处理后油质主要指标如表2所示。
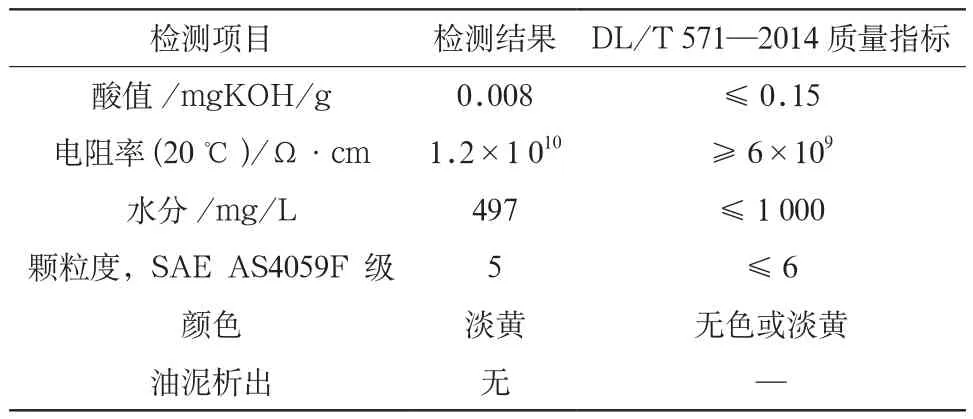
表2 处理后抗燃油油质分析试验结果
由处理后油质的检验结果可以看出,该机组抗燃油颜色、油泥问题均得以解决,并且油质得到全面恢复。
3 问题解决方法探讨
3.1 油动机位置降温
经分析,该机组启机后发现抗燃油颜色发黑、不透明,油中含有油泥的问题,其根本原因在于油动机位置存在局部过热,使油发生严重氧化劣化。
因此,降低油动机运行温度是解决该问题的根本方法。若机组具备改造条件,可对油动机进行冷却系统技术改造,降低油动机整体运行温度,即可避免抗燃油因局部过热发生严重氧化劣化再次发生。
3.2 启机前彻底恢复油质
如机组不具备对油动机进行冷却系统技术改造,则可以在停机时对汽门进行“打闸”操作,使油动机中不参与循环的已严重劣化的抗燃油置换出来,使之回到抗燃油油站,再经选择性强极性硅铝吸附剂抗燃油再生净化装置及时处理,恢复油质,保证机组启机后油质水平,并且可避免劣化产物对运行油的催化劣化,可保证机组运行安全,延长运行油使用寿命。
4 结论
机组多次在启机后发现抗燃油变黑、不透明,油中有油泥,经分析其根本原因是油动机位置存在局部过热。在停机时对汽门进行“打闸”操作,再对油站抗燃油进行再生处理可解决该问题;若能对油动机局部过热部分进行冷却系统技术改造,并采用再生技术对运行油进行日常维护,可从根本上解决此问题。
猜你喜欢
油气田环境保护(2022年3期)2022-07-04
节能与环保(2022年3期)2022-04-26
润滑油(2021年3期)2021-06-15
火箭推进(2021年1期)2021-03-02
航天器工程(2020年6期)2020-12-25
ViVi美眉(2020年3期)2020-10-20
北京汽车(2020年3期)2020-07-15
民用飞机设计与研究(2020年1期)2020-05-21
时代汽车(2018年6期)2018-07-15
湖南大学学报·自然科学版(2018年1期)2018-06-05
