四川某铅锌矿选矿厂浮选工艺流程优化
2020-04-22 06:23岳显林
中国金属通报 2020年14期
岳显林
(四川会东大梁矿业有限公司,四川 会东 615200)
四川某铅锌矿选矿厂位于四川省凉山州境内,选矿厂的生产规模为66 万吨/年,选矿回收利用的主要有价金属为铅、锌、银。选矿厂建成投产之后,经公司广大干部及职工的共同努力,各项生产指标均达到了设计要求。
近年来,随着矿山开采的深入,矿石性质趋于复杂,泥化、氧化等问题日益突出,有用矿物嵌布共生关系复杂,采用原浮选工艺流程表现出对矿石性质变化一定程度的不适应性,极大地制约了选矿生产指标的提升,影响公司经济效益。为此,针对该选矿厂存在的一系列问题,进行了生产现场浮选工艺流程的改进及药剂制度的优化,优化后使铅、锌金属回收率得到了较大的提高,且降低了生产成本,为公司创造了显著的经济效益。
1 矿石性质
1.1 原矿化学多元素分析
原矿化学多元素分析结果见表1。

表1 原矿化学多元素分析结果
由表1 可知,矿石中最主要的化学组分是SiO2,其次为CaO、Al2O3及MgO、S、Fe 等,主要回收的有价元素为铅和锌,含量分别为0.89%、8.34%,伴生元素贵金属银的含量为30.97g/t,具有较高的回收价值。有害元素As、Cd 含量较低。
1.2 矿石矿物组成及特性
矿石中主要金属矿物为方铅矿、白铅矿、闪锌矿、硅锌矿、黄铁矿等,脉石矿物主要由白云石、石英、长石、云母、方解石等组成。矿石中矿物组成简单,但金属矿物赋存状态复杂,方铅矿与闪锌矿主要呈不规则粒状嵌布,方铅矿嵌布粒度相对较细,在闪锌矿内部常见微细粒的方铅矿包体。由于闪锌矿与方铅矿的嵌镶关系较复杂,互相穿插、互相包裹,给铅锌矿物的高效选别分离带来了一定的困难,造成铅锌精矿互含偏高,影响铅锌选别指标。
2 原浮选工艺流程及存在问题分析
2.1 原浮选工艺流程
原浮选工艺采用的是高碱条件,“两粗两扫五精”优先浮铅—选铅尾矿经“两粗两扫三精”浮锌的工艺流程,即使用石灰作矿浆ph 调整剂、硫酸锌作闪锌矿抑制剂、乙硫氮作方铅矿捕收剂、2#油作起泡剂进行抑锌浮铅,选铅尾矿采用硫酸铜作闪锌矿活化剂、丁基黄药作闪锌矿活化剂、2#油作起泡剂浮锌,铅经两次粗选、两次扫选、五次精选获得铅精矿,锌经两次粗选、两次扫选、三次精选获得锌精矿。
2.2 原浮选工艺流程存在的主要问题
近年来,随着矿山开采的深入,矿石性质趋于复杂,泥化、氧化等问题日益突出,由于矿石性质变化较大,有用矿物嵌布共生关系复杂,矿石粒度组成中细粒级含量增多,采用原浮选工艺流程及药剂条件不合理的问题越来越突出,生产工艺指标受到了极大的影响,其存在的主要问题如下:
(1)铅浮选作业。在原设计方案中,铅浮选作业采用两次粗选、两次扫选、五次精选,在铅精选过程中未添加浮选药剂,使用5 台KYF-8m3浮选机及3 台CHF-8m3浮选机,由于原矿中铅品位较低,铅粗精矿含量少,铅精选浮选机容积较大、台数较多,再加上铅精选未添加浮选药剂,铅精选存在浮选时间长,铅精选浮选浓度较低、浮选过程易脱药,铅矿物易掉槽等问题,对铅精矿质量及铅金属回收率有一定影响[1]。
(2)锌浮选作业。在原设计方案中,锌浮选作业采用两次粗选、两次扫选、三次精选,锌一次粗选及二次粗选刮出的粗精矿泡沫直接进入锌一次精选,由于矿浆量较大,锌一次精选浮选时间较短,中矿回量较多,不但精选效果较差,还造成锌粗选循环量较多,浮选过程不稳定,药剂添加量不准确,对生产成本控制及锌回收率有一定影响[2]。
(3)锌活化剂硫酸铜作用时间不足。在原设计中,锌活化剂硫酸铜添加于铅尾矿处,由于铅尾矿进入锌原矿搅拌桶的矿浆管道在中间部位,硫酸铜在搅拌桶内的作用时间短,不能有效活化锌矿物,影响锌矿物捕收,对锌金属回收率有一定影响。浮选工艺流程优化前的生产指标见表2。

表2 优化前生产指标
3 工艺流程及药剂制度优化措施
针对原有浮选工艺流程中存在的铅精选浮选时间长、铅精选过程易脱药、锌精选返回中矿品位偏高、锌粗选硫酸铜作用时间不足等问题,对浮选工艺流程结构及药剂制度进行了如下优化。
(1)铅浮选作业。停用铅第五次精选浮选机,浮选流程由“两粗两扫五精”改为“两粗两扫四精”流程,减少一次精选作业以达到减短铅精选浮选时间目的,把铅四次精选浮选机泡沫槽过浆管道直接接入铅精矿池,铅四精刮出泡沫作为最终精矿进入精矿脱水作业。优化前后铅浮选流程见图1、图2。
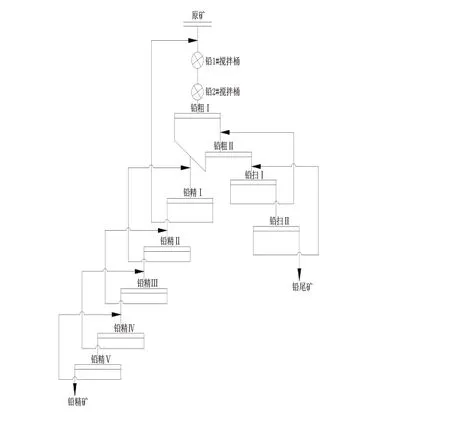
图1 优化前铅浮选流程
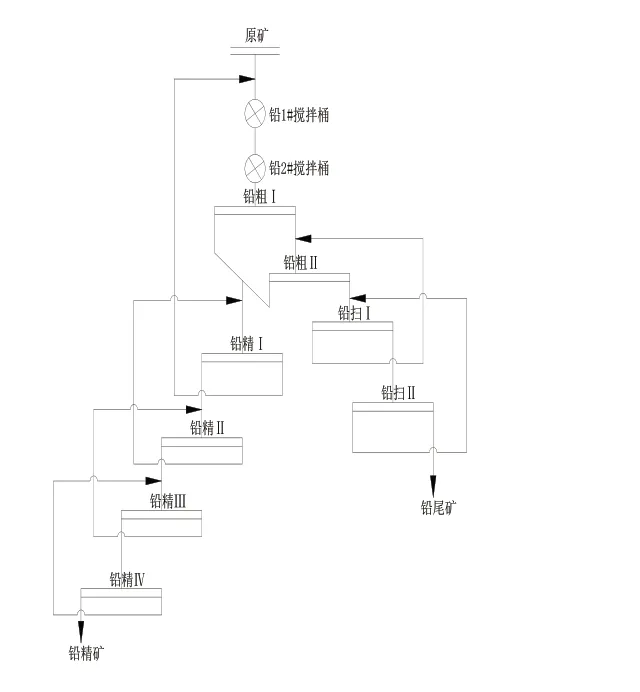
图2 优化后铅浮选流程
(2)锌浮选作业。将锌二次粗选作业刮出的矿浆泡沫由原来直接进入锌一次精选改为进入锌一次粗选,浮选流程由原来“两粗两扫三精”改为“一粗三扫三精”流程,提高进入锌精选矿浆的锌品位,同时延长精选时间,降低返回中矿量。优化前后铅浮选流程见图3、图4。
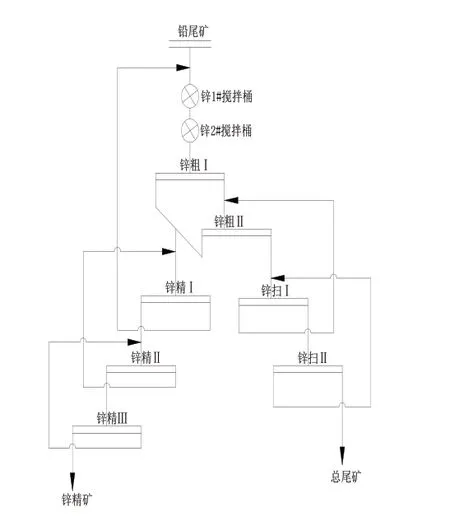
图3 优化前锌浮选流程
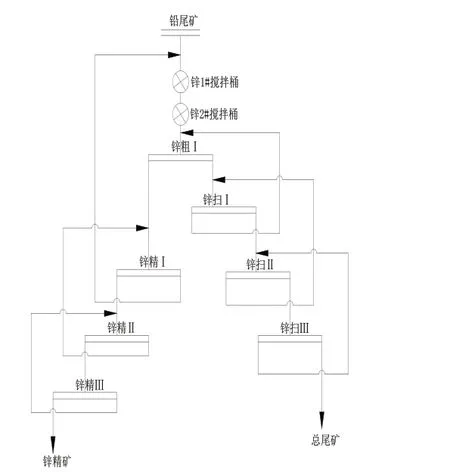
图4 优化后锌浮选流程
(3)更换浮选过浆管道。为有效解决堵管问题及提高设备运转率,根据生产实际情况将浮选过浆管全部更换为不易结垢的超高分子聚乙烯材质管道。
(4)药剂制度优化。①在铅精选作业中增加捕收剂乙硫氮添加点,减轻铅精选脱药现象,并增加抑制剂硫酸锌添加点,以降低铅精矿含杂;②将锌浮选作业中进入锌原矿搅拌桶矿浆管道由中间部位改到底部,以增加锌粗选硫酸铜作用时间,使锌矿物得到有效活化。通过一系列的优化措施,选矿生产指标有了明显的提高,尤其是铅金属回收率,且节约了一定的生产成本。浮选工艺流程及药剂制度优化后生产指标见表3。
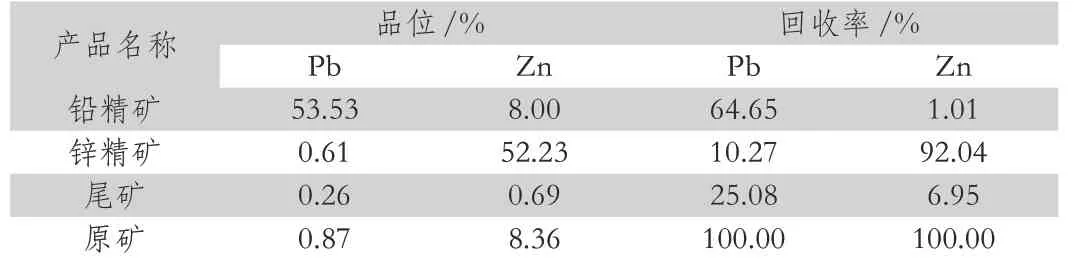
表3 优化后生产指标
4 优化后经济效益
通过对浮选工艺流程及药剂制度进行优化调整,将铅浮选流程由“两粗两扫五精”改为“两粗两扫四精”流程,并在铅精选增设药剂添加点,降低了铅精选浮选时间及减轻了铅精选脱药现象;将锌浮选流程由原来“两粗两扫三精”改为“一粗三扫三精”流程,并对进入锌原矿搅拌桶矿浆管道由中间部位改到底部,延长了锌精选时间及锌粗选硫酸铜作用时间,使浮选操作趋于稳定,提高了铅锌金属回收率。
2019 年浮选流程优化后完成处理量70 万吨,铅原矿品位0.87%,锌原矿品位8.36%,铅回收率64.65%,锌回收率92.04%,较2018 年浮选流程优化前铅回收率提高3.65%,锌回收率提高0.51%,税后销售均价为铅12354.4 元/吨,锌11661.2 元/吨,指标提升产生的经济效益为622.65 万元;停用的铅五精浮选机电机功率为22kw/h,则每年能节约能耗174240kw,节约电费11.85 万元。最终创效金额为634.5 万元。
5 结语
四川某铅锌矿选矿厂经浮选工艺流程及药剂制度优化后,选矿生产指标得到了较大提升,铅、锌金属回收率分别达到了64.65%、92.04%,回收率有了较大提高,且降低了生产成本,为公司创造了显著的经济效益。
猜你喜欢
矿山安全信息(2022年23期)2022-11-24
自动化仪表(2022年10期)2022-10-28
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
资源导刊(2021年10期)2021-11-05
湖南有色金属(2021年5期)2021-10-23
陶瓷科学与艺术(2021年8期)2021-10-15
黄金(2020年9期)2020-09-10
矿冶(2020年4期)2020-08-22
世界有色金属(2020年1期)2020-03-26