
316L不锈钢管色带成因及解决 方案
2020-04-23 09:48供稿王哨兵高亚龙朱建平WANGShaobingGAOYalongZHUJianping
金属世界 2020年2期
供稿|王哨兵 ,高亚龙,朱建平 / WANG Shao-bing, GAO Ya-long, ZHU Jian-ping
内容导读
文章详细分析了316L不锈钢管表面出现“黑带”和“白带”的成因。从生产实践中可能造成色带的3个方面进行分析,排除了色带是由化学成分、晶粒度、粗糙度等因素引起的原因,确定色带主要的形成原因是连铸坯的渗碳造成的晶间腐蚀。晶间腐蚀的严重程度从视觉上呈现“黑带”和“白带”的差异。根据色带的产生原因,在生产中通过更换保护渣方案进行实践论证。实践表明,采用新型的无碳保护渣能够从根本上解决色带问题,对316L不锈钢生产具有一定的指导意义。
316L(00Cr17Ni12Mo2)是低碳奥氏体不锈钢,具有较好的耐晶间腐蚀和抗点腐蚀性能,主要用于制造化肥生产、石油化工、船舰等工业设备的管道,因此要求316L钢不仅要有较好室温性能,又要有较好的高温性能,对管壁、表面质量要求极为严格。在实际生产过程中,316L荒管表面经常会出现螺旋状的黑色或白色的条纹,简称为“黑带”或“白带”,其缺陷形貌如图1所示。本文对生产过程可能造成色带的环节进行排查,利用科学的实验分析方法,确定了316L不锈钢管“黑带”和“白带”的形成原因,并提出解决方法,进一步在生产实践中进行了论证,对后续316L不锈钢管的生产具有指导意义[1-4]。
工艺流程
φ32 mm×3.0 mm 规格的316L不锈钢无缝钢管以黑皮圆钢作为原材料,其荒管生产工艺流程为:黑皮棒剥皮—加热—穿孔—酸洗(φ65 mm×5.5 mm)—冷轧—去油—退火—矫直—酸洗—润滑—烘烤—冷拔(φ32 mm×3.0 mm)—切管—去油—退火—矫直—切头—酸洗—检验。
按照该工艺流程进行生产,发现中间品荒管(φ65 mm×5.5 mm)酸洗后存在严重的“黑带”和“白带”缺陷,后续的冷拔成品管上也存在类似的缺陷,因此要想改善后续成品管的质量问题,解决中间品的色带问题是重中之重。
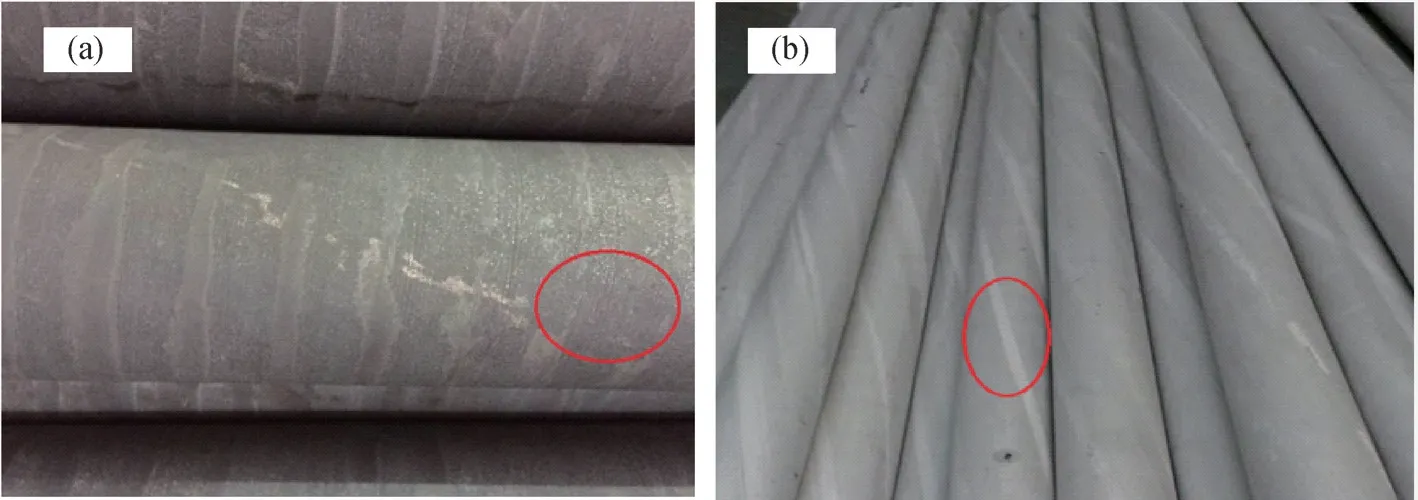
图1 316L不锈钢荒管酸洗表面缺陷:(a) 黑带;(b) 白带
成因探究
由于316L不锈钢管中间管表面酸洗后的色带呈现螺旋状分布,并且沿着荒管的纵向向前延伸,为了探究色带的具体成因,主要从316L不锈钢管生产过程的3个方面进行探究[5-7]。
(1) 连铸坯的角部渗碳:316L不锈钢管表面出现螺旋状的色带缺陷是由于在色带区域晶界析出了Cr23C6型碳化物,产生了贪铬区造成晶界腐蚀所致,文献研究表明,这可能是连铸坯表面渗碳造成的,特别是在连铸坯的角部,在浇铸的过程中液渣层过薄造成的钢液与含碳的保护渣或富碳层接触而渗碳。
(2) 黑皮棒材的矫直:316L圆棒材经过热轧生产后,棒材存在弯曲的现象,采用矫直设备,通过轧辊的旋转,在黑皮棒材的表面产生螺旋状的压痕,特别是在较大的矫直压力作用下,矫直压痕深度更深,造成了部分晶粒破碎的现象,并且产生了应力集中现象,后续穿孔准备前,黑皮棒材的剥皮量不够,对于产生应力变形的区域还没有去除干净,在后续的荒管表面出现细晶粒现象,可能是引起中间品荒管酸洗后呈现出色带现象的原因。
(3) 穿孔过程:目前大部分的钢管厂家均采用二辊斜轧式穿孔设备,在穿孔的过程中,在穿孔前期是加速的,中后期穿孔线速度不断的降低;并且在穿孔过程中与正常轧辊的接触部位受力和变形是不均匀的,再配合穿孔导板与荒管表面的摩擦,容易造成穿孔荒管表面呈现螺旋状条纹,其表面的粗糙度和晶粒大小可能是产生色带缺陷。
综上所述,316L荒管的3个生产过程都有可能造成荒管色带,由于生产过程的复杂性,不可能对每个过程进行详细的验证,只能从每个生产过程造成色带的表征方面进行探究。黑皮棒材的矫直和穿孔容易造成荒管表面的表面粗糙度和晶粒度有所差异,而连铸坯的角部渗碳与晶间腐蚀有关,针对这些生产过程中可能造成色带的原因,需要对316L成品荒管进行实验分析。
原因分析
对316L不锈钢中间荒管进行取样,分析316L不锈钢管表面产生螺旋状色带的原因:
(1) 化学成分:借助于扫描电子显微镜等仪器,对“黑带”、“白带”和正常区域组织进行能谱分析,确定这3个区域的C、Si、Mn、Cr、Ni、Mo等化学成分的含量,且对3个区域的成分差异进行对比。
(2) 粗糙度:对不锈钢管表面的“黑带”、“白带”和正常区域做粗糙度检测,确定3个区域的粗糙度的差异情况[8]。
(3) 晶粒度:对比“黑带”、“白带”和正常区域的晶粒度大小是否存在异常的情况,晶粒度越大,晶粒越细小,在荒管表面的视觉观看上的呈现形式存在着差异,并且在不同区域上,其敏化处理(650 ℃/2 h)后的金相组织也存在着一定的差异。
实验表明,“黑带”、“白带”和正常区域的化学成分都在标准要求的范围内,没有明显的差异;表面的粗糙度测量后也具有相同的数值;3个区域的晶粒度基本上在6.0级左右,没有出现超过0.5级的极差现象。因此基本可以排除316L不锈钢管表面色带区域的缺陷是由化学成分、晶粒度、表面粗糙度等原因引起的。通过敏化处理后缺陷处的金相表征表明“黑带”区域呈现凹下状,晶界处存在大量的碳化物聚集,晶粒以晶间腐蚀形式脱落,进而在视觉上呈现“黑带”缺陷,“白带”处的晶间腐蚀程度较弱,只有个别晶界处存在碳化物析出严重;而正常区域的金相组织均匀,没有发现晶粒脱落的现象,如图2所示。这一现象也从侧面反映了色带形成主要是由炼钢连铸过程中的渗碳造成的。
图2金相微观组织显示,不管是“黑带”或“白带”,其本质特征都是晶间腐蚀,但是由于晶间腐蚀的严重程度不同,再加上光线的影响,造成了2种缺陷的产生。由此可以得出,造成不锈钢表面“黑带”、“白带”不同的原因是由于不锈钢表面存在不同程度的晶间腐蚀,与表面的粗糙度、化学成分、晶粒度大小没有直接的关系。

图2 316L不锈钢管黑带和白带的金相微观组织:(a) 黑带;(b) 白带
不锈钢表面条带状色差缺陷与晶间腐蚀有关,不同程度腐蚀的表面粗糙度与其光学性质也不同,从而在视觉上表现为色差,其原因有2点:
(1) C在奥氏体中的饱和溶解度小于0.02%,一般不锈钢的含C量都高于这个数值。当不锈钢从固溶温度冷却下来时,C处于过饱和状态,当受到敏化处理时(427~816 ℃),过饱和的C就要部分或全部从奥氏体中析出,形成C和Cr的碳化物(主要是Cr23C6型)在晶界析出。由于析出的Cr23C6含Cr量比奥氏体中的Cr含量高得多,而且在析出过程中C的扩散阻力小,并能较快到达晶界,而Cr在奥氏体中扩散速率很低,所以形成碳化物时必定要消耗晶界附近的Cr,从而在晶界两侧形成贫Cr区,其含Cr质量分数低于12%,因而钝化性能与晶粒不同,即晶界区和晶粒本体有了明显的差异,晶粒与晶界构成活态-钝态的微电偶结构,造成晶界腐蚀。
(2) 在连铸过程中,结晶器保护渣中未熔融的碳粒子进入钢液,在连铸铸坯内部形成夹杂,经过热轧、穿孔之后,游离碳夹杂沿轧向伸长、呈螺旋状分布,在基体材料的晶界上偏聚,造成晶粒边界的成分不均匀,荒管表面存在碳偏聚现象的晶界,经过酸洗发生晶间腐蚀之后从而呈现螺旋状分布的 缺陷。
解决方案
分析得出316L荒管的色带形成原因是连铸坯表面渗碳引起的,在色带区域晶界析出了Cr23C6型碳化物,产生贪铬区造成晶界腐蚀所致。为了解决316L中间管的色带问题,采用无碳保护渣可以减少或者避免铸坯角部的增碳现象,但是过多的降低碳含量容易导致保护渣的熔化速度过快,造成铸坯表面质量问题。因此,联合保护渣生产厂家对保护渣的成分进行了合理优化,开发出一种新型的无碳保护渣。新型保护渣较原保护渣不仅有较好的溶解、吸附夹杂物的能力和良好的绝热性能,还可以在碳含量较低的情况下仍然有合适的熔化速度,以保证足够的熔渣层厚度,进而有效避免连铸坯出现增碳现象。保护渣相关参数见表1所示。
对比2种保护渣的化学成分:新型的无碳保护渣中Al2O3和C含量明显的下降,造成无碳保护渣的密度升高,黏度下降。其主要的影响特性有:(1)保护渣中的Al2O3含量增大,保护渣的结晶温度降低;(2)无碳保护渣中的C含量降低,会导致保护渣的融化速度加快,液渣层和原渣层不稳定,容易造成连铸坯的表面问题,如结疤等。
现场安排2炉采用不同的保护渣冶炼生产316L,轧制成相同断面规格的棒材后在某厂进行穿孔生产,采用相同的穿孔工艺,生产前要更换新的穿孔锥、导板等设备。采用原保护渣的棒材穿孔生产荒管230支,采用新型无碳保护渣的棒材穿孔生产荒管361支。进行固溶处理和酸洗后,采用原保护渣生产的荒管共发现“白带”70支,“白带”出现的比例为30.43%;采用新型无碳保护渣生产的荒管共发现“白带”7支,“白带”出现的比例为1.94%。对比两种情况,采用新型无碳保护渣可以减少“白带”出现的概率,有效改善316L不锈钢荒管的表面质量问题。

表1 原保护渣与新型无碳保护渣的成分与性能对比
结束语
本文通过对316L不锈钢管表面色带产生的原因进行分析,并对现场的生产实践跟踪处理,得出 结论:
(1) 针对色带在生产过程中可能产生缺陷的工艺环节提出猜测,借用实验方法,排除化学成分、晶粒度、表面粗糙度等缺陷原因。
(2) 不锈钢不同色带产生的机理都是缺陷处有大量碳化物聚集,存在晶间腐蚀;根据碳化物聚集的程度不同和光线的不同,缺陷颜色也不同;缺陷处碳化物聚集最多的,即晶间腐蚀严重的区域,酸洗后呈现的为“黑带”,缺陷处碳化物聚集较少的,即晶间腐蚀轻微的区域,酸洗后呈现的为“白带”。
(3) 针对316L不锈钢管的表面色带问题,提出了更换新型保护渣的实验方案,实际生产论证表明,采用新型无碳保护渣生产的316L不锈钢管色带出现缺陷的比例明显下降。

《残垣断壁》兰亚尧
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
军民两用技术与产品(2021年2期)2021-04-13
铝加工(2020年2期)2020-05-12
模具制造(2019年10期)2020-01-06
商品与质量(2019年12期)2019-07-24
世界有色金属(2018年18期)2018-12-10
三联生活周刊(2016年35期)2016-08-29
新媒体研究(2014年11期)2014-09-01
