
双向拉伸聚酯薄膜膜斜影响因素的探讨
2020-04-24 08:10张少伟李永荃王红兵张涛谢城城
安徽化工 2020年2期
张少伟,李永荃,王红兵,张涛,谢城城
(安徽国风塑业股份有限公司,安徽合肥230088)
双向拉伸聚酯薄膜(简称BOPET 薄膜)是一种生产速度快、力学性能优异、无毒无味的薄膜材料,在电子、绝缘、磁记录材料、感光材料、转移基材及各类包装等领域应用广泛。目前,BOPET 薄膜或多或少出现膜斜,影响其平整性及下游加工性能,进而影响其后加工成品品质及客户使用效果。
本文通过分类实验的方式探索各工艺参数以及生产线幅宽对BOPET 薄膜膜斜的影响,定量验证膜斜大小的方法有制作Baggy图、叠边等。
1 专业名词
1.1 膜斜
双向拉伸薄膜在经过横拉拉伸后,在定型和冷却的过程中,因薄膜两边部(OS 侧、DS 侧)受力与中间区域有差异,导致薄膜边部区域变形量和内应力与中间区域不同,从而宏观表现为母卷下线后边部膜面不平整,分切成品不同区域松紧度不同,成品放卷时膜面不够平整等。
1.2 Baggy
母卷下线后,在母卷表面由OS侧到DS侧沿一条直线间隔一定距离,用尖锐工具在膜面上扎孔(扎通6 层左右),然后将6层薄膜(整幅连续薄膜)从母卷上取下,平铺在地面上,测量纵向各相邻孔之间的距离。以幅宽8.2 m生产线为例,Baggy图横坐标X为母卷横向各孔位置(0.1 m、0.3 m、0.5 m、0.7 m、0.9 m、1.1 m、2.1 m、3.1 m等),纵坐标Y及Baggy值B计算公式:

式中:a—某一位置纵向各相邻孔距离的平均值;b—整幅样品纵向各位置相邻孔距离的平均值;c—整幅样品纵向各位置相邻孔距离的标准偏差(注:Baggy图曲线越平缓,表示膜斜越小;Baggy 数值越小,表示膜斜越小)。
1.3 叠边
取分切成品(长度20 m,宽度60 cm),由两人双手扯住薄膜四角,将薄膜拉平,左右对折,测量薄膜中间区域两边部相差的距离。如图1所示,薄膜长度a、b距离20 m,宽度a、c 距离60 cm。对折叠边后s 距离越大,膜斜越重。

图1 叠边示意图
2 薄膜物理性能的影响因素
2.1 原料类型
选用仪征化纤FG620 和浙江永盛YS01 两种切片,在同一天,相同工艺参数生产12 μ印刷膜,比较其性能,检测20组数据平均值,见表1。

表1 相同条件FG620与YS01生产12 μ薄膜性能比较
由表1可见,原料不同,工艺条件完全相同,薄膜的物性及Baggy 值也会存在差别。因此,为排除原料带来的误差,本文以下实验均使用仪征化纤FG620切片生产薄膜。
2.2 环境温度
季节不同,车间环境温度不同,此外因为BOPET生产线较长,不同区域的环境温度也相差较大。本实验的环境温度检测位置为牵引段。取2018 年8 月21 日、10月13日及2019年3月10日均使用仪征FG620切片生产的12 μ薄膜,两薄膜分别检测20组,平均值比较见表2。

表2 相同参数不同环境温度下生产12 μ 薄膜物性比较
由表2数据分析得出,车间环境温度变化也影响薄膜物理性能及膜斜大小,所以在系统进行试验前,先固化原料、环境温度参数。本文以下所做实验均采用FG620 切片、车间环境温度(25±2)℃,以便检测数据准确有效。
3 工艺参数对薄膜膜斜的影响
本文在横拉风压、温度、链宽、牵引率、分切张力等方面进行了研究。
3.1 横向拉伸定型段温度、风压对薄膜膜斜的影响
生产BOPET 薄膜时,横向拉伸后须进行热定型处理,主要是让薄膜进一步进行结晶取向,减少内应力,提高尺寸稳定性。热定型温度一般在PET 结晶速率较小的温度段,即190℃~235℃,定型段风量影响横拉内部空气流通以及空气与薄膜热交换能力。
下面以12 μ薄膜为例,其他工艺参数完全一致,横拉定型段温度分别设定为200℃和235℃,风压频率分别设定为80%和100%,通过叠边方式测量分切边部工位成品膜斜大小,结果如表3。

表3 定型段温度、风压对膜斜的影响
从表3可以看出,横拉定型段温度的高低对薄膜膜斜的影响微乎其微,可忽略不计;横拉定型段风压的大小对薄膜有较小的影响,风压变大,膜斜变小。
3.2 横向拉伸冷却段温度、风压对薄膜膜斜的影响
热定型后的BOPET 薄膜要经过热松弛过程,目的是让热定型后的薄膜在拉伸状态下有一个自动收缩的过程,冷却段温度一般在120℃以下。
仍以12 μ 薄膜为例,在其他工艺参数完全一致的情况下,横拉冷却段温度分别设定为120℃和90℃,风压频率分别设定为50%和90%,分别通过叠边方式测量分切边部工位成品膜斜大小,结果如表4。
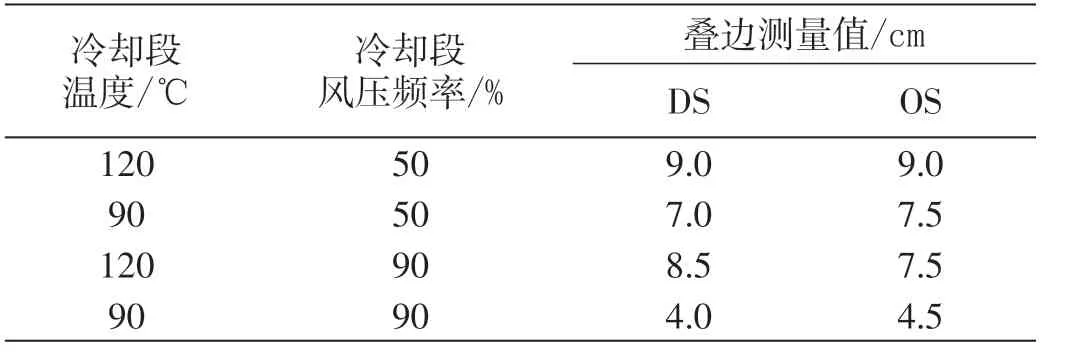
表4 冷却段温度、风压对膜斜的影响
从表4 可以看出,横拉冷却段温度适当降低,风压适当提高,可优化薄膜膜斜,并且冷却段温度、风压的调节对膜斜的优化较为明显,实际生产过程中可加强此方面的控制。
3.3 横拉链宽大小对薄膜膜斜的影响
在实际生产试验中,在生产稳定、不破膜的情况下,多次调节横拉定型段、冷却段的链宽,并测量膜斜值,验证横拉链宽对薄膜膜斜的影响。
按照表5 链宽设定,分别绘制薄膜的Baggy 图,如图2。
参数1、2、3 对应的Baggy 值分别为0.118、0.121 和0.120,相差较小,综合得出横拉定型段、冷却段链宽的变化对薄膜膜斜影响较小的结论。
3.4 生产线幅宽对薄膜膜斜的影响
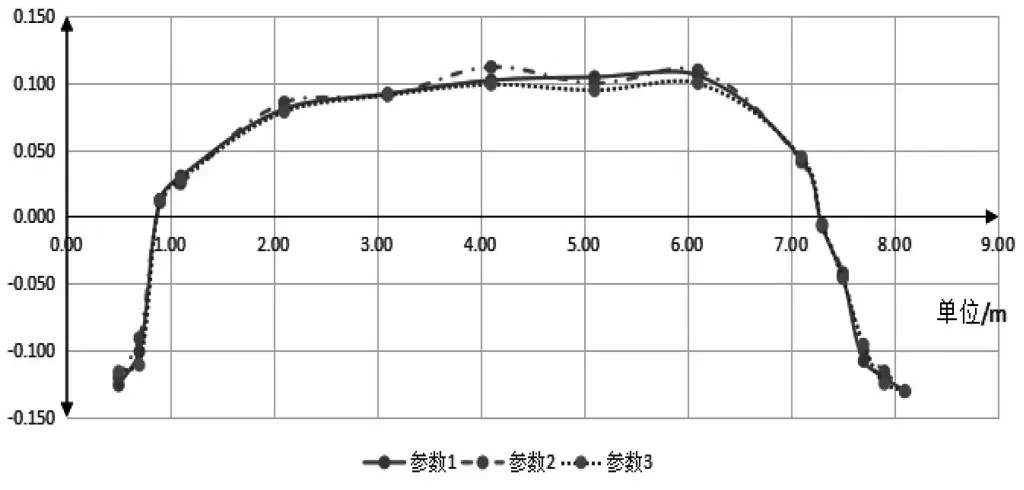
图2 不同横拉链宽对应薄膜Baggy对比图
生产线幅宽分别为5.6 m、8.2 m,其余条件相同,生产线速度320 m/min、产品厚度6 μ,分切参数、边料相同。

表6 生产线幅宽对膜斜的影响
从表6 可以看出,生产线幅宽越小,薄膜的膜斜值越小。幅宽越大,薄膜在经过横拉时膜面越不稳定,膜面的变形、收缩越不一致,膜斜也就越明显。
3.5 薄膜厚度对薄膜膜斜的影响
其他参数一致,选择6 μ和12 μ厚度薄膜做对比试验,绘制Baggy图,结果如图3。
从图3 可以看出,在生产条件相同的情况下,12 μ薄膜的图形更加平缓,薄膜边部同中间区域变形差异更小,计算得出12 μ、6 μ薄膜的Baggy 值分别为0.122 和0.160。6 μ相比12 μ薄膜膜斜更加严重。
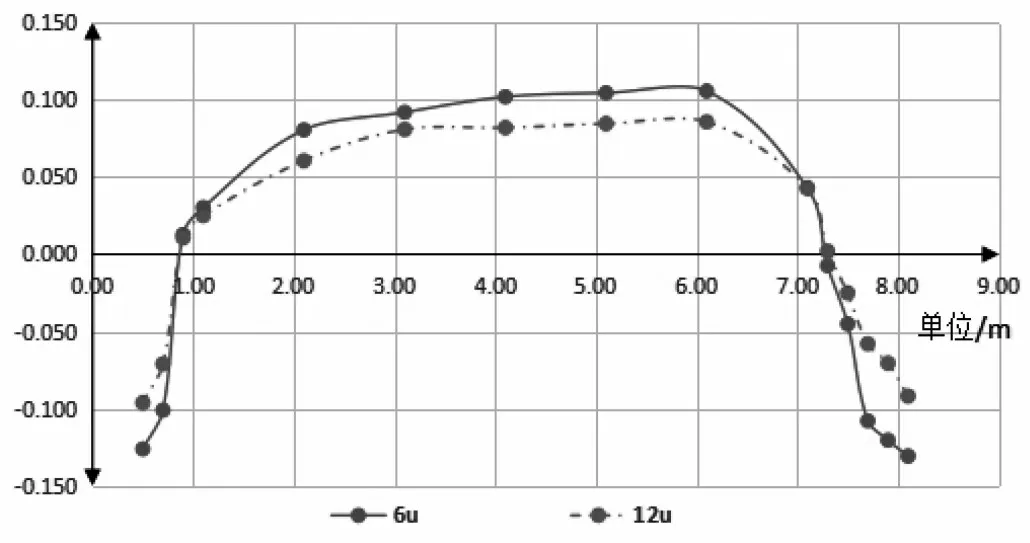
图3 12 μ/6 μ薄膜Baggy对比图
4 总结
本文分别从横拉定型段温度、风压,冷却段温度、风压,横拉链宽设定、生产线幅宽、产品厚度等工艺参数或影响因素等方面去验证双向拉伸薄膜膜斜的大小,得出以下结论:
(1)横拉定型段温度和风压的高低以及横拉链宽的大小对薄膜膜斜基本无影响,在优化薄膜物性时,调节此参数不会造成膜斜严重。
(2)横拉冷却段温度和风压的高低对薄膜膜斜的影响较为明显。在实际生产控制过程中,应严控冷却段温度,保证设定值与实际值一致;同时避免横拉冷却段粉尘积压,影响冷却段风压实际值,必需定期清理粉尘。
(3)生产线幅宽对薄膜膜斜有一定的影响,生产线越宽,薄膜经过横拉出口越不稳定,薄膜膜斜值越大。
(4)生产的薄膜品种越厚,薄膜的膜斜值越小。
(5)膜斜可能是双拉薄膜生产设备固有的缺陷,只能优化,不可能完全解决。□
猜你喜欢
轮胎工业(2022年8期)2022-09-01
汽车实用技术(2022年14期)2022-07-30
煤炭与化工(2022年5期)2022-06-17
Bone Research(2021年2期)2021-09-11
科学与财富(2021年33期)2021-05-10
同济大学学报(自然科学版)(2020年2期)2020-04-07
中国建筑金属结构(2019年3期)2019-03-20
进出口经理人(2017年10期)2017-09-22
汽车维护与修理(2016年10期)2016-07-10
南方农业·下旬(2014年10期)2014-12-20
