
Mini-MPM连轧管机194 mm系列孔型开发
2020-04-26 13:05王增海张文亮吕洪礼史江欢
钢管 2020年1期
王 栋,王增海,张文亮,吕洪礼,史江欢
(内蒙古包钢钢联股份有限公司钢管公司,内蒙古 包头 014010)
内蒙古包钢钢联股份有限公司钢管公司(简称包钢钢管公司)Φ180 mm连轧管机组共计有3个孔型系列,分别是173 mm系列、238 mm系列、266 mm系列。其中,173 mm系列主要轧制Φ139.7 mm×7.72 mm和Φ139.7 mm×9.17 mm规格石油套管(两倍尺),成材率90.0%。为了整合炼钢坯型资源,减少坯型断面更换次数,包钢钢管公司开发出194 mm系列孔型,实现了Φ180 mm Mini-MPM连轧管机组与Φ159 mm PQF连轧管机组坯料共享,充分释放了炼钢作业区的产能,同时Φ139.7 mm×7.72 mm石油套管实现了三倍尺生产,提高了倍尺率,提升了成材率。现对194 mm系列孔型的开发过程进行介绍。
1 孔型设计步骤及结果
此次孔型开发主要针对Mini-MPM连轧管机以及脱管机进行,对锥形穿孔机也进行孔型系列开发,对定径机、微张力定(减)径机则只做部分孔型调整。Φ180 mm连轧管机组各轧机的极限参数见表1。
1.1 连轧管机轧管时的变形分析
连轧管机常采用直线或圆弧侧壁的圆孔型,有时也采用椭圆孔型和圆孔型(带侧壁)的组合孔型。在圆孔型(带侧壁)中轧制钢管时抽芯棒困难,而在椭圆孔型中轧管时管体精度差,但相比较圆孔型抽芯棒容易,为了在连轧管机后面机架中使毛管内表面与芯棒之间形成一定的间隙,必须形成金属在孔型中横向流动的条件。
连轧管机轧管时分为一次咬入和二次咬入,一次咬入属于减径工序,二次咬入属于减壁工序。毛管在连轧管机中一次咬入时,由于毛管外径大于孔型直径,毛管最先与孔型接触是在侧壁的4个点上,假定接触点位于侧壁角处,可推导出一次咬入角与轧辊直径、侧壁角和毛管直径的关系(公式1),在摩擦因数一定的情况下,轧辊工作直径越大,侧壁角越大,或毛管的直径越小,越有利于一次咬入。实现一次咬入后,二次咬入是轧辊、芯棒共同作用的区域,毛管除在轧辊之间摩擦力的作用下有咬入力外,同时还受到芯棒与毛管内表面摩擦力的作用阻止其咬入,其二次咬入角按孔型顶部进行计算(公式2)。在进行连轧管机孔型设计时,可先计算一下最大允许咬入角和最大允许减壁量,作为确定各机架孔型分配减壁量和孔型高度尺寸的参考[1-13]。

表1 Φ180 mm连轧管机组各轧机的极限参数(最大值)

式中δ1——一次咬入角,(°);
δ2——二次咬入角,(°);
D——轧辊工作直径,mm;
θ——孔型侧壁角,(°);
a——孔型高度,mm;
D0——毛管直径,mm。
上述咬入条件的推导主要是针对连轧管机第1机架,除第1机架外,以后各机架都存在前机架给予轧件后推力的作用,可以帮助实现一次咬入和二次咬入[3]。
通过对咬入条件的校核,设计的194 mm孔型系列选择椭圆孔型与圆孔型组合。第1机架的压下量大,毛管较厚,不存在钢管与芯棒抱死的问题,而且为了更好地咬入,选择椭圆孔型;第2~5机架选用带圆弧侧壁的圆孔型,其中第4~5机架为精轧机架,采用相同的孔型[1]。
1.2 确定设计常量
选用芯棒冷态直径Dt0为184.8 mm,出连轧管机的荒管壁厚Sh为4.5 mm,毛管壁厚为14.5 mm、芯棒插棒间隙为10 mm。根据以上各参数,由公式Dh=2Sh+1.001 1Dt0可计算出毛管出连轧管机的荒管外径Dh为194 mm,从而计算出毛管外径为224 mm。
1.3 孔型设计及计算过程
根据毛管及荒管的尺寸计算出Mini-MPM连轧管机的总延伸系数μz及顶部延伸系数μδz,并将总延伸系数和顶部延伸系数合理分配到5个机架上。分配原则如下。
(1)第1机架的延伸系数较大,可以补偿由于穿孔机设定不当而引起的毛管尺寸偏差。第2机架可包容第1机架的延伸。第4机架的延伸系数一般在1.13左右。每机架的平均延伸系数应小于1.6。MPM孔型如图1所示。

图1 MPM孔型示意
(2)Mini-MPM连轧管机是由5个机架组成,1、3、5机架是横辊,2、4机架是立辊,横立辊互成90°交替布置。因此,在设计顶部延伸系数时,1、3、5机架的总延伸系数等于2、4机架的总延伸系数。194 mm系列孔型各机架延伸系数见表2。

表2 194 mm系列孔型各机架延伸系数
根据孔型结构及各机架孔型顶部延伸系数,计算出各机架孔型半径,进而计算出孔型的其他参数。轧辊孔型与目前采用的孔型类似,以使金属在轧机中有一个非常好的流动状态为参考标准。其中,部分系数为经验参数,见表3[2]。计算得出194 mm系列孔型的各参数,具体见表4。

表3 194 mm系列孔型的经验参数
2 孔型校核
(1)孔型中钢管截面积(截面积是横截面面积)也即孔型理论截面积,具体如图2所示,计算公式(3)为:

式中Fi——第i机架的截面积,mm2;
Fi-1——第i-1机架的截面积,mm2;
μi——第i机架的延伸系数。

图2 孔型中钢管截面积计算示意
当i-1≤0时,Fi-1=Fm。
(2)孔型中钢管实际断面积FT(断面积是总的孔型面积刨去芯棒和芯棒间隙的面积)计算公式为:

式中Fp——孔型断面积,mm2;
Ft——芯棒断面积,mm2;
Dt——芯棒热状态直径,Dt=1.001 1Dt0,mm;
ΔFt-m——辊缝处棒管间的间隙面积,mm2。
经校核,钢管的理论截面积与实际断面积相差在误差允许范围内。
(3)把设计好的孔型参数输入到MPMMOD程序中,计算顶部延伸系数和平均延伸系数,计算结果与原孔型的计算结果相比较,差值在误差允许范围内。经校核,最终确定了孔型的合理性。
3 脱管机孔型设计步骤及结果
3.1 确定总减径率
实践中,脱管机的总减径率为3%~6%。为了得到良好的脱管效果,脱管机总减径率需控制在3.5%~4.5%,并分配到3个机架上。连轧后钢管直径较大时,脱管机总减径率取较小值;钢管直径较小时,取较大值。
3.2 各机架减径率的确定
通常所说的减径率均指相对减径率,公式为:

式中ρi——第i机架的单机架减径率,也称相对减径率,%;
Di-1——第i-1机架的孔型直径(钢管出口外径),mm;
Di——第i机架的孔型直径(钢管出口外径),mm。
第i机架的单机架对数减径率ρDi为:

3.3 减径率的分配
为了适应来料的外径波动和钢管不圆,并有利于咬入,第1机架的减径率取小值,通常应小于第2机架的减径率。每个机架的对数减径率占总对数减径率的比例分别是:第1机架为41%~42%,第2机架为50%,第3机架为7.5%~8.3%。
3.4 确定后的孔型尺寸
脱管机孔型尺寸见表5。

表5 脱管机孔型尺寸 mm
4 穿孔机热工具顶头的设计
由连轧设计结果可知,穿孔机毛管外径为224 mm,毛管壁厚为14.5 mm,该系列采用的坯型断面尺寸为200 mm,即扩径率为12.0%,符合设计要求。采用顶前压下率为7.5%,可得出轧辊间距为185 mm。咬入角设定10°。由上述条件设计顶头的具体步骤如下。
(1)确定顶头扩径段。根据设计经验,扩径率小于20%的采用二段式顶头,扩径率大于20%时采用三段式或四段式,而194 mm系列的扩径率为12.0%,所以确定采用二段式顶头。
(2)确定顶头直径Dd。顶头直径Dd的计算公式为:

式中S0——毛管壁厚,mm;
C0——顶头与毛管间隙值,属于经验值,一般取10~12 mm。
(3)确定顶头平滑段长度LGT2。顶头平滑段长度LGT2的计算公式为:

式中SF——平滑系数,属于经验值,取1.2~2.0;
γ——咬入角,(°)。
(4)确定顶头穿孔段末段的直径DR。顶头穿孔段末段的直径DR的计算公式为:

式中βGT2——平滑段角度,近似等于轧辊出口锥角,(°)。
(5)计算顶头前伸量Ld1。顶头前伸量Ld1的计算公式为:

式中Le——轧辊入口长度,mm;
GL—— 自由段长度,GL=GFDBtan γ,其中GF取 1.0~1.5 mm。
(6)确定顶头长度Ld。顶头总长度是顶头前伸量Ld1与顶头在轧制带后的长度Ld2之和,而Ld2的计算公式为:

式中E——轧辊间距,mm;
βu——轧辊出口锥角,(°)。
(7)确定顶头圆弧半径Rd。Rd的计算公式为:

式中LR——顶头圆弧段长度,LR=Ld-LGT2;
F——顶头鼻部直径,取(0.25~0.30)Dd。
顶头圆弧半径在300~900 mm,二段式顶头圆弧半径不要取上限值。
根据以上7个步骤对194 mm系列顶头进行设计,设计结果见表6。
5 生产数据验证
194 mm系列孔型投入使用后,从2018年10月份至2019年3月份共计生产Φ139.7 mm×7.72 mm规格三倍尺石油套管2.7万t,产品的外观质量及尺寸精度都能满足API Spec 5CT—2018《套管和油管规范》要求;生产Φ178 mm×9 mm规格车轴管2 000 t,壁厚精度满足壁厚范围9.0~10.3 mm要求。对不同孔型系列生产Φ139.7 mm×7.72 mm规格石油套管的成材率分别取6个月的生产情况进行对比,使用173 mm系列孔型生产的成材率为89.98%,而使用194 mm系列孔型生产的成材率为92.34%,较173 mm系列孔型提高2.36个百分点。同时抽取21组Φ178 mm×9 mm规格车轴管的壁厚,与原238 mm系列孔型生产的壁厚精度进行对比,结果显示使用194 mm系列孔型生产的Φ178 mm×9 mm规格车轴管壁厚均匀度控制在1.3 mm范围之内,而使用原238 mm系列孔型生产的壁厚不均度大于1.3 mm。不同孔型系列生产Φ139.7 mm×7.72 mm石油套管的成材率如图3所示,生产Φ178 mm×9 mm车轴管壁厚精度如图4所示。
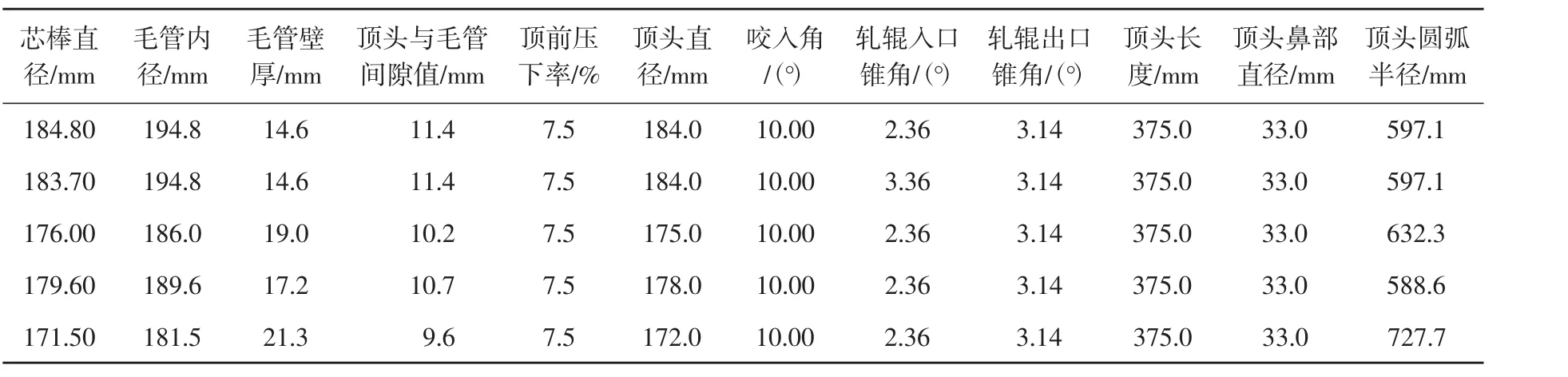
表6 194 mm系列顶头设计结果①

图3 不同孔型系列生产Φ139.7 mm×7.72 mm石油套管的成材率

图4 不同孔型系列生产Φ178 mm×9 mm车轴管壁厚精度
6 结 论
(1)在连轧管机孔型设计过程中,总结出按各机架的顶部延伸系数分配法计算轧管机的孔型高度(孔型直径),并综合各项经验参数计算其他各段圆弧的孔型计算方法,是可行的,在今后连轧管机孔型设计中可借鉴应用。
(2)使用194 mm系列孔型,生产工艺稳定,产品质量得到了改善,成材率得以提高,该系列孔型的设计开发是成功的。
(3)系列孔型在设计开发过程中,还利用EXCEL表格自主编制了顶头参数计算程序,并结合CAD制图验证,简化了顶头的设计过程。
猜你喜欢
山东冶金(2022年4期)2022-09-14
华南农业大学学报(2021年4期)2021-07-24
煤田地质与勘探(2021年2期)2021-05-23
冶金设备(2020年2期)2020-12-28
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国金属通报(2020年14期)2020-04-22
中国钼业(2019年4期)2019-08-29
干旱地区农业研究(2019年3期)2019-07-18
商情(2017年38期)2017-11-28
