
中厚板机器人立向焊接工艺设计
2020-04-27 08:45蔡云秀
科技视界 2020年5期
蔡云秀
摘 要
中厚板的焊接生产存在着工作量大、生产效率低、焊接生产技术落后等诸多问题。本文针对中厚板焊接中典型的立向对接焊缝,设计了焊接机器人的立向对接焊接工艺试验,分析讨论机器人焊接的工艺参数对焊缝质量的影响,得出焊接机器人立焊对接的最优工艺参数,达到了焊缝质量要求,解决了以往中厚板立位置对接焊缝焊接的诸多问题。
关键词
机器人;立向;焊接工艺
中图分类号: TG409 文献标识码: A
DOI:10.19694/j.cnki.issn2095-2457.2020.05.036
0 前言
立焊是指焊接操作的顺序沿接头由上而下或由下而上焊接,焊缝倾角90°(立向上)、270°(立向下)的焊接位置,称为立焊位置,在立焊位置进行板板对接的焊接称为立焊对接。其主要难点在于焊接时熔池金属和熔滴因受重力作用而有下坠趋势,致使熔池和熔滴与焊件分开,所以容易产生焊瘤,对工人操作要求高,成形难以保证[1]。在打底焊接时,如果摆动停留时间过长易造成烧穿,摆动太快或摆幅过小易造成穿丝,导致熄弧及背面成形不好。厚板的立焊更是存在工作量大的问题,工人在进行大工作量的焊接时对手法及心理影响很大。
因此解决中厚板焊接时背面清根的问题,对于实现高效的机器人自动化焊接意义重大[2-3]。
1 焊接性分析
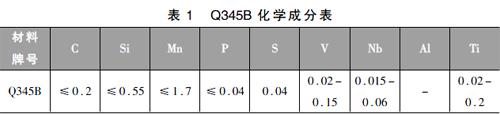
试验选用Q345B作为试验材料,Q345B低合金高强度钢,其化学成分如表1所示。Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5 ,计算Ceq=0.49%,由碳当量大于0.45%可推測,Q345B钢焊接性不是很好,在焊接时需要制定严格的焊接工艺措施。
2 焊接工艺设计
焊接方法采用常用的MAG焊,与二氧化碳气体保护焊相比具有电弧稳定,熔滴过渡稳定,焊接飞溅少,焊缝成形美观等优点。立向焊接的熔滴过渡形式适合采用短路过渡,在短路过渡过程中,电流产生的磁力场是主要的影响因素,而重力不是主要因素。电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。短路过渡在采用低电流和较小焊丝直径的条件下产生,适合于直径为1.2mm焊丝的焊接。短路过渡易形成一个较小的、迅速冷却的熔池,适合于立焊位置焊接[4-5]。
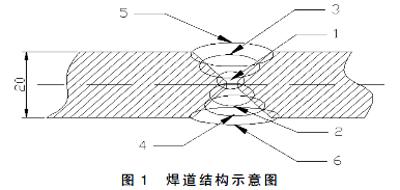
焊接层道数的选择不仅会影响焊接生产率,同时对焊缝的质量也会产生影响。层数增多有利于提高焊缝的塑形韧性,因为后一道焊缝相对于对前一道焊缝进行了回火处理,而且随着层道数的增加,每道焊缝所用的线能量也必然降低,因此焊后组织比较细,塑韧性比较好。但并不是层道数越多越好,随着焊接层道数的增加,焊接生产率下降,焊接变形也比较大。综合考虑选择5道焊缝,其分别为打底(1)、背面填充(2)、正面填充(3)、背面盖面(4)、正面盖面(5),如图1所示,焊接顺序均采用从下往上焊,层间温度80°-200°。
3 结果分析
对试样进行编号,设置不同的组别,确定反面打底、正面填充焊接焊工艺参数。具体参数设置见表2。
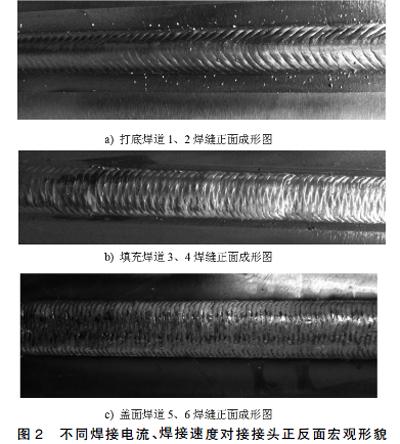
不同送丝速度、焊接速度对接接头打底形貌见图2a),由图2a)可以看出,送丝速度为3.5m/min,焊接速度为0.25m/min,偏转为3mm。焊接过程中用焊帽观察熔池发现焊接过程稳定,飞溅小,熔池均匀,其焊缝正面成形层高为2mm,无咬边,无焊瘤,成形美观,背部全部熔透。不同送丝速度、焊接速度对接接头填充打底形貌见图2b),由图2b)可以看出,送丝速度4.5m/min,焊接速度0.32m/min,偏转为6mm,脉冲焊接焊接过程中用焊帽观察发现熔池稳定均匀,焊接过程飞溅小,过程稳定。焊后抛光观察焊缝成形较好,外观无缺陷,该参数作为填充层的焊接参数合理。不同送丝速度、焊接速度对接接头填充盖面形貌见图2c),由图2c)可以看出,送丝速度为5.0m/min,焊接速度为0.1m/min,焊接过程中用焊帽观察熔池发现熔池已经成形并且较为均匀,焊接过程稳定,飞溅小。焊后观察焊缝发现成形较美观,但是焊缝余高合适。
4 结束语
焊接结构件焊接工作中典型的立焊位置对接焊的焊接工艺试验,通过一系列焊接试验焊接工艺试验,找出合适的焊接工艺参数,焊缝达到要求,检验合格,试验证明利用焊接机器人能有效代替人工施焊,以改善工人的工作环境,提高焊接生产效率,降低生产成本。
参考文献
[1]刘大胜,李庆杰,曲道奎.焊接机器人的发展现状与趋势[J].机械工人.热加工,2001(9):6-7.
[2]吴九澎主编.焊接机器人实用手册[M].2014.
[3]王宗杰.熔焊方法及设备.北京:机械工程出版社.
[4]李亚江,王娟,刘鹏.低合金钢焊接及工程应用.北京:化学工业出版社,2003.
[5]周振丰.金属熔焊原理及工艺:北京:机械工业出版社,1981.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
冶金设备(2021年2期)2021-07-21
新疆钢铁(2016年3期)2016-02-28
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年3期)2015-07-18
上海金属(2014年4期)2014-12-15
天津冶金(2014年4期)2014-02-28
