
俄罗斯3Д725 平面磨床故障分析及处理
2020-05-01 06:04王磊
设备管理与维修 2020年5期
王 磊
(京工智能科技有限公司,山东滕州 277599)
0 引言
3Д725 平面磨床是俄罗斯20 世纪70~80 年代的产品,是在工业经济不景气的情况下卖出的。国内之所以购进此类机床,就是因为这类机床的刚性强度极好,是国内机床所无法做到的。该机床工作台纵向运动由液压驱动,运转平稳,噪声小,油池温升低,精度达到卧轴矩台平面磨床国家标准。磨头横向进给机构,有液压自动进给和手动进给,易于换挡,操作方便;磨头垂直运动有快速升降机构,同时亦能手动进给,安全可靠。机床主要分为液压、机械和电气控制三部分,对磨床精度影响最大的当属机械部分,这部分又分为工作台移动和磨头部分。磨头结构示意图如图1 所示。
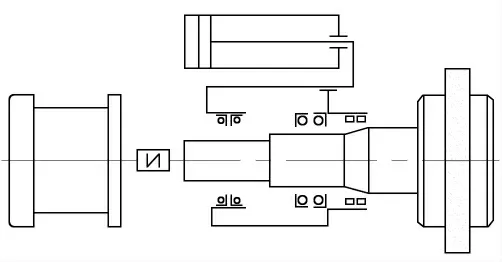
图1 磨头结构示意
1 磨床故障现象
公司磨床引进后主要从事数控机床工作台的磨削工作,由于机床工作时间较长,磨头的轴向窜动和径向圆跳动精度严重超差,最近发现磨削表面出现波纹并有烧伤痕迹,而且振动频繁并伴随异响产生。
2 原因分析
首先对磨削平面的方式、方法和磨削工艺进行分析、判断,并对可能产生的人为因素进行排除,总结出平面磨削中常出现的问题及防止解决办法见表1。
根据以往的工作经验和机床故障现象综合评定,初步判断磨床磨头部分存在问题。对俄罗斯3Д725 平面磨床进行拆卸后,把磨头部分解体后发现:磨头的结构如图2 所示。
由于机床工作时间较长,没有得到定期的维护保养,发现磨头结构存在以下问题:①电机联轴器内聚缘脂垫老化且磨损严重;②磨头轴承润滑缺失,磨头双列圆柱滚子轴承磨损、烧伤,刚性不足;③锁紧结构不完善,轴承间隙过大而在磨削中产生振动并伴有周期性异响,而导致工作过程中出现波纹。

图2 磨头结构
3 更换及改进措施
为更好的解决这些问题,我们做了以下更换及改动。经过对拆卸后的轴承进行鉴定,由于轴承润滑不良以及磨头的轻微振动,致使前端双列圆柱滚子轴承磨损严重,且滚动体与轴承外圈出现类似布氏印痕的伤痕,并出现两个坑点,如图3 所示。

图3 损伤的轴承外圈
3.1 更换部件:
(1)把原双列圆柱滚子轴承1 型号为3182120 更改为现轴承NN3020KMP2W33,原轴承2 型号为46120 更改为7020AC/P4DFA,原轴承3 型号为46217 更改为7217AC/P4DBB。国产轴承相比进口轴承(瑞典SKF、德国FAG、日本NSK)还是稍差些。
(2)联轴器内部15 个圆柱形尼龙减振垫磨损严重,并已老化,尼龙垫机加工性能好,强度、韧性和硬度高,抗蠕变、耐磨、耐热老化,重新投制以便减少间隙及振动并提高其综合性能。联轴器结构如图4 所示。
3.2 改进措施
(1)对前轴承的锁紧由原来单螺母更改为双螺母,增加预紧力。
(2)对主轴前端密封更改为螺旋压盖,压盖上加工甩油沟槽,防止润滑脂甩出。
(3)对轴承部位增加润滑脂加注孔,以便定期补给。

图4 电机端联轴器形状
4 结束语
经过以上的更换及改进,磨床问题得以解决,振动及响声消失,表面粗糙度得到很好的效果。设备出现故障后,根据出现的状况做认真分析、判断,提出合理的解决办法和行之有效的措施,才能快速解决问题;对设备的维护保养应加强管理,定期维护,做到“五定”管理。维护公司正常设备运转。随着对机床质量、性能的要求越来越高,社会对环境保护、绿色制造的意识不断加强,因此敏捷先进的维修制造技术将成为企业设备正常运转的重要途径。
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年3期)2021-01-26
世界最新医学信息文摘(2020年50期)2020-07-14
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2017年4期)2017-06-22
