机械加工行业含乳化液废水处理工艺研究
2020-05-06 09:23李石磊李彦明黄丹马永鹏
郑州轻工业学院学报(社会科学版) 2020年2期
关键词:紫外光
李石磊 李彦明 黄丹 马永鹏


关键词:含乳化液废水;芬顿氧化反应;破乳;紫外光
摘要:以某煤炭机械加工厂的含乳化液废水为研究对象,采用混凝沉淀破乳-芬顿氧化-紫外光照射相组合的工艺进行废水处理,考察3个分工艺主要因素对废水中污染物去除效果的影响.结果表明:在混凝沉淀破乳实验中分别加入质量分数为0.5%的PAC和质量分数为0.05%的PAM时,对含乳化液废水的破乳效果较好;适宜的芬顿氧化反应条件为芬顿试剂的配比n(H2O2)GA6FAn(FeSO4)=8GA6FA1,0.815 mol/L的FeSO4投加量8 mL,质量分数为30%的H2O2投加量 7.41 mL,废水初始pH值2~3;紫外光照射与芬顿试剂协同作用时,能有效提高含乳化液废水中污染物的去除率,反应进行0.5 h即可使废水中COD和NH+4-N的质量浓度分别降低至2.67×10-4 g/L和1.30×10-5 g/L,满足企业排放要求.
Abstract:Taking the emulsion wastewater in a coal machinery processing plant as the research object, the coagulation sedimentation demulsification-Fenton oxidation-ultraviolet light irradiation combined process was used to treat the emulsion wastewater, and the effects of the main factors of the three process on the removal of pollutants were investigated.The results showed that the demulsification effect of emulsion wastewater was better when PAC with a mass fraction of 0.5% and PAM with a mass fraction of 0.05% were added in the coagulation sedimentation demulsification experiment; the more suitable Fenton oxidation reaction condition were Fenton reagent ratio n(H2O2)GA6FAn(FeSO4)=8GA6FA1, 0.815 mol/L FeSO4 dosing amount 8 mL, 30% H2O2 dosing amount 7.41 mL, initial pH of wastewater was 2~3; When ultraviolet light irradiation worked in synergy with Fentons reagent, it could effectively improve the removal rate of pollutants in emulsion wastewater.If the reaction was carried out for 0.5 h, the mass concentration of COD and NH4+-N in the wastewater could be reduced to 2.67×10-4 g/L and 1.30×10-5 g/L, respectively, meeting the emission requirements of enterprises.
0 引言
乳化液具有良好的冷却性和润滑性,被广泛应用在车制、锯断、钻孔、磨制等机械加工过程中.近年来,随着机械加工技术的不断发展,乳化液在机械加工行业中的使用量逐年增大.然而,乳化液容易变质,使用周期相对较短,使用一段时间后就需要排放,这导致含乳化液的废水排放量越来越大[1-3].含乳化液的废水中有很多难以生物降解的基础油、脂肪酸、表面活性剂、辅助表面活性剂、防腐蚀剂、抑菌剂和各种添加剂,若直接排入自然水体,会在水体表层形成水膜,阻止O2溶入水体,从而导致水体缺O2,生物死亡,随之产生的恶臭则会严重污染环境,危害人体健康[4-6].因此,必须将含乳化液废水进行处理,达标后才能排放.
目前,常用的含乳化液废水处理方法有物理吸附法、混凝法、膜分离法、生物法、高級氧化法等[7-11].李松等[12]发现中孔吸附剂对油水分离效果较好,具有操作简便、设备占地小、出水水质好等特点,但也存在油水分离效率低、吸附剂再生困难、易形成二次危废等问题.张谨等[13]采用混凝-超滤膜法研究了乳化油水的分离,筛选出的Al2(SO4)3,FeCl3,AlCl3能有效混凝乳化油,但混凝后形成的大量絮体对超滤膜的运行寿命有较大影响.王震等[14]利用超滤膜在高浓度含油废水、难降解废水中实现了油水分离.该法具有出水水质好、超滤膜可直接回收再利用、占地面积小、污泥生成量低等优点,但污染严重、膜组件的使用寿命短,是限制其被广泛应用的主要问题.李荣强等[15]发现生物法虽具有处理水量大、运行费用低等优点,但通常要求废水中的生化需氧量(BOD)与化学需要量(COD)之比大于 0.3,而机械加工行业含乳化液废水中的BOD值很低,COD值相对较高,两者相差十至几十倍,使得微生物生长极为困难,故含乳化液废水不宜直接采用微生物法处理.A.Carlos等[16]采用高级氧化法处理橄榄油厂含油废水,矿物油的去除率大于99%.
芬顿氧化法是高级氧化法中最常见的一种,溶解的亚铁盐和H2O2的组合体系称为芬顿试剂,其主要的氧化原理是利用亚铁盐为催化剂,在一定条件下氧化分解H2O2产生·OH,·OH再将有机污染物氧化分解,其反应方程式[17]为芬顿处理工艺经常被用于有毒、有害或难以实现生物降解的工业污水处理中,但针对不同性质的工业废水,所需芬顿试剂的配比不同,对污染物的去除效果差异也较大.有研究表明,紫外光照射可增强芬顿试剂的氧化能力,这将有助于废水中污染物的去除[18-19].
基于此,本研究拟以某煤炭机械加工厂的含乳化液废水为研究对象,采用混凝沉淀破乳-芬顿氧化-紫外光照射相组合的工艺对该废水进行处理,考察3个分工艺主要因素对废水中污染物去除效果的影响,以期寻找一种高效、低耗的处理工艺,为相关行业的含乳化液废水处理提供参考与借鉴.
1 材料与方法
1.1 材料、试剂与仪器
含乳化液废水水样:河南省郑州市某煤炭机械厂加工车间排出之废水,废水中COD 质量浓度为 6200 mg/L, NH4+-N質量浓度为65 mg/L.
主要试剂:H2O2(质量分数30%),FeSO4·7H2O(分析纯),聚合氯化铝(PAC,工业级),聚丙烯酰胺(PAM,工业级),Ag2SO4(分析纯),HgSO4(分析纯),重铬酸钾(K2Cr2O7,分析纯),浓H2SO4 (质量分数98%),浓HCl(质量分数36%),NaOH(分析纯),CaCl2(分析纯),有机破乳剂(THgA-4,商业级).以上试剂均购于国药集团化学试剂有限公司.
主要仪器:HJ-6 型多头磁力加热搅拌器,江苏科析仪器有限公司产;AL204型电子分析天平,上海精密仪器有限公司产;TU-1810 型紫外可见光分光光度计,北京普析通用仪器有限责任公司产;WTW便携式多电极测定仪,上海京灿精密机械有限公司产;加药与反应实验装置,中持水务股份有限公司自制.
1.2 实验方法
1.2.1 破乳实验
采用加热、酸析、盐析、混凝沉淀、投加有机破乳剂等方法,考察含乳化液废水的破乳效果,确定适宜的破乳工艺和药剂投加量.
加热破乳实验:将2组含乳化液废水置于2个恒温水浴锅中分别加热至60 ℃和80 ℃,维持 60 min,观察含乳化液废水的破乳现象.
酸析破乳实验:向3组含乳化液废水中分别加入一定量质量分数为5% (若无特指,本文中的百分数均指质量分数)的H2SO4溶液,将它们的pH值分别调至5,3和1,搅拌反应30 min,观察含乳化液废水的破乳现象.
盐析破乳实验:向3组含乳化液废水中分别投加0.5%,1%和3%的破乳剂CaCl2,搅拌反应30 min,观察含乳化液废水的破乳现象.
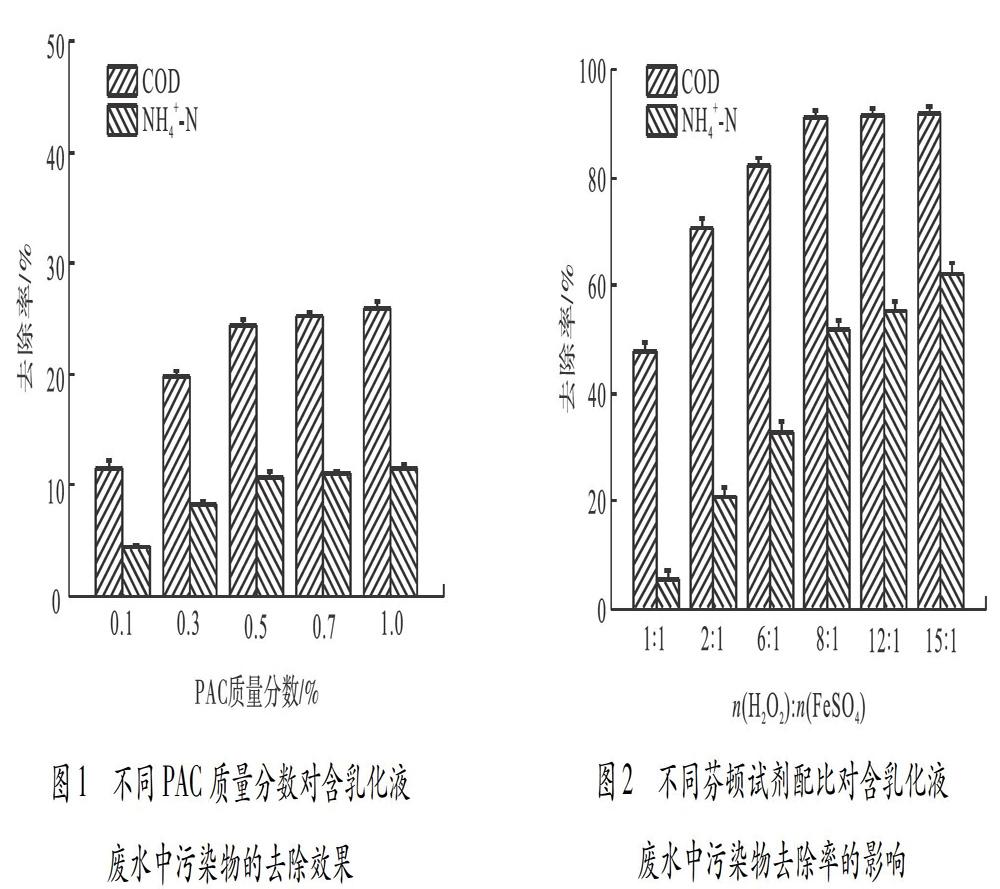
混凝沉淀破乳实验:向5组含乳化液废水中分别加入0.1%,0.3%,0.5%,0.7%和1%的PAC,将它们的pH值调至8,搅拌反应10 min,继续加入一定量的PAM,使含乳化液废水中先生成沉淀再变至澄清,记录PAM的投加量,测定废水中COD和NH4+-N的质量浓度并计算其去除率.
有机破乳剂破乳实验:将一定量的商用破乳剂THgA-4加入到含乳化液废水中,加热至60 ℃反应30 min,观察含乳化液废水的破乳效果.
1.2.2 芬顿氧化反应条件的确定
1.2.2.1 芬顿试剂配比的确定
固定FeSO4的用量,考察FeSO4与H2O2在不同配比条件下,芬顿试剂对含乳化液废水的处理效果.分别移取100 mL破乳后分离出的清液,置于6个烧杯中,向烧杯中分别投加8 mL 0.815 mol/L的FeSO4 ,搅拌均匀后,再分别加入0.93 mL,1.85 mL,5.56 mL,7.41 mL,11.11 mL,13.89 mL 30%的H2O2,即控制投加的芬顿试剂中H2O2与FeSO4的物质的量之比分别为1GA6FA1,2GA6FA1,6GA6FA1,8GA6FA1,12GA6FA1,15GA6FA1.以60 r/min的转速进行搅拌,反应30 min后,分别取样测定COD和NH4+-N的质量浓度.
1.2.2.2 芬顿试剂投加量的确定
固定芬顿试剂中n(H2O2)GA6FAn(FeSO4)=8GA6FA1,考察芬顿试剂投加量对含乳化液废水污染物的去除效果.分别移取100 mL破乳后分离出的清液,置于5个烧杯中,依次向5组含乳化液废水中投加 2 mL,4 mL,8 mL,12 mL,16 mL 0.815 mol/L的FeSO4,再依次加入1.85 mL,3.70 mL,7.41 mL,11.11 mL,14.82 mL 30%的H2O2,分别记为1#,2#,3#,4#,5#.以 60 r/min的转速进行搅拌,反应30 min后,分别取样测定COD和NH4+-N的质量浓度.
1.2.3 含乳化液废水初始pH值的确定
含乳化液废水的pH值是芬顿试剂发挥作用的重要影响因素之一.通过调节含乳化液废水的pH值考察其对芬顿试剂去除污染物效果的影响.首先,分别移取100 mL破乳后分离出的清液,置于6个烧杯中,用10%的HCl依次将6组含乳化液废水的pH值调至1,2,3,4,5和6;然后,分别向6组含乳化液废水中加入8 mL 0.815 mol/L 的FeSO4和7.41 mL 30%的H2O2;以60 r/min的转速进行搅拌,反应 30 min 后,分别取样测定COD和NH4+-N的质量浓度.
1.2.4 紫外光照射实验
通过采用紫外光照射和改变紫外光的照射方式,考察紫外光对芬顿试剂去除污染物效果的影响.首先,分别移取100 mL破乳后分离出的清液,置于4个烧杯中,将清液的pH值调至3.然后,分别向烧杯中依次加入8 mL 0.815 mol/L的FeSO4和7.41 mL 30%的H2O2,向第1个和第2个烧杯中加入芬顿试剂的同时,使用紫外光分别照射0.5 h和 1 h,记为1#,2#;第3个和第4个烧杯作为对照组,加入芬顿试剂反应30 min后,再使用紫外光分别照射0.5 h和1 h,记为3#,4#.结束后,分别取样测定COD和NH4+-N的质量浓度.
1.3 测试与分析方法
参照《水质 化学需氧量的测定 重铬酸钾法》(GB 11914—89)[20]测定COD质量浓度;参照《水质 氨氮的测定 纳氏试剂分光光度法》(HJ 535—2009)[21]测定NH4+-N质量浓度;使用多电极测定仪测定废水的pH值.
2 结果与讨论
2.1 破乳实验结果分析
从破乳实验过程可知:采用加热法处理含乳化液废水后,废水呈现浑浊状态,但并無絮体和分层现象;在酸析破乳实验中,随着H2SO4溶液的加入,废水中没有出现明显絮体,也未见明显分层;在盐析破乳实验中,将CaCl2加入含乳化液废水中,搅拌后废水呈白色浑浊状但无分层,随着CaCl2的不断加入,废水中出现了沉淀,这是加入的CaCl2过多不能溶解导致的;在混凝沉淀破乳实验中,废水中出现了大量的絮体并下沉,上层废水变清;在有机破乳剂破乳实验中,经加热出现较明显的分层,上层为白色乳化态油,下层为较澄清的废水,但有机破乳剂溶解后使废水中的COD质量浓度从6200 mg/L升高到200 000 mg/L 以上,NH4+-N质量浓度增加不显著,这是由于有机破乳剂溶解后形成了新的COD.对比以上几种方法,混凝沉淀破乳实验的破乳效果较好.
为了确定混凝沉淀破乳实验PAC的适宜用量,结合前期实验结果,固定PAM的质量分数为0.05%,将不同质量分数的PAC加入到含乳化液废水中,对废水中污染物的去除效果如图1所示.由图1可知,破乳后的废水虽然澄清,但COD和NH4+-N的去除率并不高,这可能是由于PAC的混凝作用使乳化油滴凝聚,而PAM使小絮体形成大絮体,废水中剩余更为细小的油分子.当加入的PAC质量分数超过 0.5% 时,COD和NH4+-N的去除率变化不大,但会因为加入的混凝剂和沉淀剂过量而产生更多的沉淀物,增加后续固体废弃物处理成本.因此,该废水破乳时以投加PAC质量分数为 0.5%,PAM质量分数为0.05%较适宜.
2.2 芬顿氧化反应主要因素对含乳化液废水的处理效果分析
2.2.1 芬顿试剂配比对含乳化液废水处理效果的影响的去除率迅速升高,这是由于FeSO4作为催化
剂时,H2O2用量越高,产生的·OH越多,对COD和NH4+-N的氧化性越强.当n(H2O2)GA6FAn(FeSO4)=8GA6FA1时,废水中COD和NH4+-N的去除率分别达91.1%和51.7%;继续升高二者物质的量之比,废水中两种污染物的去除率升高趋势变缓,这可能是由于废水中残留的COD含有难以氧化降解的物质,芬顿试剂用量过高对难降解物质的去除效果也不佳.因此,为同时保证污染物的去除率和废水处理的经济性,该废水处理所用芬顿试剂的配比以n(H2O2)GA6FAn(FeSO4)=8GA6FA1较适宜.
2.2.2 芬顿试剂投加量对含乳化液废水处理效果的影响
图3为芬顿试剂投加量对含乳化液废水中污染物去除率的影响.由图3可以看出,随着芬顿试剂投加量的增加,前3组废水中COD和 NH4+-N 的去除率分别迅速增至91.1%和51.7%;继续增加芬顿试剂的投加量,第4组和第5组废水中COD和NH4+-N的去除率增加不明显.因此,确定该废水处理所用芬顿试剂的适宜投加量为第3组,即8 mL 0.815 mol/L的FeSO4(在废水中的质量浓度为18.12 g/L)和 7.41 mL 30%的H2O2(在废水中的质量浓度为 2.22 g/L).
2.2.3 含乳化液废水初始pH值对处理效果的影响
图4为含乳化液废水初始pH值对污染物去除率的影响.由图4可以看出,在较低pH值条件下,芬顿试剂对COD和 NH4+-N 的去除率更高,这可能是由于低pH值废水中存在的大量H+能使H2O2与Fe2+稳定存在;而在较高pH值条件下,H2O2不稳定,易分解为H2O和O2,减少了·OH的生成[22].当废水的pH<3时,COD和NH4+-N的去除率分别高于93%和65%,达到较理想的效果;当pH值继续降低到2以下,两种污染物的去除率基本不变.因此,确定该废水适宜的初始pH值为 2~3.
2.3 紫外光照射的处理效果分析
图5为紫外光照射对含乳化液废水中污染物去除率的影响.由图5可以看出,在同时投加芬顿试剂和紫外光照射0.5 h的条件下,废水中COD和NH4+-N的去除率分别为94.3%和77.6%,高于无紫外光照射时的93.2%和67.2%,说明在紫外光的协同作用下,芬顿试剂能产生更理想的效果,尤其对NH4+-N的去除效果更明显.这可能是由于紫外光的照射不仅有利于H2O2产生·OH,也能促进Fe3+对体系的催化作用,且反应产生的O2 还可以促进Fe2+的生成,使芬顿链式反应进行得更彻底,更有利于污染物的去除.当延长紫外光照射时间为1 h时,COD和NH4+-N的去除率变化不大;当芬顿试剂反应30 min后再用紫外光照射0.5 h,废水中COD和NH4+-N的去除率分别为 93.5%和72.4%,与无紫外光照射相比,COD去除率变化不大,NH4+-N去除率有所升高,这说明芬顿试剂反应完全后,紫外光已不能再激发芬顿试剂产生更多的·OH去氧化难降解的COD,而紫外光对直接氧化去除NH4+-N有一定的效果.因此,可确定紫外光照射和芬顿反应同时进行0.5 h为适宜的反应条件,可使该废水中COD与NH4+-N的去除率分别达95.7%和 80.0%,使废水中的COD和NH4+-N分别降低至2.67×10-4 g/L和1.30×10-5 g/L,满足企业排放要求(COD质量浓度≤5×10-4 g/L,NH4+-N质量浓度≤2.5×10-5 g/L)[23].
3 结论
本文针对含乳化液废水存在油水不易分离、COD质量浓度高、可生化性差等特点,提出了一种混凝沉淀破乳-芬顿氧化-紫外光照射组合废水处理工艺,并利用该工艺对某煤炭机械加工厂的含乳化液废水进行处理,考察了3个分工艺的主要因素对废水中污染物去除效果的影响,得到如下结论.
1)PAC与PAM结合使用,能够实现含乳化液废水的有效破乳,当二者的质量分数分别为 0.5% 和0.05%时,对废水中COD和NH4+-N的去除率分别为24.4%和10.8%.
2)芬顿氧化反应能够降解绝大部分的污染物,当n(H2O2)GA6FAn(FeSO4)=8GA6FA1,
0.815 mol/L的FeSO4
投加量8 mL,30%的H2O2投加量7.41 mL,废水初始pH值为2~3时,芬顿反应效果最好.
3)当紫外光与芬顿试剂协同作用时,能有效提高废水中污染物的去除率,反应进行0.5 h即可使废水中COD和NH4+-N的去除率分别达95.7%和80.0%,质量浓度分别降低至2.67×10-4 g/L和1.30×10-5 g/L,满足企业排放要求.
本文提出的混凝沉淀破乳-芬顿氧化-紫外光照射的组合工艺可达到较好的破乳效果,芬顿试剂与紫外光的协同作用可进一步提高含乳化液废水中污染物的去除率,出水的水质可满足机械加工行业含乳化液废水的排放要求.随着废水排放要求的不断提高,可通过改变光频、光强或超声波等进一步研究其对芬顿试剂氧化能力的提升作用.
参考文献:
[1] 费洪剑,许芝,费庆志,等.装备制造乳化液净化修复过程参数研究[J].水污染及处理,2018,6(2):95.
[2] 段云霞,石岩,乔楠.焊条废乳化液治理的工艺研究及设计[J].工业水处理,2020,40(2):96.
[3] 杨武,郭琳,陈明.高浓度乳化液废水破乳的试验研究[J].工业用水与废水,2018,49(3):27.
[4] 王贝贝,张晓文,彭莹,等.破乳-混凝预处理荧光渗透乳化油废水的研究[J].工业水处理,2018,38(6):61.
[5] 崔莉.乳化液废水处理方案及运行模式研究[J].环境与发展, 2018, 30(9):57.
[6] 江代胜.乳化废液处理新工艺及其应用[J].化学工程与装备,2019(2):274.
[7] 侯士兵,玄雪梅,贾金平,等.含油废水处理技术的研究与应用现状[J].上海化工,2003(9):11.
[8] 李正要,汪莉,宋存义,等.乳化液废水处理方法[J].北京科技大学学报,2003,25(3):203.
[9] 刘国强.膜技术处理含油废水的研究[J].膜科学与技术,2007,27(1):68.
[10]龙冬清,景正栋,何田妹.隔油破乳Fenton氧化混凝工艺处理高浓度乳化液废水[J].江西理工大学学报,2014,35(6):18.
[11]李春程.微电解-Fenton法处理含油废乳化液[J].环境工程,2008,26(3):51.
[12]李松,郑青榕,冯玉龙.制备工艺对活性炭吸附船舶含油污水容量的影响[J].船舶工程,2016,38(2):56.
[13]张谨,李俊俊,纪晓声,等.利用混凝-超滤膜法研究乳化油水的分离过程[J].高校化学工程学报,2017,31(2):449.
[14]王震,吴晨炜,王昭玉,等.超滤法在含乳化油废水处理中的应用研究[J].四川化工,2018,21(5):46.
[15]李荣强,孙威,王凯,等.生化去除南阳油田污水COD 的研究[J].化学与生物工程,2014,31(12):63.
[16]CARLOS A,TEIXEIRAA S C,GUARDANIA R,et al.Degradation of an aminosilicone polymer in a water emulsion by the Fenton and the photochemically enhanced Fenton reactions[J].Chemical Engineering and Processing,2005,44:923.
[17]吕来,胡春.多相芬顿催化水处理技术与原理[J].化学进展,2017,29(9):981.
[18]王春敏,张捷.类Fenton 试剂及其在废水处理中的应用[J].山西化工,2006,26(2):40.
[19]马双忱,马京香,赵毅,等.紫外/过氧化氢法同时脱硫脱硝的研究[J].热能动力工程,2009,24(6):792.
[20]国家环境保护总局.水质 化学需氧量的测定 重铬酸钾法:GB 11914—89[S].北京:中国环境科学出版社, 1989.
[21]环境保护部.水质 氨氮的测定 纳氏试剂分光光度法:HJ 535—2009[S].北京:中國环境科学出版社, 2009.
[22]陈新才,潘辉环,吴勇民,等.芬顿-混凝法去除印染废水中的苯胺类化合物[J].环境科学与技术,2015,38(5):144.
[23]国家环境保护总局.污水综合排放标准:GB 8978—1996[S].北京:中国环境科学出版社,1996.
猜你喜欢
科学大众·教师版(2021年2期)2021-03-24
湖北农业科学(2020年18期)2020-11-23
装饰装修天地(2020年21期)2020-11-16
价值工程(2020年15期)2020-06-23
优雅(2018年3期)2018-03-08
中国美容医学(2017年8期)2018-02-06
江苏农业科学(2017年13期)2017-09-28
中学物理·高中(2017年5期)2017-06-19
科技与创新(2017年1期)2017-02-16
土木建筑与环境工程(2016年3期)2016-07-11