铝合金盒体的搅拌摩擦焊封装
2020-05-07 05:35
焊接 2020年1期
(南京航空航天大学,南京 210016)
0 前言
航空用微电子元件一般集成于电路板之上。为确保其服役期间的正常使用,会将电路板封装于铝合金或硅铝复合材料的元件盒内,以防止油污,沙尘,信号干扰,人为损坏等问题。激光焊接由于具有较高的自动化程度和生产效率,成为了该类元件盒封装的主要方法[1-6]。然而,由于激光工艺的不易控制性与低稳定性,生产的封装接头常存在气相析出孔隙、热裂纹等缺陷,成品率较低。同时,内部元件的高温损伤,铝、镁合金的高反射率等问题也是激光在航空电子器件封装中尚待解决的难题[7-9]。
搅拌摩擦焊接技术作为一种先进的固相连接技术,其原理为加工时材料在相对低温的近熔融状态下被搅拌针带动、挤压,产生塑性变形与迁移,最终形成致密可靠的固相接头。该技术焊接过程具有无飞溅、无弧光等优点,连接接头残余应力变形小,焊接质量高,目前已广泛应用于铝合金镁合金等轻金属的连接,及铝硅、铝锂复合材料的连接[10-11]。考虑以上因素,搅拌摩擦焊接技术本身在盒体、压力容器封装方面的国内外研究与应用虽相对较少,但却有着巨大的潜在优势[12-13]。文中以此为出发点,展开了6061铝合金盒体的搅拌摩擦焊接封装的应用研究,设计了一套完整的焊接方法与加工装置,最终成功实现了封装试验。同时,对盒体的残余变形,气密性检测及其泄漏缺陷进行了研究分析,将其与现有激光封装技术进行了比较。
1 封装试验及方法
现有6061铝合金电子元件盒如图1所示,盒体尺寸为180 mm×110 mm×25 mm;壁厚5 mm;盒盖厚度2 mm。其盒身与盒盖均为进行搅拌摩擦焊接封装加工,封装轨迹为一圆角矩形。接头采用搭接-对接的复合形式,如图2所示,该接头可实现盒身与盒盖的快速定位装配,利于夹持固定。为减小盒体焊接的热影响区,所用搅拌头工具轴肩直径为4 mm;搅拌针为圆柱形,直径为1.4 mm,搅拌针长1.8 mm,加工时主轴倾角取3°。
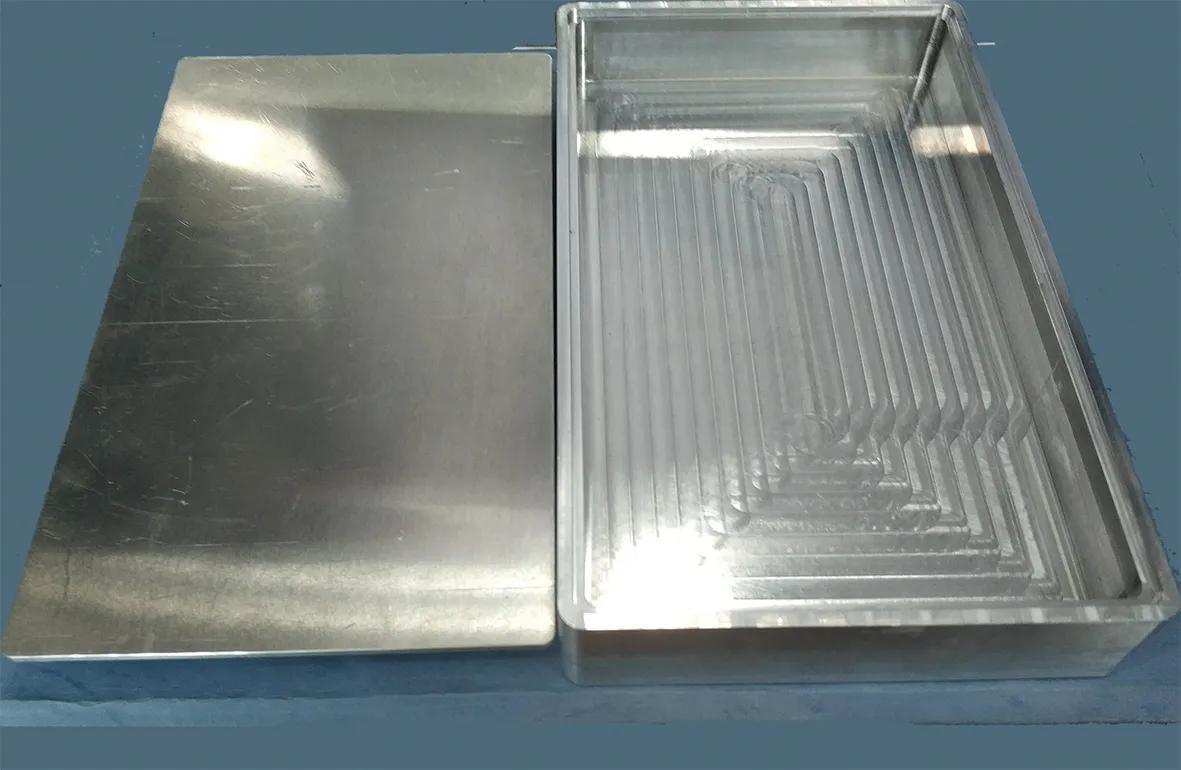
图1 封装用电子元器件盒
相比现有的平板对接、搭接焊或管道环焊等常见搅拌摩擦焊接形式,盒体搅拌摩擦封装在加工应用上主要存在以下2个制约点。

图2 封装接头形式
(1)在盒身、盒盖的封装焊接中,存在着“机床进给方向单一”与“焊接轨迹方向变化”的矛盾。由于受“搅拌针细长”、“搅拌头主轴存在较大固定倾角”限制,现有普通机床只允许进行单一直线向的焊接以保证主轴刚度和加工质量。然而盒体的封装轨迹为一闭合矩形,长宽方向焊缝的加工方向势必呈垂直关系,其难以在一个加工工步中完成。
(2)搅拌摩擦装置主轴下压力巨大,装夹时需将压板大面积覆盖于工件之上。由于矩形轨迹靠近盒盖外边,传统的压板势必会覆盖待加工的焊缝,导致搅拌头在加工中必须多次换位重新装夹以避免撞刀现象。
上述矛盾严重降低了搅拌摩擦封装的加工效率,限制了其应用。因此,文中以已有的3轴小型搅拌摩擦焊接机床为基础对其进行了改造,在原有工作台上增设了C轴转台,工件置于其上。此外,使用电控90°转角气缸夹具用以代替传统大面积固定压板,均布于工件四周。
机床改装结构示意如图3所示。加工过程中,搅拌头起初沿直线方向前进加工,当封装至焊缝拐角时,工件随转台转动以实现长、宽焊缝位置的互换,同时x,y轴与之配合以保证搅拌头与工件的相对位置不变,随后搅拌头即可继续沿直线前进,封装下一棱边。气动夹具持续下压于焊缝之上以确保接头平整并受预设NC程序控制,其在搅拌头加工靠近时弹起甩出,搅拌头离开后再次归位夹紧,以避免撞刀现象。
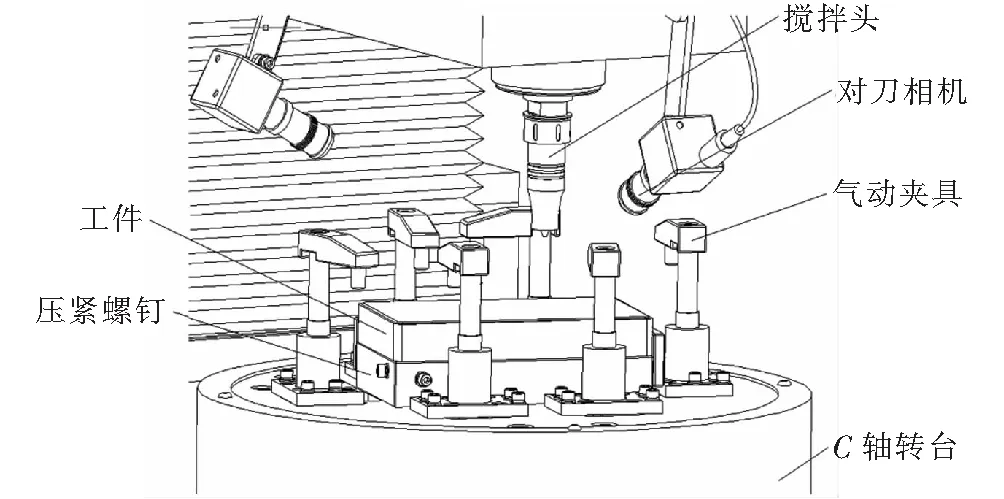
图3 改装4轴机床工作台结构
转台旋转一周后完成整个矩形轨迹的封装焊接,焊接完成后使用金属胶密封钥匙孔部分。经过试验,多组加工参数下均成功实现了盒体的搅拌摩擦快速封装,加工参数组合与焊缝形貌见表1,各组焊缝表面均无明显缺陷,仅有旋转速度10 000 r/min、焊接速度为200 mm/min的试验组由于焊接线能量较低,焊缝表面后退侧鱼鳞纹相对粗糙。试验中使用ST9450红外热成像仪检测盒身整体加工温度约为100 ℃,远小于激光焊接温度300 ℃[14]。
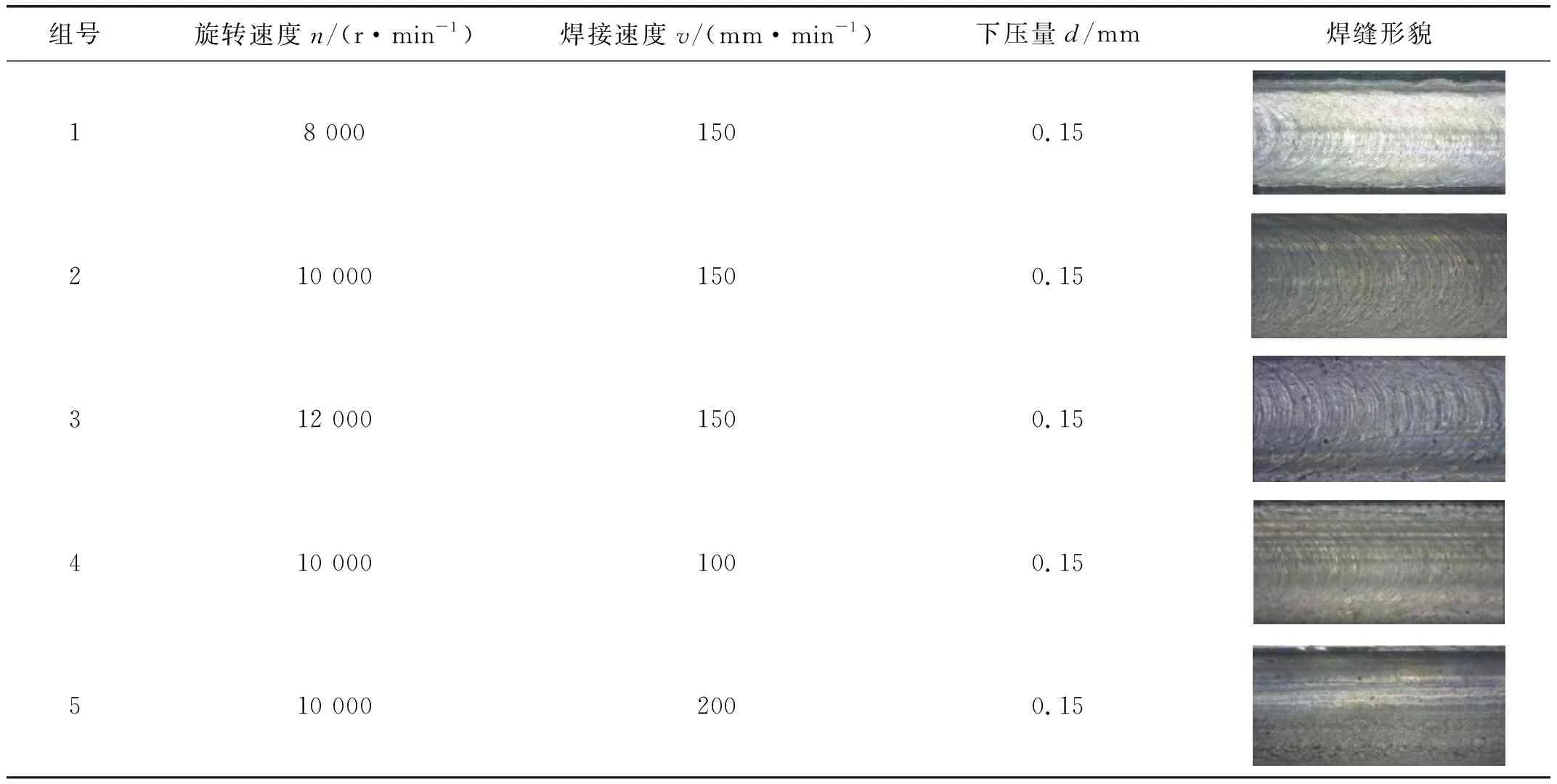
表1 封装试验参数与焊缝表面
2 盒体残余变形分析
盒体的变形量是封装焊接中的重要考察指标。搅拌摩擦封装相比与激光焊接,其盒体的变形除受温度变化影响外,搅拌头的巨大下压力,夹具的拘束作用亦不可忽视,焊接变形相对较大。文中使用Dasiy-686三坐标测量仪对盒体封装前后的变形展开测量。考虑盒体长、宽方向变形较小,仅对高度方向变形进行统计分析。取盒盖上均布16点为测量点如图4所示,以焊接前后各点高度差作为变形量,使用origin拟合得到盒盖上表面变形,不同试验参数测量结果如图5~图9所示。整体来看,以图4中P1点为坐标原点,盒体变形量沿长度方向迅速升高;沿宽度方向棱边(P1→P13)(P4→P16)逐步增加,(P2→P14)、(P3→P15)则是先下降后上升的规律。各组试验最小的变形量均出现在P1角点处,变形量约为0.01 mm;最大变形于P16角点,变形量可至2.5 mm。近似厚度下的平板的激光焊接的最大变形量约为0.3 mm[15],钎料焊接为5 mm[16],搅拌摩擦封装焊接变形水平处于二者之间。

图4 焊缝轨迹与测量点分布
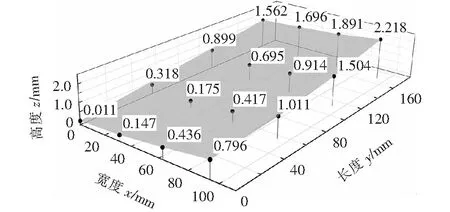
图5 旋转速度8 000 r/min,焊接速度150 mm/min时的焊接残余变形高度

图6 旋转速度10 000 r/min,焊接速度150 mm/min时焊接残余变形高度

图7 旋转速度 12 000r/min,焊接速度150 mm/min时的焊接残余变形高度

图8 旋转速度10 000 r/min,焊接速度100 mm/min时的焊接残余变形高度
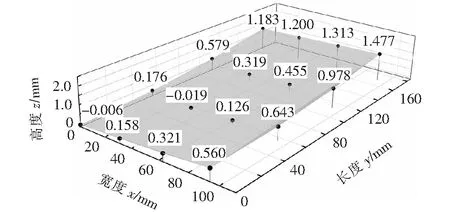
图9 旋转速度10 000 r/min,焊接速度200 mm/min时的焊接残余变形高度
比较不同焊接速度组如图6,图8和图9可知,在10 000 r/min旋转速度条件下,随着焊接速度的升高,盒体最大残余变形呈下降趋势。其原因在于焊接速度的升高减小了焊接热输入,进而缩小了焊缝上的温度梯度,冷却较快,故盒体塑性应变下降,在两者共同作用下,残余变形量降低[17-18]。
比较不同旋转速度组图5~图7可知,随着搅拌头旋转速度的增加,盒体变形量呈现先下降后增大的规律。1号组搅拌头旋转速度过低、热输入较低,导致其材料流动性差,无法均匀、稳定地从前进侧移动至后退侧,材料内部的塑性应力较大[19],后续残余变形较大;当旋转速度提升至10 000 r/min后,热输入升高,材料流动性加强,在搅拌针带动下流动平稳均匀,材料流的塑性应力降低,盒体残余变形进而迅速减小;然而随着旋转速度的进一步升高,工件加工的高温区域会迅速扩张,后续冷却较慢,导致盒体残余变形上升。
3 盒体气密性分析
盒体气密性是电子封装的基本要求之一。为探究搅拌摩擦封装工艺的气密性特性,采用工业气泡法对盒体展开气密测试。参考已有标准GJB 5584—2006《电子式火箭控制盒通用规范》,HB 937—2000《航空气密油箱》,取0.3 MPa下无气泡泄漏作为合格标准。盒身侧壁位置加工管螺纹,外接气压计与定压气泵。试验时,将工件其浸没于水缸之中,通过定压气泵逐段提升盒内表压至给定数值(0.3 MPa,0.4 MPa,0.5 MPa,0.6 MPa),之后将盒体置于水槽中保压3 min,观察焊缝上的有无漏气现象,试验结果见表2。所有盒体均满足了已有标准,在0.3 MPa下未出现泄漏现象。考察后续压力试验,1组与5组于0.5 ~0.6 MPa阶段出现了泄漏现象,泄漏位置位于P13点后的焊缝(如图4红圈所示)。除以上两组,其余各组耐压值均在0.6 MPa以上。
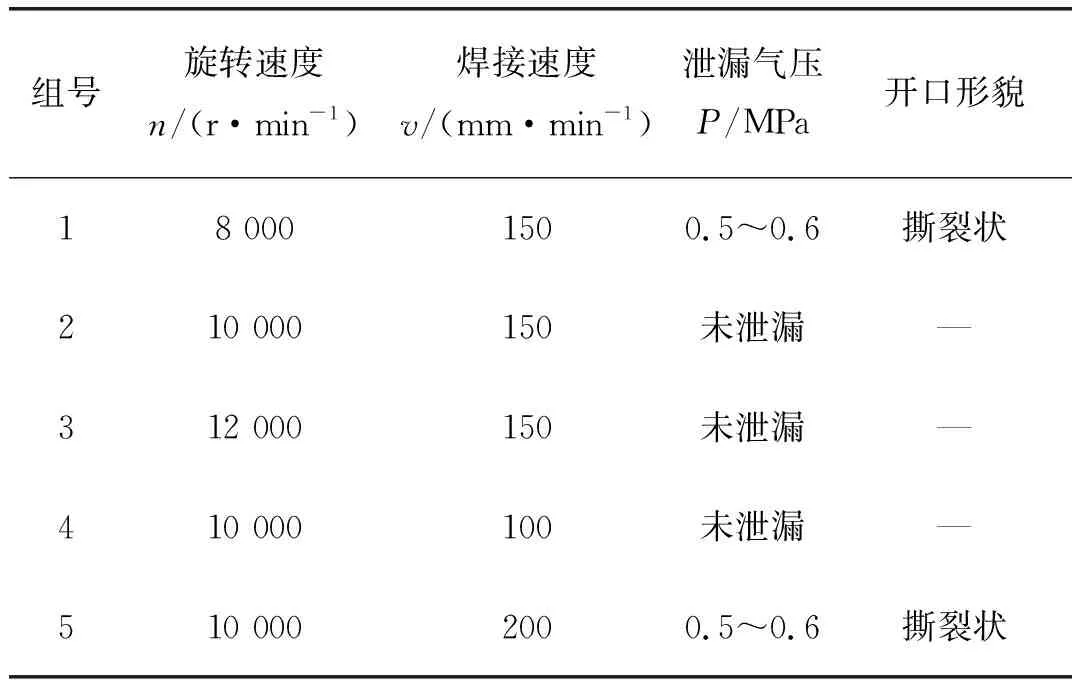
表2 气密性试验结果
1组和5组试验泄漏缺陷的位置、形貌基本一致,以1组漏气缺陷为例进行分析,其外观如图10所示。考察工件受力,盒体内气压的作用效果在接头的上表现为拉力与弯矩,故盒体的密封耐压能力本质上为封装接头的受弯、受拉承受能力。焊缝内若存在填充不匀所致的微观缺陷,在受到应力作用后产生微裂纹并会逐步扩大,最终延伸至焊缝表面,形成泄漏开口(如图10a所示)。通过以上接头的缺陷机理可以对盒体泄漏的位置,形貌进行分析。
开口均出现于接头后退侧的搅拌针侧面。其原因为圆柱形搅拌针本身侧面材料流动较差,焊接加工时易出现后退侧填充不充分的现象,造成孔洞、隧道缺陷等缺陷[20],在应力作用下便会发生泄漏。图10b所示的开口截面带有明显的隧道特征。
泄漏开口均位于长边焊缝近P13角点位置,该处为焊接路径上的第一转角。加工P13角位置时,搅拌头与转台会进行配合转动,原本直线焊接时的材料流动平衡会被打破,更易产生接头缺陷;同时,相比其他转角,第一转角加工区域由于焊接开始不久,温度场更低,材料的流动性更差,也会加大产生缺陷的几率。综合以上两点,此位置产生了泄漏。同理考察试验组别,由于1组与5组的焊接热输入较低,其焊接温度场较低,所以相比其他组更易产生漏气缺陷[21-22]。
4 结论
(1)使用增设C轴转台和气动夹头的搅拌摩擦焊接机床成功完成了铝合金盒体的封装加工,实现了盒盖、盒体的高效、优质连接。
(2)盒体封装相比激光焊接更加稳定,2 mm厚盒盖的高度方向上的残余变形峰值约为2.5 mm,大于激光焊接,小于钎焊。经过工艺参数优化,在旋转速度10 000 r/min,焊接速度200 mm/min的试验参数下能够获得最低的变形效果,其值约为1.5 mm。
(3)随焊接速度的提高,盒体残余变形降低;随旋转速度的提高,盒体变形呈先下降后增长规律。
(4)所有封装工件均满足气密性要求。在气密性破坏试验中,热输入少的工件耐压极限更低。
(5)盒体泄漏源于焊接接头内在微观缺陷的受力发展,其泄漏开口位置一般出现于焊缝第一拐点之后,位于搅拌针后退侧侧面。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
交通科技与管理(2022年8期)2022-05-07
汽车工程师(2021年12期)2022-01-17
智能制造(2021年4期)2021-11-04
农业技术与装备(2021年7期)2021-09-25
科学与财富(2021年34期)2021-05-10
孩子(2021年1期)2021-01-27
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
科技视界(2019年11期)2019-06-20