
火车轮锻造用芯棒座断裂失效分析
2020-05-18 02:54张磊张鹏
大型铸锻件 2020年3期
张 磊 张 鹏
(太原重工轨道交通设备有限公司技术中心,山西030032)
目前火车车轮大多采用锻造和轧制联合成形后加工。车轮在锻造过程中,主要依赖模具来实现热成形加工。车轮为批量连线锻轧生产,模具的使用效率较高,模具发生异常磨损、断裂、龟裂等形式的失效后,不仅影响车轮锻件质量,还会导致停产,增加燃气损耗,影响生产效率,造成较大的经济损失。因此,研究车轮锻造用模具失效原因,剖析其失效机理,优化制造工艺,对提高模具使用寿命,提高车轮锻造生产效率,降低生产制造成本具有十分重要的意义。

(a)芯棒座断裂尾部(b)芯棒座断裂头部
图1 现场芯棒座断裂实物
Figure 1 Mandrel fractured object on site
芯棒座为车轮锻造的基础模具,直径∅190 mm左右,长度约200 mm,材质5CrMnMo,使用较为频繁。采用的热处理工艺为锻造后调质处理。在实际锻造过程中,有一件新造芯棒座在锻造约50片车轮时,发生了图1所示的早期断裂失效。
本文在断裂芯棒座上截取相关试样进行化学成分、力学性能、金相检测,找出产生早期断裂失效的原因,以此对模具制造工艺进行优化指导。
1 实验分析
1.1 现场宏观分析
通过对宏观断口进行观察,断裂位置为芯棒座变截面台阶处,断口主断面垂直轴线颜色呈浅灰色,断口形态较粗糙。底座部分断口保护较好,头部断裂过程大致分为两个阶段:第一阶段,首先在弯曲和拉压复合应力下在过渡圆角表面萌生裂纹,周向线源由外而内扩展,继而呈人字纹花样快速扩展至整个圆周;第二阶段,在表面环状裂纹形成以后,以严重应力集中型低周拉压疲劳扩展,直至断裂。疲劳弧线非等间距分布,说明偏载,存在受力不均现象,宏观形貌如图2所示。
1.2 化学成分分析
在断裂端截取试样进行化学成分分析,检查结果如表1所示,结果表明化学成分符合材料标准要求。
1.3 力学试验分析
对横截面试片由边缘向中心进行断面布氏硬度试验,试验数据如图3所示,布氏硬度实测值分布在398~452HBW,根据布氏硬度与洛氏硬度的换算经验,硬度满足图纸要求40~45HRC,可以判定硬度在合格范围内。
1.4 低倍试验分析
截取横截面低倍试片,经热酸浸检测试验后,低倍检验照片如图4所示。试验结果为:一般疏松1级,中心疏松1级,锭型偏析0.5级,满足要求,未发现其它肉眼可见宏观缺陷。从低倍照片可看出,断裂低倍组织致密度合格、均匀性良好,未发现异常。
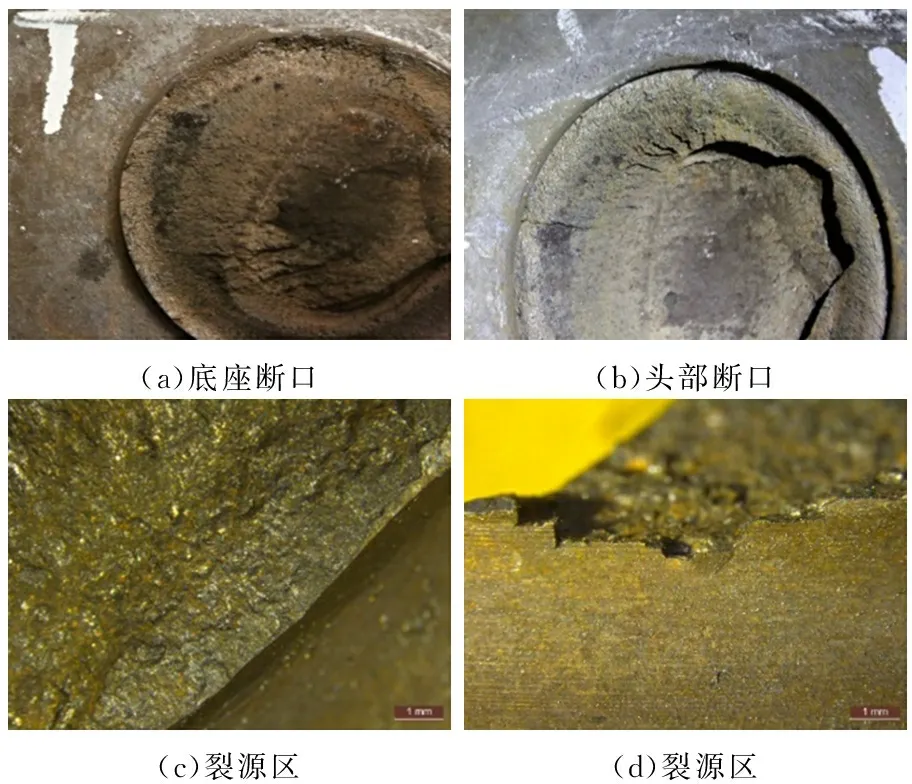
(a)底座断口(b)头部断口(c)裂源区(d)裂源区
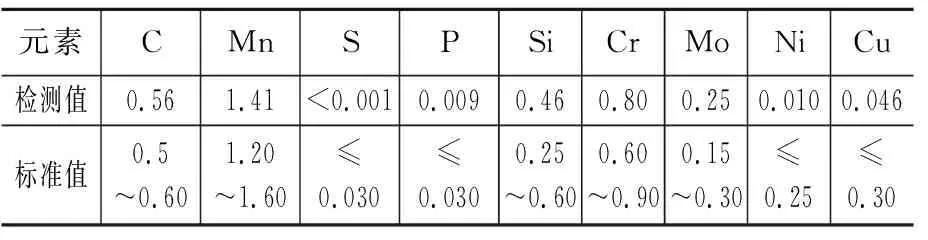
图2 裂纹宏观形貌Figure 2 Macroscopic morphology of crack
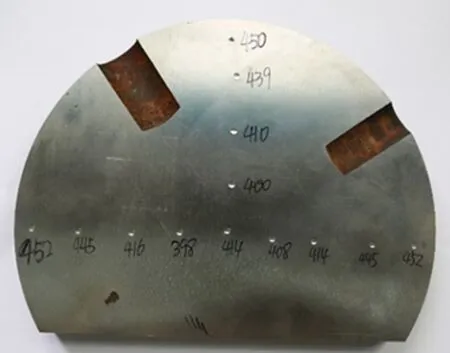
图3 断面硬度测试Figure 3 Hardness test of section

图4 低倍检验照片
Figure 4 macroscopic inspection photo
1.5 金相检验
1.5.1 基础分析
通过显微组织观测,基体组织为回火马氏体+回火屈氏体+上贝氏体+少量铁素体,组织呈带状偏析不均匀。按照JB/T 8420—2008对马氏体级别进行评定:马氏体针最大长度0.050 mm,评级为6级。晶粒度7.0级(大部分视场7.0级,>90%;局部偏析区5.5级,<10%)。组织形貌如图5所示。对基体非金属夹杂物进行检测,结果为:A类0级,B类0级,C类0.5级,D类0.5级,DS类0级。
试验结果表明,芯棒座纯净度合格。组织呈带状,均匀性差,粗大马氏体针属过热组织,说明热处理淬火温度偏高。
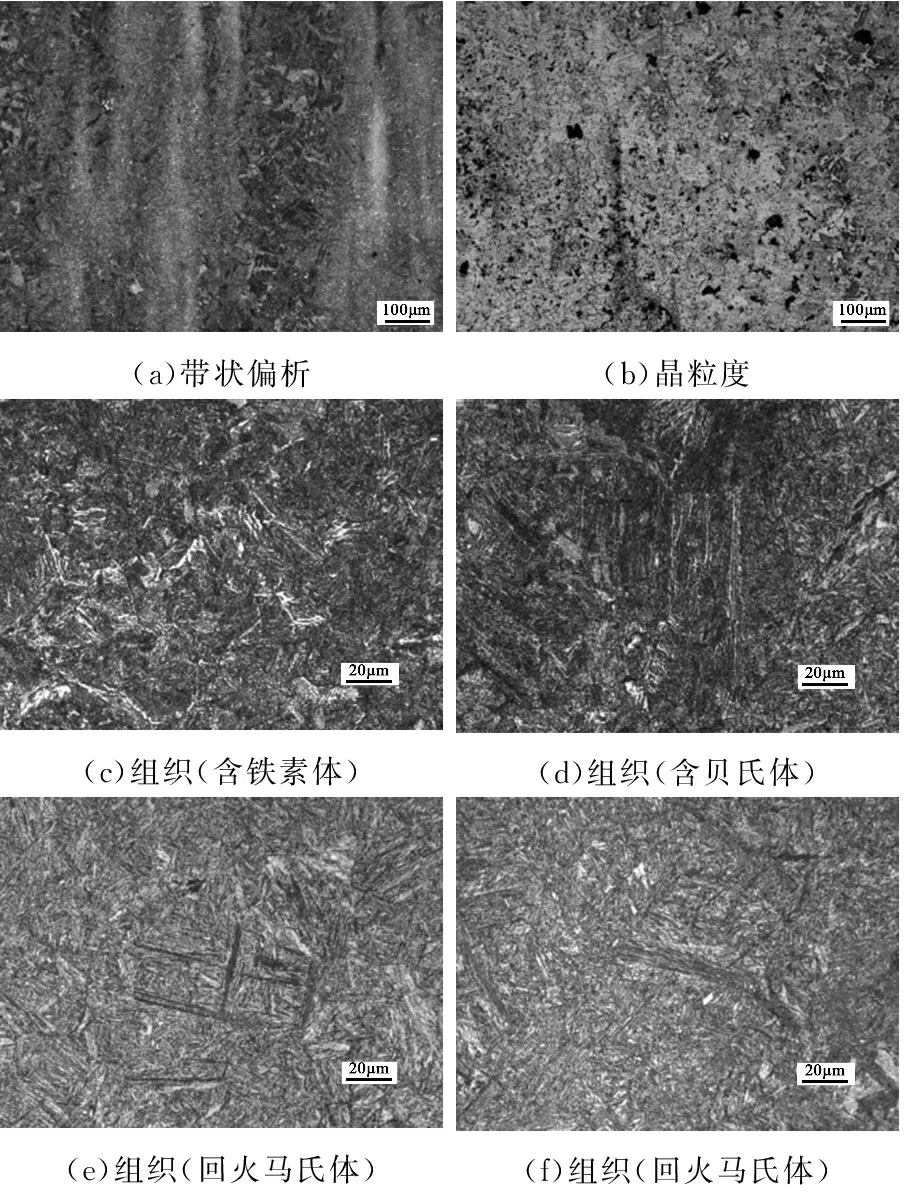
(a)带状偏析(b)晶粒度(c)组织(含铁素体)(d)组织(含贝氏体)(e)组织(回火马氏体)(f)组织(回火马氏体)
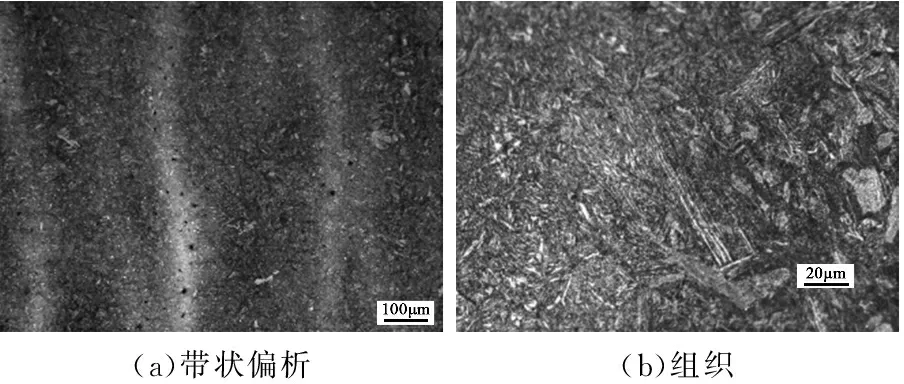
图5 金相组织Figure 5 Microstructure
图6 断口旁组织
Figure 6 Microstructure beside the fracture
1.5.2 断口旁组织分析
裂源处垂直宏观断口取样,断口旁未见冶金缺陷,组织与基体组织无差异,如图6所示。
1.5.3 显微维氏硬度检测
任意选取带状偏析区3处进行显微维氏硬度比对检测,结果如表2。
试验结果表明,浅色区域硬度值均高于深色区域,浅色区域主要以回火马氏体为主,深色区域主要以回火屈氏体、上贝氏体、铁素体为主。
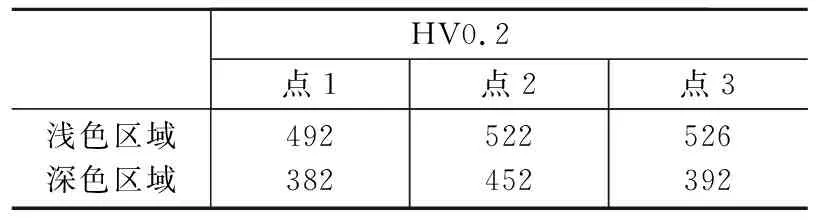
表2 带状偏析区维氏硬度检测Table 2 Vickers hardness test in stripe segregation zone
2 讨论与分析
芯棒座化学成分符合5CrMnMo材质要求。锻件纯净度合格、致密度合格;均匀性差,具体表现为虽然横截面试片均匀性良好,但纵向呈带状偏析。5CrMnMo这类钢在凝固时易产生树枝状偏析,锻造时将沿着变形方向成为带状组织,由于合金元素在高温时扩散较慢,因此一般热处理后,它将保持带状偏析,出现条带分布的显微组织,使钢的力学性能具有方向性。为了改善这种缺陷,可将钢坯充分锻造,一般交替拔长和镦粗至少进行二、三次,然后退火处理予以消除。
另外,芯棒座调质后组织状态不良,马氏体针粗大,出现上贝氏体组织。随着淬火温度的升高,基体组织会变粗大,马氏体针变长。热作模具钢的马氏体级别以2级~4级为宜,该芯棒座马氏体6级属不合格。5CrMnMo的等温转变曲线,在350~500℃等温形成上贝氏体。淬火后具有较大的内应力,淬火加热温度偏高,组织粗大,淬火、回火后材料因粗大晶粒而呈脆性,使用过程中稍一承受应力即开裂。
3 结论
(1)该芯棒座化学成分合格,纯净度、力学性能均合格。
(2)芯棒座开裂属拉压及弯曲应力作用下疲劳开裂。开裂主要原因为淬火加热温度偏高造成组织粗大,材料脆性较大,不满足使用过程的服役条件。
(3)芯棒座锻造时增加镦粗和拔长交替次数,加大锻造比,增加锻后退火热处理可有效改善纵向带状偏析。
猜你喜欢
金属热处理(2022年8期)2022-09-05
金属热处理(2022年7期)2022-07-26
金属热处理(2022年5期)2022-06-06
金属热处理(2022年4期)2022-04-19
金属热处理(2022年2期)2022-03-16
安徽建筑(2021年6期)2021-11-11
大型铸锻件(2021年6期)2021-11-07
科教创新与实践(2021年11期)2021-09-10
有色金属材料与工程(2021年2期)2021-05-20
鞍钢技术(2021年2期)2021-04-20
