
横梁加强板的模具设计
2020-05-18 09:11刘永艳张笃佳徐纪鹏
机械工程与自动化 2020年2期
刘永艳,张笃佳,徐纪鹏
(山东唐骏欧铃汽车制造有限公司,山东 淄博 255100)
0 引言
随着汽车行业的飞速发展,汽车设计逐渐向轻量化发展,汽车上的某些零部件不是简单的U形,而是设计有凸包、横筋、竖筋等,该类制件对模具设计提出了更高的要求。本文以横梁加强板为例,对此类制件的模具设计进行分析。
1 制件分析
横梁加强板为左右对称件(如图1所示),材料为DC04,料厚t=1.5 mm。该制件属于汽车底板横梁的加强部件,对其尺寸、强度、刚度等都有相当高的要求。此件类似于U形件,但不同于U形件,我们将其称为带翻边的U形件。
2 工艺分析
2.1 改变制件的状态
板料在成形的过程中容易发生塑性变形,其外缘表层的切向拉应力最大,当外层的合成应力σ超过板料抗拉强度σb时,就会沿板料折弯线方向拉裂[1]。若将该件缺口高度降低(如图2所示),角部在成形的过程中就不易出现开裂问题,模具设计简单,在后续的调试过程中易于出件。但经与设计者联系,综合考虑强度问题,放弃此种更改。

图1横梁加强板左/右 图2更改缺口图
2.2 采用拉延—修边—翻整的工艺路线
该件为轴对称左、右件,根据制件特性,可采用拉延—修边—翻整工序。首先对该件进行工艺补充,在拉延过程中,必须保证坯料是个完整的封闭整体,否则拉延时由于受到复杂的拉伸或收缩力的作用容易使得有开口处的形状发生变形,进而影响产品质量。因此,在修复数模时,需要将覆盖件上的窗口填平,将开口部分连接成封闭形状;有凸缘的需要进行平顺改造,使之成为有利于成型的压料面。无凸缘的需要增补压料面,工艺补充面和压料面的设计是否合理是保证覆盖件成形质量的前提条件[2],其造型修改是否方便是影响设计效率的重要因素。
Autoform软件是专门用于金属成形分析的CAE工程软件,它在整个模具开发过程中起着校对审核的作用。将数模IGS导入Autoform软件,通过对工具体的凸模(punch)、凹模(die)、压边圈(binder)的设置,并定义每个工具体的运动,将其导入翻整工序,并对此模型进行模拟分析,分析结果如图3所示。通过分析可以看出在角部位置容易发生开裂。
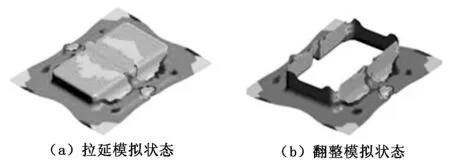
图3 模拟结果分析
2.3 采用落料—成形—切边工序
由前文分析可知,拉延在圆角部出现开裂,后序在翻整过程中出现开裂,于是更改此工艺流程,采用成形的方式。在成形的过程中,为防止板料的自由流动,采用压边圈压料设计,由于成形时板料的流动不一致,因此在成形后增加切边工序,以保证制件尺寸。
3 成形模具结构设计
由于此件为左、右对称件,采用对称冲压成形然后剖切成两件[3]的工艺。采用该工艺,避免了侧向力的影响,延长了模具寿命。成形模的主要结构如图4所示。

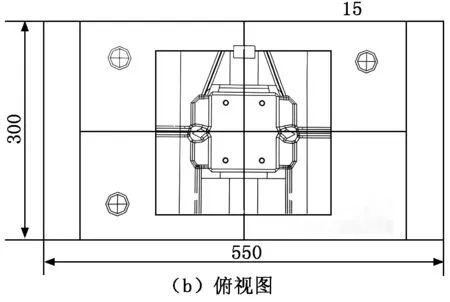
1-下模座总成;2-压边圈;3-成形凹模;4-凹模垫板;5-上模座;6-圆柱销;7-成形凸模;8-模柄;9-内六角螺钉;10-导套;11-导柱;12-圆柱螺旋弹簧;13-卸料螺钉;14-打料销;15-定位销
成形模主要完成工件的成形工序,为防止板料自由流动,采用带有弹性压边圈的结构,利用8个圆柱螺旋弹簧对凸、凹模进行压紧,板料在成形的过程中由于板料被压边圈压住不易出现起皱问题;模具采用8个定位销定位,保证定位准确。模具由上模和下模两部分组成,上模通过模柄安装到压力机上,下模通过固定板紧固到压力机的工作台上。通过压力机的往复运动完成制件的成形。
4 模具调试
模具制作完成后,需进行调试验证模具。模具调试过程如下:装调模具,上模采用模柄固定,下模通过压板压紧、螺栓固定在冲压设备上;把预先裁好的毛坯料放在下模上,开动压力机,随着上模下行,毛坯料在上模和下模中成形。根据成形件的状态对模具进行调整,生产出合格样件。
横梁加强板成形模制作完成后,采用切割料片对成形模具进行验证,发生角部开裂,如图5所示。经分析为由于角部板料尺寸长,致使板发生塑性变形,因此在角部出现开裂。针对此问题,改变料片形状,将原来的料片由一体成形出左、右件改为单件成形,通过修磨圆角,成形无问题。
5 结束语
本文通过对横梁加强板左、右件的分析,提出了工件成形的工艺流程,通过实践证明,该方案是正确的。同时通过对该制件的方案分析,对翻边U形件模具的设计起到了探索的作用。利用该方案生产,降低了生产成本,提高了产品质量。

图5 角部开裂图
猜你喜欢
四川有色金属(2022年4期)2022-02-06
理化检验(物理分册)(2021年11期)2021-12-08
机电元件(2020年4期)2020-08-31
精密成形工程(2020年3期)2020-06-08
航空材料学报(2019年3期)2019-06-05
重型机械(2018年6期)2019-01-07
中国医药指南(2019年21期)2019-01-07
橡塑技术与装备(2018年21期)2018-11-13
橡塑技术与装备(2018年2期)2018-01-16
浙江科技学院学报(2017年1期)2017-06-01
