
基于PLC的汽车车身激光焊接控制系统分析
2020-05-18 12:22周传佳陈功
电子乐园·上旬刊 2020年9期
周传佳 陈功
摘要:随着社会经济的快速发展,人们日常生活水平的不断提升,促进了汽车工业的进一步发展。汽车工业技术水平和生产规模不断提升,现代化汽车生产企业的发展重点在于生产成本的降低,汽车制造水平的提高,提高生产的综合效益。激光焊接技术在汽车制造焊接中得到了广泛的应用。相比于传统的点焊方式,激光焊接具备较高的智能化水平。
关键词:PLC;汽车车身;激光焊接;控制系统
一、基于PLC的汽车车身激光焊接控制系统结构
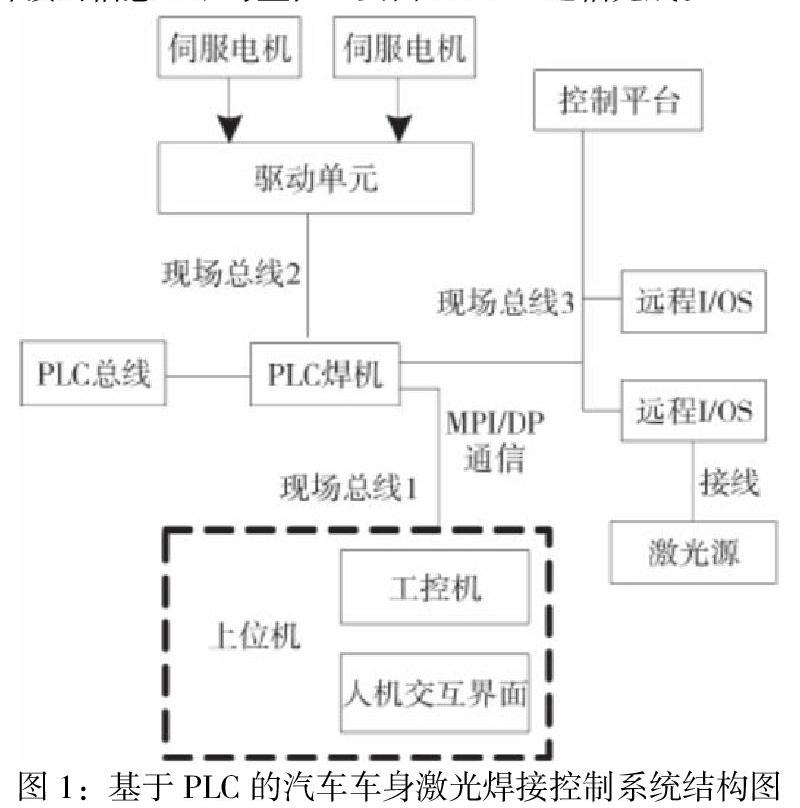
PLC 属于汽车车身激光焊接控制系统核心部件,本文设计的焊接控制系统整体结构示意图即如图1所示。基于PLC激光焊接控制系统中执行机构分为伺服机和驱动模块。控制系统内模拟量主要由传感器生成,其中包含了动态化反馈焊接参数,传感器完成参数的传输。控制系统内上位机的组成包括人机交互界面和工控机,MPI/DP通信主要为PLC与上位机、人机交互界面之间相互连接的媒介,基于PLC汽车车身激光焊接的信息显示与监控主要由MPI/DP通信完成。
二、PLC的汽车车身激光焊接控制系统设计
(一)PLC的硬件设计
PLC硬件设计主要包括中央处理器、存储器、输入输出、电源以及编程器等(如下图所示)。其中,中央处理器以下简称为CPU,属于PLC的核心。在系统程序控制的基础上,CPU能够充分的发挥出协调系统结构运行、逻辑运算以及数学运算等各项实用功能。存储器主要用于储存激光控制系统程序、用户程序以及数据模块等。系统存储器与用户存储器属于系统可编程控制器的主要存储器,系统存储器主要完成系统管理程序的储存,用户存储器主要完成用户控制程序的储存。而输入和输出接口主要用于PLC内CPU和外界设备与现场设备之间的有效通信,获取现场工作信号主要通过输入接口实现,信号经由输出接口传输,完成现场部件的控制。PLC需要使用符合标准的统一电平,PLC通过输入接口的电路当中输入单元来实现输入电路电平的转换,PLC完成后续的各項操作。开关、传感器以及按钮等部件设置于PLC的输入接口位置。PLC的输入电路主要分为RC滤波器、光耦合器隔离等,输入点抖动与外部噪声通过RC滤波器解决。输出电路选择继电器来输出,输出端子所有都是独立输出,没有公共点的连接,输出端子属于独立回路。系统电源模块中,掉电保护电路主要储备必须的供电电源以及PLC处于不同运行模式下的开关电源。编程器属于PLC的重要组成部分,系统选择智能编程器,编程器具备了用户程序写入功能,按照程序检测结果来调整优化用户程序,并且实时监控PLC的运行状态。汽车车身激光焊接系统人机交互主要由编程器与CPU之间连接来完成。
(二)PLC通信控制软件
系统内部焊机控制和汽车车身焊接的生产线控制属于两个独立的模块,因此为了确保两者的相互通信,保证汽车车身激光焊接的正常运行,必须做好PLC通信控制软件设计。设计问答型串口当做PLC的通信模块。焊机与PLC之间的正常通信主要利用了起始符、BBC检验码以及结束符等保证。当外界存在干扰情况时,容易造成动作指令出现执行错误情况,而通过BBC校验码能够解决上述问题,以此来最大程度上的降低通信的误差。发送指令可以把字符串ASCⅡ码完整传输到接收方,需要以字节为单位字符串相应ASCⅡ码来进行异或合操作,接收方在完成指令接收后,进行字符串相应ASCⅡ码的异或合操作,对比实际值与发送结果,验证激光焊接通信的正确性。系统启动之后,机器人控制器与PLC会上电复位,随后扫描各个部件的开关和夹具位置,传感器获得扫描结果。PLC软件的预设动作开始准备便可以与焊机之间通信,PLC给焊机传输相应的焊接命令,比较控制器存储器当中的指令与焊接命令,执行焊机位姿转换以及焊接操作。
(三)激光焊接顶锻阶段软件控制
汽车车身激光焊接在完成之后,利用最少时间间隔在焊接位置施加较大的顶锻压力,主要目的就是把焊缝当中氧化物以及液态金属全部挤压到外部,让焊接接头能够获得较大塑性从而充分的形变,增强激光焊接的最终效果。基于软件程序来控制顶锻活塞以及液压回路。处于不同激光焊接环节,准确掌控顶锻缸的具体位置,能够利用激光模式信号与反馈信号的对比来完成。激光模式不同所产生的模式信号也有所不同,焊接物体的表面材料直接决定激光模式的信号类型,所以需要模式卡内定时焊接模式。
结束语:
综上所述,基于PLC的汽车车身激光焊接控制系统,可以精准的控制激光焊接设备,能够提高焊接的效果。系统利用PLC当做控制核心,CPU能够充分地发挥出自身的功能,即协调系统运行、逻辑运算以及数学运算,给PLC向激光焊接系统发送相应指令提供支持。利用MPI/DP来完成PLC与上位机等部件的通信。利用PLC来设计汽车车身激光焊接控制系统,能够增强控制系统整体焊接性能,保证系统的正常运行。
参考文献
[1]冯学敏. 基于PLC的汽车车身激光焊接控制系统[J]. 激光杂志, 2020(8):117-118.
[2]吕志海, 田全荣, 王文雅. 基于PLC的汽车焊装线控制系统设计[J]. 科技风, 2018, 000(025):28.
上汽大众汽车有限公司南京分公司
猜你喜欢
科技创新与应用(2017年2期)2017-02-09
东方教育(2016年9期)2017-01-17
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科学与财富(2016年28期)2016-10-14
中国高新技术企业(2015年12期)2015-03-31
