
激光扫描角度对316L不锈钢成型件拉伸性能和致密度的影响
2020-05-21 03:29楚蓓蓓张争艳高铁红杨志文
河北工业大学学报 2020年2期
楚蓓蓓 张争艳 高铁红 杨志文

摘要 在不同的激光扫描角度下,利用选择性激光熔化成型技术成型316L不锈钢试件,探究试件的拉伸性能(抗拉强度和延伸率)和致密度,并对成型试件进行表面微观形貌和断口形貌的观察。实验结果表明:当激光扫描角度每层旋转15 °时,成型试件的抗拉强度、延伸率和致密度均较优,成型件表面形貌平整,无明显缺陷,晶粒细小均匀;激光扫描角度每层旋转0 °时,成型试件的抗拉强度、延伸率和致密度较差,成型件表面缺陷较多;成型件断裂方式为韧性断裂。
关 键 词 316L不锈钢;激光扫描角度;抗拉强度;延伸率;致密度
中图分类号 TH122;TG665 文献标志码 A
Effects of laser scanning angle on tensile properties and relative density of 316L stainless steel forming parts
CHU Beibei1,2, ZHANG Zhengyan1, GAO Tiehong1, YANG Zhiwen1
(1. School of Mechanical Engineering, Hebei Technology of University, Tianjin 300130, China; 2. Shanxi Aerospace Qinghua Equipment Co Ltd, Changzhi, Shanxi 046000, China)
Abstract Under different laser scanning angles, 316L stainless steel specimens are formed by selective laser melting technology, and the tensile properties (tensile strength and elongation) and relative density of specimens are studied. The surface morphology and fracture morphology of the molded specimen were also observed. The experimental results show that when the laser scanning angle is 15 degrees, the tensile strength, elongation and relative density are better; the surface of the molded part is smooth without obvious defects, and the grains are fine and uniform. When the laser scanning angle is 0 degrees, the tensile strength, elongation and density of the molded specimen poor in having more defects on the surface of the molded parts.The fracture mode of the forming parts is ductile fracture.
Key words 316L stainless steel; laser scanning angle; tensile strength; elongation; relative density
0 引言
選择性激光熔化(Selective Laser Melting,SLM),是近几年发展起来的一种快速成型技术,该技术利用金属粉末在激光束的热作用下完全熔化,经冷却凝固进行成型[1]。目前该技术广泛应用于汽车机械、医疗、航空航天、生物医学等领域,这些领域对成型件的质量和性能均有较高的要求。因此国内外学者对成型件的质量和性能做了很多研究,Tang等[2]对铜基合金进行SLM成型,探究了工艺参数包括激光功率、铺粉厚度、扫描速度、扫描间距对成型件致密度、力学性能等的影响。Liverani等[3]从微观结构、缺陷形成和力学性能入手,最终确定选择合适的工艺参数进行SLM成型。Kobryn等[4]发现SLM成型Ti-6Al-4V时X、Y轴成型试件的屈服强度大于Z轴成型试件。Amato等[5]发现SLM成型Inconel 718合金竖直成型试件的维氏硬度大于水平成型试件。华中科技大学王黎等[6]探究不同成型方向对316L不锈钢试件机械性能的影响,其中水平成型方向性能优于高度成型方向;杜胶义等[7]利用SLM技术探究扫描间距、激光电流、扫描速度和铺粉厚度对GH4169成型件致密度的影响规律,优化工艺参数获得试件的致密度高达98.45%。综上所述,国内外学者对钛合金、不锈钢、铜基合金等材料进行了大量的研究,探究激光功率、扫描速度、扫描策略、成型方向等分别对成型零件机械性能、致密度、硬度等影响。但探究激光扫描角度对成型件质量和性能的影响很少。因此,本文以316L不锈钢粉末为实验材料,利用SLM技术探究激光扫描角度对成型件拉伸性能(抗拉强度和延伸率)、致密度的影响规律,并利用扫描电镜对成型件表面微观形貌和断口形貌进行观察,分析微观形貌对零件性能的影响及零件断裂方式,为优化激光扫描角度和制造高性能的金属零件提供理论基础。其中激光扫描角度是指试件成型过程中激光扫描线与水平线的夹角。
1 实验材料、设备及方法
1.1 实验材料及设备
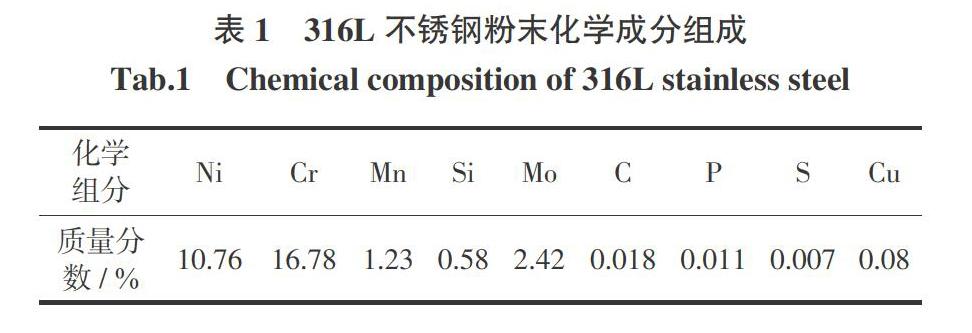
材料选用德国TLS公司的316L不锈钢粉末,该粉末根据高压氩气雾化法制备得到,金属液体在高压氩气气流作用下雾化破碎成大量细小的液滴[8],在表面张力的作用下形成球状,待冷却后自然形成不锈钢粉末,具有良好的流动性[9]。316L不锈钢粉末的平均粒径为30 μm,化学成分组成如表1所示。
采用国产设备BLT S200进行SLM成型,最大成型空间为105 mm×105 mm×200 mm;采用500 W光纤激光器功率,波长为1 070 mm,扫描方式为振镜式激光扫描,其中平场聚焦镜保证了成型区域内每一处的激光功率大小几乎一致,由于试件为不锈钢试件,故选用不锈钢304材料加工成108 mm×127 mm×20 mm的长方体作为基板,使用前用工业酒精将基板表面进行预处理清洗,保证成型过程中不受表面油污或者其他粉尘影响。
1.2 实验方法
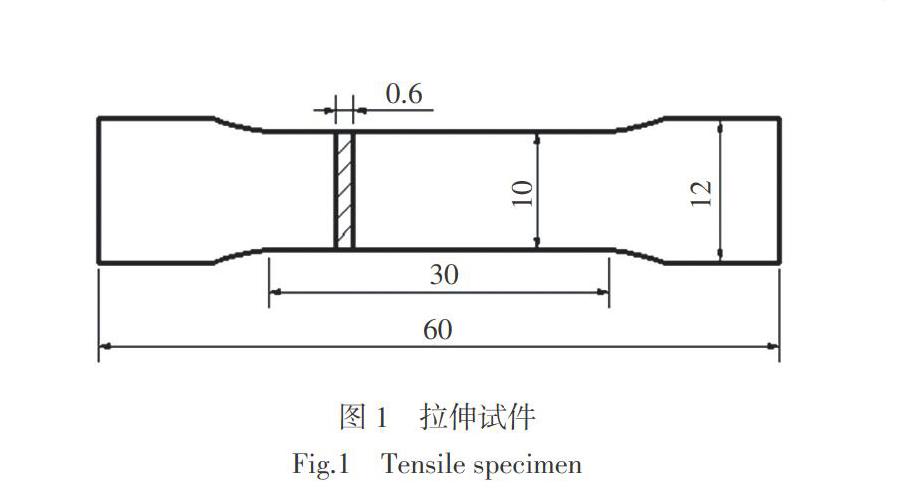
利用单因素实验法探究激光扫描角度对SLM成型316L不锈钢试件拉伸性能(抗拉强度和致密度)和致密度的影响规律。实验基本参数:激光功率220 W,扫描速度960 mm/s,扫描间距0.10 mm,光斑直径0.10 mm,层厚0.04 mm,zigzag扫描策略,在不同的激光扫描角度条件下成型图1和图2所示的拉伸试件和长方体试件3~5个。其中激光扫描角度分为7组,每组变化角度如图3所示,从图中可以看出:成型件起始层激光扫描角度为45 °,之后每一层的角度为前一层的角度加上旋转度数X,旋转度数X分别为0 °、15 °、30 °、45 °、60 °、75 °、90 °。
2 实验结果
使用电火花线切割机对各激光扫描角度成型之后的拉伸试件进行切割,并进行表面处理,使用Instron 3365材料试验机进行拉伸实验,各实验结果求取平均整理后如图4所示,图中“工”字型分别表示抗拉强度和延伸率的误差范围。
从图4a)中可以看出:在实验条件下,当激光扫描角度每层旋转角度≤15 °时,抗拉强度随着旋转角度的增大而增大,当15 °<旋转角度<75 °时,抗拉强度随着旋转角度的增大而减小,当旋转角度≥75 °时,抗拉强度随着旋转角度的增大而减小;激光掃描角度的旋转角度为0 °即激光扫描角度在拉伸试件每层的角度一致均为45 °时,拉伸试件抗拉强度较低,为624.880 MPa;激光扫描角度的旋转角度为15 °时,拉伸试件的抗拉强度达到最大,为662.857 MPa。从图4b)中可以看出,在实验条件下,延伸率随激光扫描角度增大的变化规律同抗拉强度随角度变化的规律一致,均是随着旋转角度的增大先增大后减小,然后再增大减小。激光扫描角度的旋转角度为0 °拉伸试件延伸率较低,为28.7%;激光扫描角度的旋转角度为15 °时,拉伸试件的抗拉强度达到最大,为34.8%。
利用排水法对不同工艺参数下成型的长方体试件进行致密度测试,数据求取平均整理后如图5所示,图中“工”字型表示致密度的误差范围。从图中可以看出:当激光扫描角度每层旋转在[0 °, 30 °]区间的实验条件下,长方体试件致密度随着旋转角度的增大呈现先增大后减小趋势,每层旋转角度在[30 °, 90 °]区间的实验条件下,长方体试件致密度随着旋转角度的增大也呈现先增大后减小趋势,变化幅度较平缓。当旋转角度为15 °时,长方体试件致密度最大,为96.5%;旋转角度为75 °时,长方体试件致密度次之,为96.2%;旋转角度为0 °时,长方体试件致密度较小,为94.3%。
不同的激光扫描角度,每层的扫描线数量不同,零件的性能也会不同。图6为扫描线示意图,其中虚线为起始层角度,直线为旋转角度。从图6可知:激光扫描角度为0 °时,不同方向的扫描线共1条;激光扫描角度为15 °时,不同方向的扫描线共12条;激光扫描角度为30 °时,不同方向的扫描线共6条;激光扫描角度为45 °时,不同方向的扫描线共4条;激光扫描角度为60 °时,不同方向的扫描线共3条;激光扫描角度为75 °时,不同方向的扫描线为3条以上;激光扫描角度为90 °时,不同方向的扫描线共2条;结合成型零件拉伸性能分析可知,成型件抗拉强度随着激光扫描角度的扫描线数量的增加而增加,致密度也随着激光扫描角度的扫描线数量的增加得到改善。实验探究结果与肖飞[10]利用SLM技术成型304不锈钢探究激光扫描角度对试件力学性能的影响规律相类似。
3 表面微观形貌和断口形貌观察分析
利用日立S—4800场发射扫描电镜对不同激光扫描角度下的试件进行表面微观形貌和断口形貌观察,观察结果如图7、8所示。
从各激光扫描角度成型试件的表面形貌图7中可以看出:在激光扫描角度每层旋转角度为0 °时,试件表面凹凸不平,存在较多孔洞以及未熔粉末,原因是每层旋转角度为0 °,即激光扫描角度在拉伸试件每层的角度均一致,在成型过程中,激光光斑强度呈现近高斯分布,导致激光每一道激光扫描线之后的端面均为近似半圆形,激光扫描过的区域在搭接过程中会出现一定的缝隙,随着成型高度的增加,在铺粉过程中会有粉末进入缝隙,激光不能直接熔化缝隙中的粉末,缝隙逐渐加剧,粉末颗粒残留于缝隙之中,形成孔洞缺陷,使得试件致密度降低,同时试件的断裂首先是从零件内部的缺陷位置开始的,缺陷位置的应力集中,裂纹容易扩展,故试件抗拉强度较低。当旋转角度不为0 °,扫描试件每层的激光线错开,可在一定程度上消除缝隙等缺陷,改善试件性能。对比旋转角度0 °、75 °和15 °试件表面形貌,75 °和15 °试件表面形貌优于0 °试件表面,而15 °试件表面形貌又优于75 °试件表面形貌,因为试件每层旋转角度不一,每层扫描线数量也就不同,旋转角度15 °成型时的扫描线数量多于75 °,表面成型质量更优良,无明显缺陷,晶粒细小均匀,试件致密度得到提高,抗拉强度变大。
从各激光扫描角度成型试件断裂的断口形貌(图8)可以看出:成型拉伸试件的断口都分布着大量的韧窝,是典型的韧性断裂断口形貌;对比旋转角度0 °、75 °和15 °试件断口形貌,15 °试件断口中的韧窝均匀、大且深,表明15 °试件塑性较好即延伸率较大,0 °和75 °试件断口形貌中韧窝大小不一,还残留些许粉末颗粒,试件塑性较差。
4 结论
采用SLM技术成型316L不锈钢试件,探究各激光扫描角度对成型试件抗拉强度、延伸率、致密度的影响,具体探究结果如下。
1)在实验条件下,当激光扫描角度每层旋转角度≤30 °时,成型试件的抗拉强度、延伸率和致密度均随着激光扫描角度每层旋转角度的增大均呈现先增大后减小的趋势;激光扫描角度每层旋转角度≥30 °时,成型试件的抗拉强度、延伸率和致密度均随着激光扫描角度每层旋转角度的增大均呈现先增大后减小的趋势。
2)在实验条件下,激光扫描角度每层旋转15 °时,成型试件表面形貌平整,无明显缺陷,晶粒细小均匀,试件抗拉强度、延伸率和致密度均较优;激光扫描角度每层旋转0 °时,成型试件表面凹凸不平,有明显的孔洞缺陷,试件抗拉强度、延伸率和致密度均较差。
3)利用场发射扫描电镜断口扫描可知:在各激光扫描角度条件下,利用SLM技术成型的316L不锈钢试件为韧性断裂。
参考文献:
[1] 章文献. 选择性激光熔化快速成形关键技术研究[D]. 武汉:华中科技大学,2008.
[2] TANG Y,LOH H T,WONG Y S,et al. Direct laser sintering of a copper-based alloy for creating three-dimensional metal parts[J]. Journal of Materials Processing Technology,2003,140(1/2/3):368-372.
[3] LIVERANI E,TOSCHI S,CESCHINI L,et al. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel[J]. Journal of Materials Processing Technology,2017,249:255-263.
[4] KOBRYN P A,SEMIATIN S L. Mechanical Properties of Laser-Deposited Ti-6Al-4V[J]. Solid Freeform Fabrication Proceedings,2001(6-8):179-186.
[5] AMATO K. Comparison of microstructures and properties for a Ni-base superalloy (alloy 625) fabricated by electron beam melting[J]. Journal of Materials Science Research,2012,1(2):435-438.
[6] 王黎. 選择性激光熔化成形金属零件性能研究[D]. 武汉:华中科技大学,2012.
[7] 杜胶义,刘斌,刘和平. 选区激光熔化工艺参数对GH4169成型件致密度的影响[J]. 热加工工艺,2015,44(8):28-31,34.
[8] 张乔石. SLM成形质量影响因素分析与提高[D]. 合肥:合肥工业大学,2016.
[9] 姚妮娜,彭雄厚. 3D打印金属粉末的制备方法[J]. 四川有色金属,2013(4):48-51.
[10] 肖飞. 选区激光熔化成形304不锈钢的力学性能研究[D]. 武汉:华中科技大学,2011.
[责任编辑 杨 屹]
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年33期)2021-05-10
教育教学论坛(2019年40期)2019-11-15
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
科技创新与应用(2017年34期)2017-12-12
小资CHIC!ELEGANCE(2017年30期)2017-11-11
科技资讯(2017年24期)2017-09-15
土木建筑与环境工程(2017年2期)2017-05-03
科学与财富(2016年28期)2016-10-14
