
莱钢2×265m2烧结混匀料高效生产实践
2020-06-02 10:03王伟刚张红彪
中国金属通报 2020年5期
王伟刚,张红彪
(山东钢铁集团莱芜分公司 型钢炼铁厂,山东 济南 250000)
莱钢银山型钢炼铁厂于2004年7月建成投产,265原料系统承担着为两台265m2烧结机、两座1880m3高炉配制混匀料、供应混匀料和燃料矿料的任务。原设计265原料系统是给1台265m2烧结机配制混匀料,现在要同时供应两台265m2烧结机,265原料系统混匀料日产量/日需求量=1:1,其生产能力偏低,造成265配料线生产压力大、无检修时间、拼设备等,如此情况随时可能因混匀料供不上料而造成烧结机、高炉待料停产。通过对原料系统存取供优化、先进配料堆料工艺技术的应用、混匀料化学成分预测系统应用等措施,满足了烧结生产的需要。
1 混匀料高效生产的措施
1.1 原料系统存取供工艺流程优化
(1)HY2矿槽无间隙上料操作法。在YC2/4机头各安装摄像头,HY2矿槽值班室分屏显示,做好一次取料机与HY2矿槽岗位的信息畅通,一台一次取料机取料时,根据仓存情况提前通知另一台一次取料机到达预换料位置,通过视频监控,通知两台一次取料机交叉换取料,实现无间隙上料。
(2)混匀料快节奏准时化生产。混匀料快节奏准时化生产就是为了消除265混匀料生产供应系统中存在的两种浪费:
一是消除库存过多产生的浪费。265一次料场燃料总量由原来的20000t降至10000t以下,矿料库存控制在5万t,料种减少至8种以下,并消除长时间不用的矿粉,技术科提前15天下达预配比通知一次料场,定置管理每跨矿料料种减少至3种~4种,货位不超过12个(小配比料种只占1个货位,大配比料种不超过2个货位),保证两台一次取料机工作负荷均衡。
二是消除等待过程的时间浪费。制定执行快节奏生产及生产准备时间节点控制图,通过目视化管理,做到整流化、一个流,缩短生产准备时间(结合烧结机检修时间计算,必须控制在11h之内)。按月总量需求42万t混匀料计,将生产准备时间20.5h*每月5次+3次配料线检修*8h/次=126.5h,优化为每月7次生产准备时间共77h=7次生产准备时间*9h/次+每月1次配料线检修14h/次,即平均11h以内。
生产模式由推式生产改为拉式生产,按订单(烧结机日用混匀料计划)生产,实现库存产品总量降低并稳定在7万t左右、混匀料堆米重由170t/m~210t/m稳定在200t/m~240t/m,保证低库存下混匀配料、取料生产高效衔接。
(3)HY1皮带整下下落改造。HY1带机头转运站二层有振动筛,因经常糊筛子和堵漏斗停用。在优化料场库存以来没再使用,一是因为一次料场库存低、矿料周转快、料种冻块少不需要启用振筛,二是遇极寒天气时矿料中冻块多,主要从一次料场边破边上,振筛生产能力跟不上。
将HY2带机尾钢筋混凝土平台上的斜溜槽拆除,平台扩容,HY1带地面上部分改水平带到HY2带机尾钢筋混凝土平台,坠砣位置东移并整体下移,为保证有足够的坠砣高度,开挖地面往下2m,制作安装新的机头下料斗和制作安装较长的导料槽,防止扬尘。
改造后,HY1带机头至HY2宽带的落差9m将减少为HY1带至HY2机尾的落差2m,现场扬尘将大量减少,通过延长导料槽和增加一套费用低的小除尘就可控制扬尘。改造后HY2宽带将完全不用,可减少故障点,提高有效作业时间,从而提高混匀料产量。
如图1所示:红线部分为改造后的设备。

图1 HY1皮带整下下落改造
1.2 先进配料堆料工艺技术的应用
(1)等SiO2配料工艺的应用。等硅堆料:为确保整个混匀矿大堆SiO2成分的均匀,最好的办法是混匀堆料机任一时刻堆料的物料含SiO2成分与大堆预想成分相等。图2 配料工艺实施过程
分2段~4段配料,每段10个料仓中有6种不同的料,但保证每段SiO2相等,且混匀料配比大于18%的矿料配料室分仓下料,皮带上矿料分层间隔布置以保证堆料层数加倍。
(2)nBLOCK堆料工艺的应用。混匀配料“BLOCK”堆料:所谓“BLOCK”即“部分”之意,每一堆分成n个(n=2-4)“BLOCK”计划,各“BLOCK”品种数量、成分大致相同,并在最后一个“BLOCK计划”进行成分调整。
在编制“BLOCK”计划时,采取的“尽最分散”的原则,并考虑一次料场布置、库存的料量、品种分布、及建堆需要的周期,如配料料种多达10余种,则配料中同时参与的品种一般5种~7种,交替更换,以保证混匀矿的质量。
等SiO2配料+4BLOCK堆料新技术,做到料堆每段数量多少相同、SiO2相等,每个BLOCK进有计划的用10余种料中的5种~7种参与配比,可控性变料。
1.3 混匀料化学成分预测系统的应用
利用Excel表格,根据混匀料每堆料所用矿粉的配比用量及每种矿粉的成分,预测出整个料堆混匀料的成分含量,具体公式如下:
(1)根据技术科下发的理论配比配料封堆后,将每种矿粉的用量输入Excel表格,可算出每种矿粉的实际配比也叫湿基,举例:南非精粉实际配比=该堆南非精粉用量/该堆总量*100。
(2)将每种矿粉的化学成份、烧损、水分等的百分含量输入Excel表格中,根据每种料的湿基和干基,预算出该料堆的成份及混匀料烧成烧结矿后的烧成量及成份。
干基=湿基*(1-水分百分含量);
混匀料TFe%=[∑(A1*a1+A2*a2+……An*an)]/该堆干基;混匀料SiO2%=[∑(B1*a1+B2*a2+……Bn*an)]/该堆干基;……
烧成量=∑[a1*(1-s1)+a2*(1-s2)……an*(1-sn)];
混匀料烧成烧结矿后TFe%=∑(A1*a1+A2*a2+……An*an);
混匀料烧成烧结矿后SiO2%=∑(B1*a1+B2*a2+……Bn*an);
……
式中:A—某矿粉TFe百分量%;a—对应某矿粉占总料堆的干基%;B—某矿粉SiO2百分量%;S—某矿粉的烧损百分量%。
2 应用效果
(1)原料系统存取供工艺流程优化后,有效作业时间提高了15%,每班次有效上料时间达到7.0±0.1h,取料料流平均800t/h,满足了配料、供料用量,混匀料日产由15000t提高到17000t。
(2)据统计往年265混匀料SiO2±0.3平均合格率为85.21%,但单堆合格率有时达不到计划要求,先进配料堆料工艺技术应用后265混匀料SiO2±0.3平均合格率为86.37%,且单堆合格率基本达到计划要求。前后对比如图3所示。
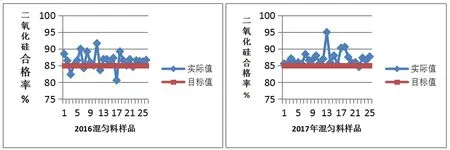
图3 优化后原料系统存取供工艺流程
(3)混匀料化学成分预测系统的应用,可有效预测混匀料的成份,为烧结的稳定生产提供了有效的数据支持,大大提高了烧结矿的碱度的合格率,间接助推高炉的稳定顺行。
3 结论
通过一系列措施,大大提高了混匀料生产的有效作业时间,使265原料系统生产混匀料的能力提高了13%,由15000t提高到17000t,所生产的混匀料单堆SiO2±0.3合格率基本达到计划要求,且平均合格率由85.21%提升至86.37%,有效预测混匀料的成份,做到预知预控,大大提高了烧结矿碱度的合格率,间接助推高炉的稳定顺行,具有较好的应用前景和推广价值。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
工业加热(2022年1期)2022-03-21
西部交通科技(2022年1期)2022-03-21
中国建筑金属结构(2022年1期)2022-03-05
湖南水利水电(2021年6期)2022-01-18
湖南水利水电(2021年6期)2022-01-18
矿业工程(2020年4期)2020-11-18
建筑与装饰(2020年4期)2020-05-21
文艺生活·中旬刊(2016年11期)2016-12-13
中国新技术新产品(2014年5期)2014-07-30
